i3±:d Ь Ь
i iMJ .
(Л С
чй
-ff
19 W
вательности подающий рольганг 1, задающий манипулятор 2, камеру гидро- сбива окалины 3, осадочный гидравлический пресс 4, убирающий манипулятор, отводящий рольганг. Перед камерой гидросбива окалины 3 установлено средство для переориентации заготовок , вьтолненное в ввде приводной поворотной рамы (ПР) 8 с упором 10 и размещенного под ней подъемного стола 9. Последние -ролики 13 рольганга смонтированы на ПР 8, а ось враще ния 15 первого из них является одно- временно осью вращения ПР 8. Заготов ка II перемещается на оси 15 и, опус- kaяcь устанавливает заготовку 11 в карман подъемного стола 9, образован- Ньй упором 21 и наклонной опорной поверхностью 22. С помощью цилиндра 18 стол 9 поднимается. Захватные органы 7 задающего манипулятора 2 зажимают заготовку 11 и перемещают ее по технологической цепи. 2 з.п, ф-лы, 2 ил.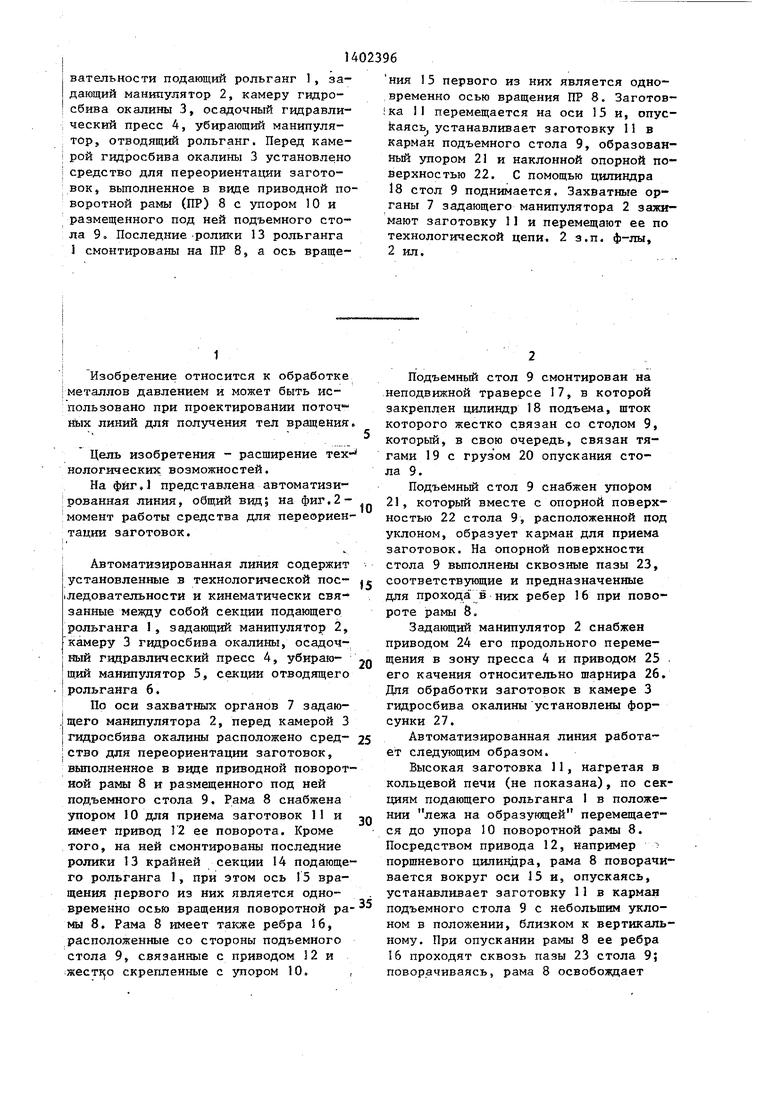
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая поточная линия для изготовления колес | 1972 |
|
SU440241A1 |
| АВТОМАТИЗИРОВАННАЯ ПОТОЧНАЯ ЛИНИЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ МЕТОДОМ ПРЕССОВАНИЯ | 1992 |
|
RU2021146C1 |
| Автоматизированная поточная линия для изготовления колес | 1989 |
|
SU1636100A1 |
| Автоматическая поточная линия для изготовления колец | 1985 |
|
SU1276407A1 |
| Механизированная поточная линия для изготовления штампокатаных колес | 1989 |
|
SU1750822A1 |
| АВТОМАТИЗИРОВАННАЯ ПОТОЧНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ КОЛЕС | 1992 |
|
RU2043817C1 |
| ПОТОЧНАЯ АВТОМАТИЗИРОВАННАЯ ЛИНИЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ МЕТОДОМ ПРЕССОВАНИЯ | 1992 |
|
RU2009042C1 |
| Поточная автоматизированная линия изготовления изделий методом прессования | 1985 |
|
SU1303438A1 |
| Автоматизированный штамповочный комплекс | 1986 |
|
SU1375398A1 |
| Установка для резки листового проката | 1982 |
|
SU1017439A1 |

Изобретение относится к обработке металлов давлением и может быть использовано при проектировании автоматизированных поточных линий для получения заготовок тел вращения. Цель- расширение технологических возможностей за счет загрузки линии высокими заготовками. Линия содержит установленные в технологической последе
I1
: Изобретение относится к обработке I металлов давлением и может быть ис- пользоваио при проектировании поточ йых линий ДЛИ получения тел вращения
Цель изобретения - расщирение технологических возможностей.
На фиг, представлена автоматизи- :рованная линия, общий вид; на фиг.2- ;момент работы средства для переориентации заготовок.
I Автоматизированная линия содержит I установленные в технологической нос- 1ледовательности и кинематически связанные между собой секции подающего рольганга 1, задающий манипулятор 2, камеру 3 гидросбива окалины, осадоч- iный гидравлический пресс 4, убираю- Iщий манипулятор 5, секции отводящего I рольганга 6.
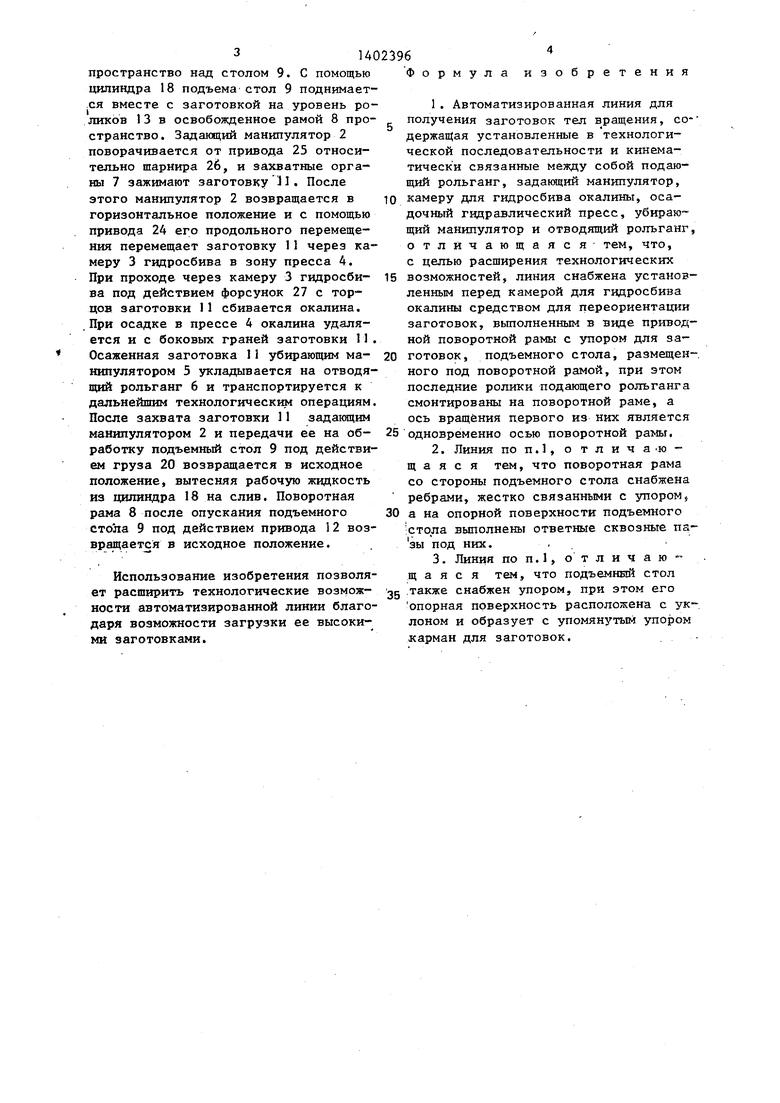
; По оси захватных органов 7 задаю- jщего манипулятора 2, перед камерой 3 Iгидросбива окалины расположено сред- ;ство для переориентации заготовок, выполненное в ввде приводной поворотной рамы 8 и размещенного под ней подъемного стола 9. Рама 8 снабжена упором 10 для приема заготовок 11 и имеет привод 12 ее поворота. Кроме того, на ней смонтированы последние ролики 13 крайней секции 14 подающего рольганга 1, при этом ось 15 вращения первого из них является одновременно осью вращения поворотной рамы 8. Рама 8 имеет также ребра 16, расположенные со стороны подъемного стола 9, связанные с приводом 12 и :жест1 о скрепленные с jmopoM 10, ,
Подъемный стол 9 смонтирован на неподвижной траверсе 17, в которой закреплен цилиндр 18 подъема, шток которого жестко связан со стодом 9, который, в свою очередь, связан тягами 19 с грузом 20 опускания стола 9.
Подъемный стол 9 снабжен упором 21, который вместе с опорной поверхностью 22 стола 9, расположенной под уклоном, образует карман для приема заготовок. На опорной поверхности стола 9 выполнены сквозные пазы 23, соответствующие и предназначенные для прохода в них ребер 16 при повороте рамы 8,
Задающий манипулятор 2 снабжен приводом 24 его продольного перемещения в зону пресса 4 и приводом 25 его качения относительно шарнира 26. Для обработки заготовок в камере 3 гидросбива окалины установлены форсунки 27.
Автоматизированная линия работа- ет следующим образом.
Высокая заготовка 11, нагретая в кольцевой печи (не показана), по секциям подающего рольганга 1 в положении лежа на образуняцей перемещается до упора 10 поворотной рамы 8. Посредством привода 12, например порщневого цилиндра, рама 8 поворачивается вокруг оси 15 и, опускаясь, устанавливает заготовку 11 в карман подъемного стола 9 с небольшим уклоном в положении, близком к вертикальному. При опускании рамы 8 ее ребра 16 проходят сквозь пазы 23 стола 9; поворачиваясь, рама 8 освобождает
пространство над столом 9. С помощью цилиндра 18 подъема стол 9 поднимает- -ся вместе с заготовкой на уровень роликов 13 в освобожденное рамой 8 пространство. Задающий манипулятор 2 поворачивается от привода 25 относительно шарнира 2б, и захватные органы 7 зажимают заготовку П. После этого манипулятор 2 возвращается в горизонтальное положение и с помощью привода 24 его продольного перемещения перемещает заготовку 11 через камеру 3 гидросбива в зону пресса 4. При проходе через камеру 3 гидросбива под действием форсунок 27 с торцов заготовки 11 сбивается окалина, .При осадке в прессе 4 окалина удаляется и с боковых граней заготовки 11 . Осаженная заготовка 11 убирающим манипулятором 5 укладывается на отводящий рольганг 6 и транспортируется к дальнейшим технологическим операциям. После захвата заготовки 11 задакяцим манипулятором 2 и передачи ее на обработку подъемный стол 9 под действием груза 20 возвращается в исходное положение, вытесняя рабочую жидкость из цилиндра 18 на слив. Поворотная рама 8 после опускания подъемного стола 9 под действием привода 12 возвращается в исходное положение.
Использование изобретения позволяет расширить технологические возможности автоматизированной линии благодаря возможности загрузки ее высокими заготовками.
Формула изобретения
0 камеру для гидросбива окалины, осадочный гидравлический пресс, убирающий манипулятор и отводящий рольганг, отличающаяся тем, что, с целью расширения технологических
5 возможностей, линия снабжена установленным перед камерой для гидросбива окалины средством для переориентации заготовок, вьшолненным в виде приводной поворотной рамы с упором для за0 готовок, подъемного стола, размещенного под поворотной рамой, при этом последние ролики подающего рольганга смонтированы на поворотной раме, а ось вращения первого из них является
5 одновременно осью поворотной рамы.
0 а на опорной поверхности подъемного :стола выполнены ответные сквозные па- зы под них. , .
5 также снабжен упором, при этом его опорная поверхность расположена с уклоном и образует с упомянутым упором карман для заготовок.
«о
| Бибик Г.А | |||
| и др | |||
| Производство железнодорожных колес | |||
| М.: Металлургия., 1982, с | |||
| Горный компас | 0 |
|
SU81A1 |
| Пишущая машина | 1922 |
|
SU37A1 |
