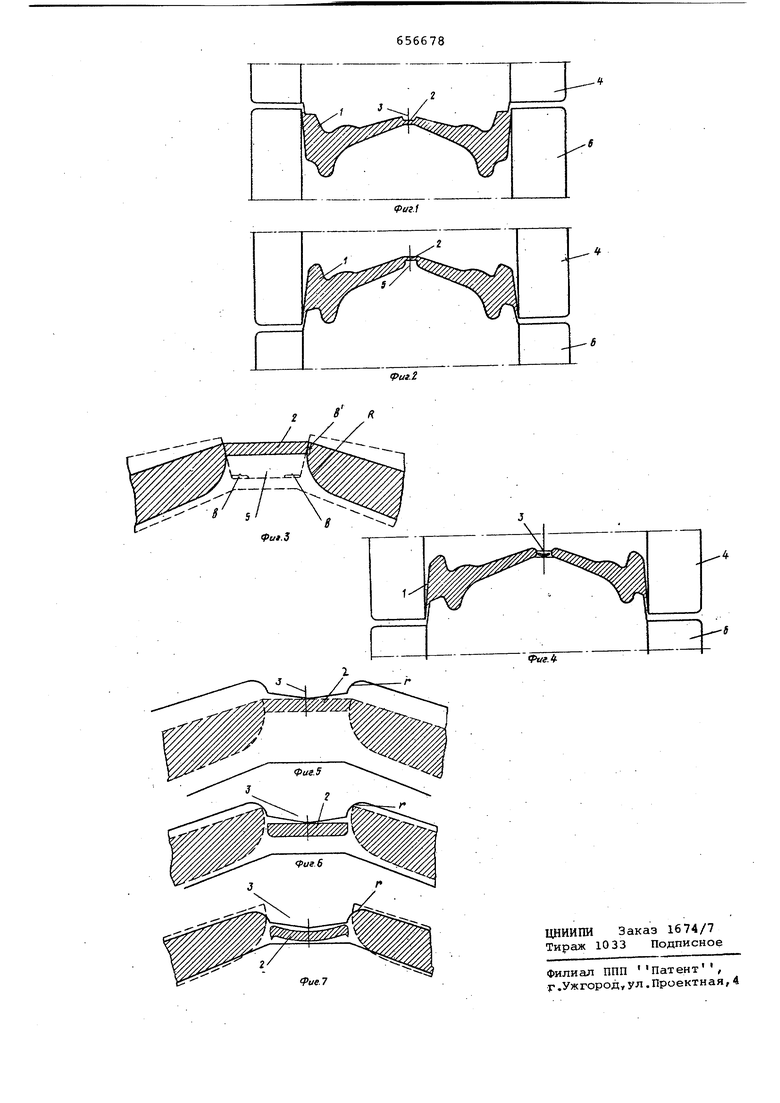
Изобретение относится к области обработки металлов давлением, в част ности к прокатке сортовых профилей. Известны способы производства сор товых профилей путем одновременной прокатки нескольких профилей с последующим их разделением после прокатки, а также способы горячей прокатки сортовых профилей, в которых процесс деформации металла совмещают с разделением прокатываемой полосы на отдельные профили путем смещения калибров по ходу прокаткч относитель но друг друга 1, 2, 3. При разделении профилей после про катки требуются дополнительные затра ты времени и средств на разделение профилей и удаление образующихся по боковым кромкам профилей заусенц ев и острых углов, а при разделенийпро катываемой полосы на отдельные профили в процессе горячей прокатки про исходит образование заусенцев на кром ках профилей, которые необходимо затем удалять после прокатки с помощью зачистных средств. Стремление свести к минимуму величину заусенцев делает более жестки ми требования к точности изготовлеНИН разрезных калибров и,как следствие, приводит к ускоренному их износу. Кроме того, достигнуть полного устранения заусенцев практически не представляется возможным. Из-за указанных недостатков известные способы получения сортовых профилей не находят применения на практике. Наиболее близким к описываемому изобретению по технической сущности является способ разделения профилей 4, в котором используется разрезной калибр. Между цилиндрическими стенками калибра образовано пространство для размещения соединительной перемычки в процессе ее вырезки и удаления из калибра при разделении профилейНедостаток указанного способа сог стоит в том, что при разделении профилей в чистовом разрезном калибре, так же, как и во всех предьадущих способах разделения профилей в процессе горячей прокатки, происходит образование по боковым кромкам профилей заусенцев или.острых углов, причем невозможно получить при разделении заданной конфигурации соковые кромки профилей (скруглеиия, фаски и т.п.) . Целью изобретения является получение заданной формы боковых кромок профилей после их разделения и исклю чения образования заусенцев, повышение качества готовых изделий и снижение затрат на разделение профилей Цель достигается тем, что в спосо бе получения сортовых профилей, включающем их,совместную прокатку в многоручьевых калибрах с образование соединительной перемычки между боков ми кромкамипрофилей и их разделение путем разрушения перемычки по плоскостям ее стыка с разделяемыми профилями, перемь1чку перед разрушением смещают, например, в предчистовом калибре вдоль кромок разделяемых про филей в плоскости калибра с образова нием закатов в плоскостях стыка пере мычки с профилями и одновременным формированием углов профиля. На фиг. 1 и 2 изображено соответ ственно формоизменение растека в третьем (предпредчистоном) и во вто ром (предчистовом) калибрах против хода.прокатки, соединенных перемычками; на фиг, 3 - формоизменение перемычки в предчистовом калибре; на фиг. 4 - формоизменение перемычки в чистовом калибре; на фиг.. 5 - соприкосновение выступа верхнего валка с перемычкой; ,на фиг, 6 - положение полного отделения перемычки от профилей и соприкосновение боковых граней .выступа с острой кромкой разделенного профиля; на фиг. 7 положение валков, профилей и перемычки на выходе из очага деформации. . На чертеже показаны профили 1, 2 между ними, гребень 3 верхнего валка 4 со скруглениями и боковых граней , выступ 5 нижнего г валка 6, участок Ъ перемычки, плоскости закатов Ъ между перемычками 2 и профилями 1 и скругления R боковых граней выступа. Заготовку последовательно обжимают в системе калибров. Соединител ную перемьш-ку 2 окончательно формируют в предпредчистовом калибре (третьем калибре против хода прокат ки) (см.фиг,i). в предчистовом кали ре (см.фиг.2} в начале обжатия утоненную перег/1ычку 2 выступом 5 нижнег валка 6 перемещают снизу вверх (см. фир.З), При этом ее длина увеличива ется и за .счет.этого происходит дополнительное утонение, а участки { перемычки 2 прижимаются к профилям i и в,результате приложения давлени со стороны выступа 5 и валка 4 в зо не соприкосновения участков b перемычек с профилями 1 образуются проДольные закаты Ь. При дальнейшем .прохождении профиля .1 через очаг де формации он обжимается на заданную величину по Bceiviy периметру, при этом боковые грани выступа 5, выполненные по радиусу R, формируют закругления нижней кромки на профиле 1. В чистовом калибре (см.фиг.4-7) гребень 3 верхнего валка 4 в момент захвата профиля 1 начинает давить сверху на перемычку 2 (см.фиг.5), а так как перемычка 2 с профилями 1 по плоскостям закатов Ь соединена непрочно из-за наличия окисленной пленки, она усилием давления гребня 3 отделяется от профилей 1 и падает на валок б (см,фиг.6). При дальнейшем прохождении разделенных профилей 1 через очаг деформации происходит обжатие профилей по всему периметру, при этом верхние кромКи профилей обжимаются радиусами г гребня 3. Данный способ одновременного получения нескольких сортовых профилей улучшает качество поверхности готовых профилей путем формирования кромок профилей заданной конфигурации, снижает затраты на разделение профилей и не требует дополнительной обработки кромок профилей для устранения острых углов и заусенцев. Формула изобретения Способ получения сортовых профилей, включающий их совместную прокатку в многоручьевых калибрах с образованием соединительной -перемычки между боковыми кромками -профилей и- их разделение путем разрушения перемычки по плоскостям ее стыка с разделяемыми профилями, отл.ичающийся тем, что, с целью получения заданной формы .:-боковых кромок профилей после их разд19ления и исключения образования заусенцев, перед разрушением смещают, например, в предчистовом калибре вдоль кромок разделяемых профилей в плоскости калибра с образованием закатов в плоскости стыка перемычки с профилями и одновременннм формированием углов профиля.. Источники информации, принятые во внимание при экспертизе 1.Патент Англии №1040119, кл. В 3. М, 1966. 2.Патент США №1977285, кл. 72-204, 1934. 3.Ектов И.М. и др. Прокатка сдвоенного полособульбового профиля с продольной разрезкой в валках чистовой клети. Сталь, I960, 12, с. 1113-1115. 4.Авторское свидетельство №610577, кл. В 21 В 1/02, 1975.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ДВУХРУЧЬЕВОЙ ПРОКАТКИ АРМАТУРНОЙ СТАЛИ | 2006 |
|
RU2327537C2 |
| СПОСОБ ХОЛОДНОЙ ПРОКАТКИ ПРУТКОВ | 2000 |
|
RU2162381C1 |
| СПОСОБ ПРОДОЛЬНОГО РАЗДЕЛЕНИЯ СЛЯБОВ ПРИ ПРОКАТКЕ | 2000 |
|
RU2179485C2 |
| Способ многоручьевой прокатки арматурной стали периодического профиля | 2019 |
|
RU2708911C1 |
| Способ прокатки заготовок | 1976 |
|
SU740312A1 |
| Способ прокатки заготовок | 1976 |
|
SU738696A1 |
| СПОСОБ ПРОКАТКИ | 2009 |
|
RU2405637C1 |
| Способ прокатки сортовых заготовок | 1976 |
|
SU740311A1 |
| Способ производства сортовых заготовок | 1982 |
|
SU1057130A1 |
| Способ прокатки | 1977 |
|
SU738695A1 |