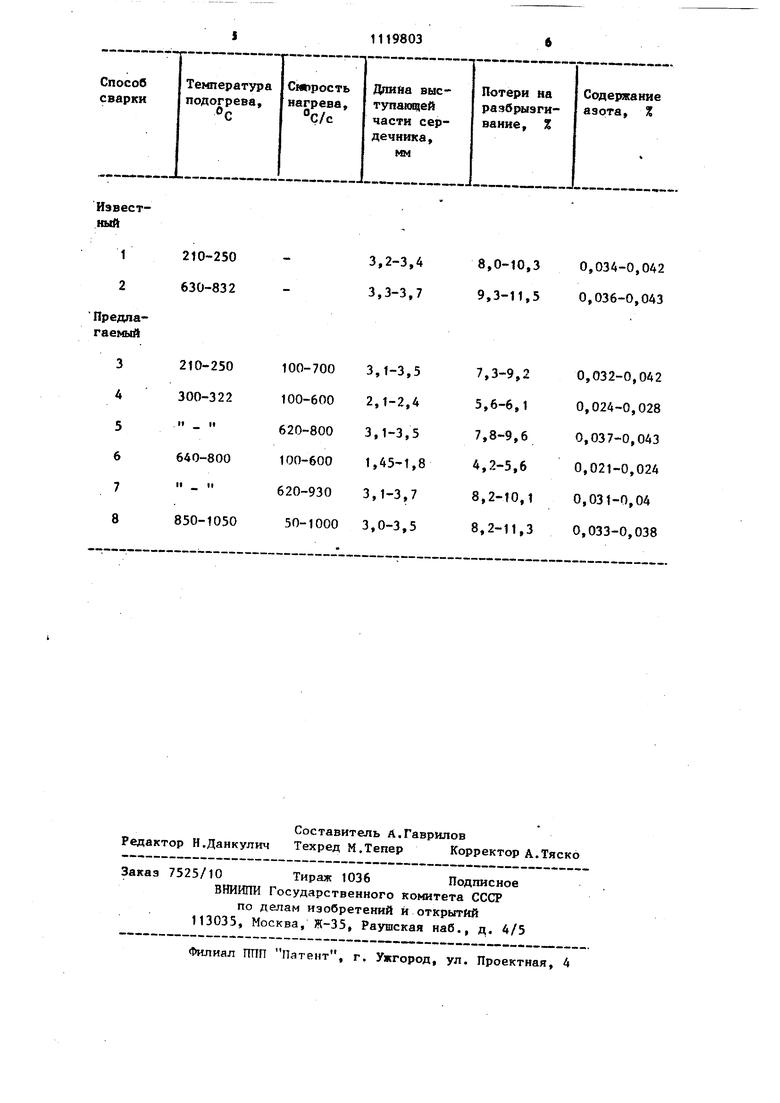
ас f Изобретение относится к сварке и может быть использовано для сварки и наплавки noponiKoaoii проволокой с внешней и внутренней газовой защитой Известен способ дуговой сварки плавящимся электродом, при котором осуществляют дополнительный подогрев электродной проволоки, причем подогрев производят на участке проволоки, расположенном между токоподводом сварочного тока и дополнительньгм установленным выше токоподвода сваро ного тока. Использование способа поз воляет повысить производительность сварки и уменьшить проплавление основного металла ij. Однако в данном способе в качест,ве плавящегося электрода используется проволока сплошного сечения, что ограничивает возможности способа. Наиболее близким по технической сущности и достигаемому эффекту к предлагаемому является способ дугово сварки плавящимся электродом, преиму щественно порошковой проволокой, по которому дополнительно подогревают проволоку на участке, расположенном выше токоподвода сварочного тока. Причем подогрев осуществляют от дополнительного трансформатора, вторичная обмотка которого подключена к токоподводу сварочного тока и токо подводу, установленному выше токо подвода сварочного тока. Режимы подогрева регулируют изменением напряжения на вторичной обмотке трансформатора. Контролируемыми параметрами являются напряжение и ток подогрева Сварка характеризуется высокой произ водительностью и хорошим формированием шва у. . Однако в известном способе при плавлении проволоки наблюдается отставание плавления сердечника от оболочки, что ухудшает ряд качествен ных показателей процесса. Отставание вызвано тем, что при нагреве оболочки ввиду значительной разности теплопроводности материалов оболочки и сердечника тепловой поток от внутренней поверхности оболочки, нагретой на участке подогрева, не успевает распространиться вглубь сео дечника. В результате наблюдается большой градиент температур по сечению сердечника, что и вызынает повышенное отставание плавления сердечника от оболочки. 032 Цель изобретения - улучшение качества сварки путем уменьшения отставания плавления сердечника от оболочки порошковой проволоки. Поставленная цель достигается тем, что согласно способу дуговой сварки плавящимся электродом, преимущественно порошковой проволокой, состоящей из сердечника и оболочки, по которому дополнительно подогревают проволоку на участке, расположенном вьше токоподвода сварочного тока, перед подогревом сердечник смачивают жидкостью, а на участке подогрева оболочку нагревают со скоростью 100-600 С/с до температуры в 3-8 раз выше температуры кипения жидкости, при этом жидкость берут с т.кип. tOO-300°C. Кроме того, с целью более равномерного нагрева сердечника в жидкости предварительно растворяют по меньшей мере один из компонентов сердечника проволоки. Сердечник порошковой проволоки представляет собой поликапиллярное пористое тело. При смачивании жидкостью оно интенсивно поглощает ее за счет капиллярных сил. Теплопроводность сердечника резко возрастает. Это связано с тем, что теплопроводность жидкостей на один/два порядка больше теплопроводности воздуха, заполняющего пустоты сердечника. При последующем нагревании сердечника кондуктивным теплом оболочки до тем-, пературы кипения жидкости газообразные продукты испарения диффундируют в холодную центральную зону, конденсируются и отдают тепло. За счет капиллярных сил жидкость возвращается в зону нагрева, снова испаряется и переносит тепло в холодную зону (зону конденсации). В результате этих гидродинамических процессов зона испарения быстро перемещается к оси сердечника, соответственно и интенсивность теплового потока увеличивается в несколько раз. После полного испарения жидкости газообразные продукты удаляются через стык в оболочке проволоки. Кроме этого, при растворении в жидкости одного или более компонентов сердечника и последующем испареНИИ жидкости твердые частицы раствора, ввиду своих мальос размеров (от единицы до десятков микромиллиметров в диаметре) заполняют пустоты между компонентами сердечника. Пористость сердечника уменьшается на 5-15%. При этом, ввиду увеличения числа точек передачи тепла теплопроводностью тепловой поток от наружной поверхности к центру сердечника увеличивается, температура нагрева сердечника по сечению распределяется более равномерно. При плавлении проволоки уменьшается отставание плавления сердечника от оболочки проволоки и улучшается весь комплекс сварочнотехнологических показателей - улучшается качество наплавленного металла, обеспечивается лучшая физическая защита области плавления за счет более полной диссоциации газообразую щих компонентов проволоки, происходит более полное раскисление металла на стадии капель, уменьшаются потери электродного металла. Наилучшие результаты получены при использовании жидкостей с т.кип. ЮО-ЗОС С. При т.кип. меньших 100 С, сердечник не успевает прогрет ся по сечению ввиду большой скорости испарения. При т.кип. более 300 С наблюдается неполное испарения жидкости, попадание ее в з.ону сварки и улучшение качества сварки. Температуру дополнительного подогрева оболочки устанавливают более трех значений температур кипения жид кости, а скорость нагрева не более 600 С/с. В противном случае испарепне жидкости по сечению проволоки пр ходит с интенсивностью, недостаточной для полного удаления жидкости из сердечника. При температуре нагрева более восьми температур испарения жидкости наблюдается взрывоопасное испарение жидкости, разрыхление сердечника и соответственно ухудшение условий передачи тепла от оболочки сердечнику. Скорость нагрева оболочки выбирают не менее 100° С/с, так как при малых скоростях нагрева увеличивается расстояние между токоподводами сварочной горелки и соответственно ухудшается устойчивость разогретой проволоки, что может вызвать нарушение стабильности процесса сварки. Пример. Выполняют наплавку самозашитной порошковой проволокой карбонатно-флюоритного типа, содержащей кроме газошлакообразующих компонентов также легирующие элементы и раскислители. Проволоку изготовляют из металлоуглеродистой стальной ленты марки 08КП размером 0,6x12 мм трубчатого сечения, наружный диаметр проволоки равен 3 мм, коэффициент заполнения 26%. Наплавку вьтолняют постоянным током обратной полярности от выпрямителя ВДУ-504 на сварочной головке АБС по режиму: ток дуги 180-220 В, напряжение на дуге 24-26 В, скорость наплавки 18 м/ч. Подогрев проволоки осуществляют от низковольтного трансформатора с регулированием тока и напряжения во Ёторичной цепи с помощью тиристорного регулятора. Температуру оболочки до 600 С измеряют термопарой, выше оптическим пирометром. Участок подогрева располагают выше токоподвода сварочного тока. При подаче проволоки в зону плавления она погружается в ванну с жидкостью. В качестве жидкости используют водный раствор мрамора и кальцинированной соды с т.кип. 100 С. Характер плавления проволоки оценивают по длине выступающей части сердечника, определяемой из кадров скоростной киносъемки, качество сварки - по коэффициенту разбрызгивания и содержанию азота в наплавленном металле. Для сравнения в аналогичных условиях испытывают известный способ. Полученные результаты приведены в аблице. Как следует из таблицы, при наплавке по предлагаемому способу улучшается характер плавления проволоки, отставание плавления сердечника от оболочки уменьшается более чем в два раза по сравнению с известным, разбрызгивание уменьшается в 1,3-2,0 раза, снижается газонасьпценность наплавленного металла.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ дуговой сварки плавящимся электродом | 1983 |
|
SU1119802A1 |
| Установка для дуговой сварки и наплавки порошковой проволокой | 1990 |
|
SU1731509A1 |
| Способ дуговой сварки порошковой проволокой | 1984 |
|
SU1166943A1 |
| Способ возбуждения дуги при сварке плавящимся электродом | 1984 |
|
SU1234103A1 |
| Способ дуговой сварки плавящимся электродом | 1981 |
|
SU1006121A1 |
| Способ дуговой сварки порошковой проволокой | 1983 |
|
SU1131617A1 |
| Способ дуговой сварки порошковой проволокой | 1983 |
|
SU1131616A1 |
| Способ наплавки изделий плавящимся электродом с подачей присадочной проволоки в сварочную ванну | 2017 |
|
RU2651551C1 |
| СПОСОБ ВЫСОКОПРОИЗВОДИТЕЛЬНОЙ АВТОМАТИЧЕСКОЙ ДУГО-КОНТАКТНОЙ НАПЛАВКИ ПОД ФЛЮСОМ С ПОПЕРЕЧНЫМИ КОЛЕБАНИЯМИ ПРИСАДОЧНОЙ ПРОВОЛОКИ | 2015 |
|
RU2613800C2 |
| КОМПОЗИЦИОННЫЙ ПОРОШКОВЫЙ ЭЛЕКТРОД | 1999 |
|
RU2152860C1 |
1. СПОСОБ ДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ преимуществен,но порошковой проволокой, состоящей из сердечника и оболочки, по которому дополнительно подогревают проволоку на участке, расположенном выше токоподвода сварочного тока, отличающийся тем, что, с целью улучшения качества сварки путем уменьшения отставания плавления сердечника проволоки от ее оболочки, перед подогревом сердечник смачивают жидкостью, а на участке подогрева оболочку нагревают со скоростью 100-600 С/с до температуры в 3-8 раз Bbmie температуры кипения жидкости, при этом жидкость берут с т.кип. 100ЗОО С. 1. Способ по п. 1, отличающий с я тем, что, с целью более (Л равномерного нагрева сердечника, в жидкости предварительно растворяют по меньшей мере один из компонентов а с сердечника проволоки.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Ющенко К.А | |||
| и др | |||
| Скоростная газоэлектрическая сварка нержавеющих сталей дополнительно подогреваемой проволокой | |||
| - Автоматическая сварка, 1969, № 1, с | |||
| Железобетонный фасонный камень для кладки стен | 1920 |
|
SU45A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Каховский Н.И | |||
| и др | |||
| Сварка в занятных газах плавящимся подогреваемым электродом | |||
| - Автоматическая сварка | |||
| ПРИБОР ДЛЯ ЗАПИСИ И ВОСПРОИЗВЕДЕНИЯ ЗВУКОВ | 1923 |
|
SU1974A1 |
| Способ гальванического снятия позолоты с серебряных изделий без заметного изменения их формы | 1923 |
|
SU12A1 |
| Машина для изготовления проволочных гвоздей | 1922 |
|
SU39A1 |
