ел С
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматического регулирования уровня сварочной ванны | 1990 |
|
SU1731517A1 |
| УСТРОЙСТВО для АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ УРОВНЯ СВАРОЧНОЙ ВАННЫ | 1969 |
|
SU233142A1 |
| Устройство для регулирования процесса электрошлаковой сварки | 1980 |
|
SU927457A1 |
| Тренажер сварщика | 1989 |
|
SU1663619A1 |
| Устройство для стабилизации ширины сварочной ванны | 1988 |
|
SU1618545A1 |
| УСТРОЙСТВО для ЭЛЕКТРОШЛАКОВОЙ СВАРКИ ВЕРТИКАЛЬНЫХ ШВОВ | 1967 |
|
SU203809A1 |
| Автомат для электрошлаковой сварки | 1987 |
|
SU1500452A1 |
| Способ регулирования термического цикла при электрошлаковой сварке | 1980 |
|
SU919836A1 |
| Устройство для контроля уровня металлической ванны | 1980 |
|
SU969485A1 |
| СПОСОБ ЛАЗЕРНО-ЭЛЕКТРОШЛАКОВОЙ СВАРКИ | 2010 |
|
RU2447980C2 |
Изобретение относится к машиностроению, в частности к устройствам для автоматического регулирования уровня сварочной ванны относительно формирующих ползунов при электрошлаковой сварке, и может быть использовано, например, при изготовлении оборудования для АЭС. Цель изобретения - повышение качества сварки. Устройство содержит два фотодатчика, установленных на ползуне-и направленных в сторону сварочной ванны, дифференциальный усилитель, две пороговые схемы, регулятор, три ключа, два из которых нормально замкнутые и один нормально разомкнутый, и аналоговое запоминающее устройство Устройство обеспечивает исключение остановки электропривода перемещения ползунов во время засыпки флюса в сварочную ванну и его расплавление. 1 ил.
Изобретение относится к сварочной технике, в частности к устройствам для автоматического регулирования уровня сварочной ванны относительно формирующих ползунов при электрошлаковой сварке, и может быть использовано в машиностроении, например, при изготовлении корпусного оборудования для АЭС.
Цель изобретения - повышение качества сварки путем исключения ошибки положения электрода во время засыпки флюса в сварочную ванну и его расплавления
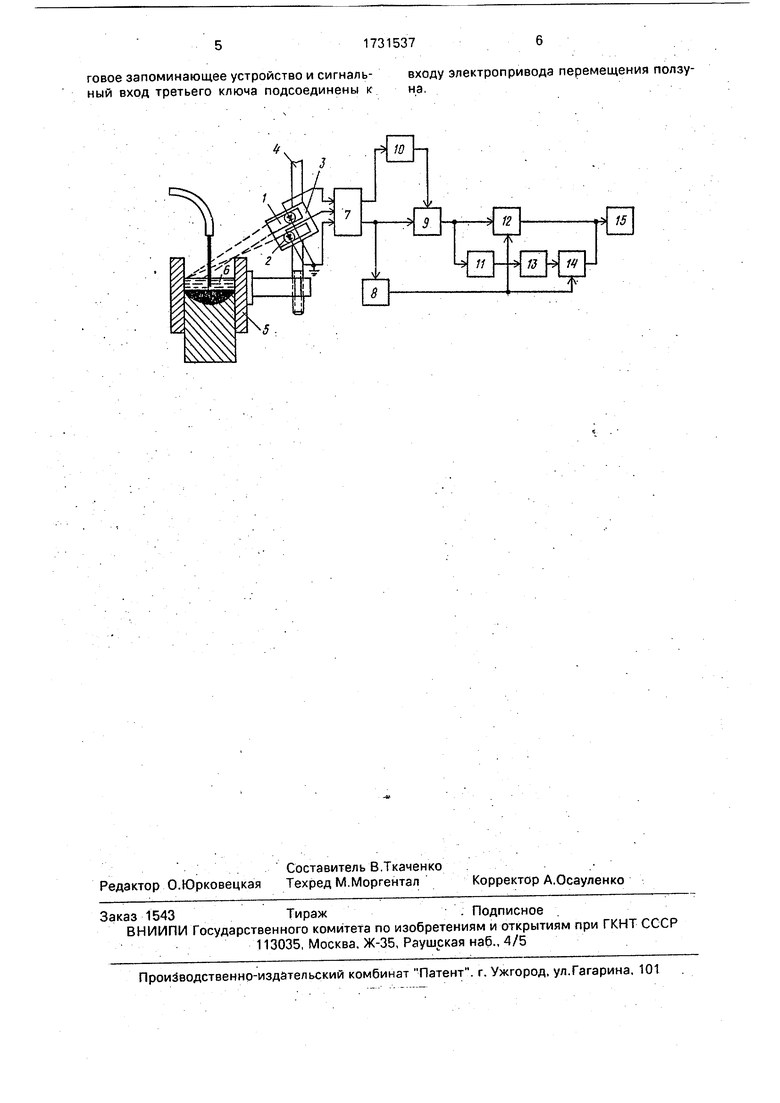
На чертеже представлена блок-схема устройства.
Устройство содержит два фотодатчика 1 и 2, в качестве которых применяются инфракрасные светодиоды. Фотодатчики 1 и 2 установлены параллельно в держателе 3, закрепленном на кронштейне 4 ползуна 5, и направлены в сторону сварочной ванны 6.
Фотодатчики 1 и 2 соединены соответственно с неинвертирующим и инвертирующим входами дифференциального усилителя 7, имеющего два выхода, на первом из которых присутствует усиленная разность его входных сигналов, а на втором - усиленный сигнал, поступающий на его инвертирующий вход.- Первый выход усилителя 7 соединен с входом пороговой схемы 8 и одним из входов регулятора 9 с апериодическим звеном. Второй выход усилителя 7 соединен с входом пороговой схемы 10, выход которой подключен к второму входу регулятора 9, Выход регулятора 9 соединен с сигнальными входами ключей 11 и 12. Выход ключа 11 подключен к входу аналогового запоминающего устройства 13, в качестве которого использована интегрирующая НС- цепь. Выход аналогового запоминающего устройства 13 соединен с сигнальным вхо
СО
|СЯ |СО
ом ключа 14 Выходы ключей 12 и 14 подлючены к входу электропривода 15 переещения ползунов Управляющие входы лючей 11, 12 и 14 соединены с выходом ороговой схемы 8
Устройство работает следующим обраом
Держатель 3 с фотодатчиками 1 и 2 шар- ирно крепится на сварочном аппарате проив разделки между кромками таким бразом, чтобы фотодатчик 1 был направен на участок поверхности противоположного ползуна, расположенный ниже линии, оответствующей заданному уровню, выше которого подъем сварочной ванны 6 при анном режиме недопустим, а фотодатчик 2 расположен ниже плоскости, проходящей через указанную линию и верхний край ползуна 5.
В установившемся режиме сварки при нормальной работе устройства с фотодатчика 1 снимаются сигналы, соответствующие инфракрасному излучению шлаковой ванны, с датчика 2 - инфракрасному фоновому излучению и подаются соответственно на неинвертирующий и инвертирующей входы дифференциального усилителя 7. В усилителе 7 сигналы, соответствующие инфракрасному фоновому излучению обоих фотодатчиков, взаимно компенсируются, и усиливается только полезный сигнал, соответствующий инфракрасному излучению шлаковой ванны, который подается на регулятор 9 и пороговую схему 8. Последняя, срабатывая, замыкает ключи 11 и 12 и размыкает ключ 14, в результате чего напряжение с выхода регулятора 9 подается на электропривод 15 перемещения ползунов, а также в аналоговое запоминающее устройство 13, работающее в режиме выборки.
Величина этого напряжения, а следовательно, и скорость перемещения ползунов зависят от уровня сварочной ванны 6. При повышении уровня сварочной ванны 6 увеличивается площадь поверхности шлаковой ванны, излучение которой попадает на фотодатчик 1, а следовательно, увеличивается и сигнал, поступающий с выхода усилителя 7 на регулятор 9. что приводит к увеличению скорости перемещения ползунов.
В случае нарушения в процессе сварки заданного режима и подъема сварочной ванны б до уровня засветки фотодатчика 2 срабатывает пороговая схема 10 и выдает дополнительный сигнал на регулятор 9 что приводит к еще большему увеличению скорости подъема ползунов и уменьшению уровня сварочной ванны 6.
При засыпке порции флюса поверхность шлаковой ванны затемняется сигналы с фотодатчиков 1 и 2 значительно уменьшаются, т е. практически становятся равными нулю, срабатывает пороговая схема и размыкает ключи 11 и 12 и замыкает ключ
подключается к выходу аналогового запоминающего устройства 13. Пока флюс плавится, электропривод 15 продолжает перемещать ползуны со скоростью, которая была до засыпки флюса.
Когда флюс расплавляется и излучение шлаковой ванны вновь попадает на фотодатчик 1, снова срабатывает пороговая схема 8, замыкает ключи 11 и 12 и размыкает
ключ 14 В результате этого входы электропривода 15 и аналогового запоминающего устройства 13 снова подключаются к регулятору 9.
Таким образом, устройство позволяет
исключить остановку электропривода перемещения ползунов, приводившую к колебаниям сухого вылета электрода, и благодаря этому повысить качество сварки и снизить вероятность брака сварного соединения
4
Формула изобретения
Устройство для автоматического регулирования уровня сварочной ванны при электрошлаковой сварке, содержащее электропривод перемещения ползуна, два шар- нирно закрепленных на формирующем ползуне фотодатчика инфракрасного излучения, подключенных к входам дифференциального усилителя, первый выход которого соединен с первым входом регулятора, а второй - с входом первой пороговой схемы, отличающееся тем, что, с целью
повышения качества сварки путем исключения ошибки положения электрода во время засыпки флюса в сварочную ванну и его расплавления, в устройство введены вторая пороговая схема, аналоговое запоминающее устройство, два нормально разомкнутых ключа и третий нормально замкнутый ключ, при этом первый выход дифференциального усилителя через вторую пороговую схему соединен с управляющими входами
ключей, сигнальные входы первого и второго из которых подключены к выходу регулятора, второй вход которого соединен с выходом первой пороговой схемы, выход первого ключа непосредственно, а второго через последовательно соединенные знало
говое запоминающее устройство и сигналь- входу электропривода перемещения ползу- ный вход третьего ключа подсоединены к на.
| УСТРОЙСТВО для АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ УРОВНЯ СВАРОЧНОЙ ВАННЫ | 0 |
|
SU233142A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
