(54) УСТРОЙСТВО ДЛЯ КОНТРОЛЯ УРОВНЯ МЕТАЛЛИЧЕСКОЙ ВАННЫ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ контроля уровня металлической ванны при электрошлаковом процессе | 1980 |
|
SU1217609A1 |
| СПОСОБ РЕМОНТА, СПОСОБ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКИ, УСТРОЙСТВО ДЛЯ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКИ И КРИСТАЛЛИЗАТОР УСТРОЙСТВА ДЛЯ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКИ ЧУГУННЫХ ПРОКАТНЫХ ВАЛКОВ | 1998 |
|
RU2139155C1 |
| Способ контроля уровня металлической ванны при электрошлаковой сварке | 1981 |
|
SU998059A1 |
| Способ электрошлаковой сварки | 1991 |
|
SU1807925A3 |
| Способ автоматического регулирования глубины сварочной ванны | 1978 |
|
SU703273A1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ УРОВНЯ ЖИДКОГО МЕТАЛЛА В ПОДВИЖНОМ КРИСТАЛЛИЗАТОРЕ | 2002 |
|
RU2230297C1 |
| СПОСОБ АВТОМАТИЧЕСКОГО ИЗМЕРЕНИЯ ТОЛЩИНЫ СЛОЯ ШЛАКА В КОВШЕ ПРИ ВНЕПЕЧНОЙ ОБРАБОТКЕ СТАЛИ | 2008 |
|
RU2392334C1 |
| СПОСОБ ЭЛЕКТРОШЛАКОВОЙ ВЫПЛАВКИ ПОЛОГО СЛИТКА | 2009 |
|
RU2424325C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВ | 1991 |
|
RU2071858C1 |
| СПОСОБ ЭЛЕКТРОШЛАКОВОЙ ВЫПЛАВКИ СТАЛИ С ПОЛУЧЕНИЕМ ПОЛОГО СЛИТКА | 2013 |
|
RU2532537C1 |
1
Изобретение относится к оборудованию для электрошлаковой сварки, наплавки и получения слитков электрошлаковым переплавом.
Известен датчик для контроля уровня металлической ванны состояш,ий из двух встречно включенных (дифференциальных) термопар, которые вмонтированы в ползун 1.
Недостатками указанного датчика является то, что разность двух термоэлектродвижущих сил в дифференциальной схеме очень мала по величине и требует применения усилителей с очень высоким коэффициен/ том усиления, а результаты измерений зависят от расхода охлаждающей воды и толщины шлаковой корки под ползуном. Этот регулятор недостаточно надежен, так как термопары в ползуне легко могут быть повреждены.
Известен электрический щуп, вмонтированный в один из ползунов и используемый для контроля уровня металлической ванны. Щуп представляет собой охлаждаемый медный стержень, который крепится к ползуну и электрически изолирован от него
Питание щупа осуществляется от источника сварочного тока через добавочный дроссель, ограничивающий ток при замыкании щупа на металлическую ванну. Питание электрическим током щупа необходимо
для поддержания микрошлаковой ванны в районе щупа, чтобы на нем не образовался гарнисаж, который препятствовал бы непосредственному контакту металлической ванны со щупом. Когда металл ванны контактирует со щупом, падение напряжения на участке щуп - заготовка равно нулю и отлично от нуля, когда металлическая ванна не касается щупа 1.
Недостатком известного щупа является малое падение напряжения, так как элект15рический ток течет по пути с наименьшим сопротивлением; щуп - жидкая шлаковая ванна - криста1(1лизатор - заготовка. Величина падения напряжения не зависит от местонахождения металлической ванны. Так
20 же наблюдается разрушение щупа и кристаллизатора в районе щупа. При питании щупа постоянным током в шлаковой ванне идет процесс электролиза, который приводит к оседанию на электродах (в данном
случае щупе-стержне и кристаллизаторе) различных элементов и веществ, что в свою очередь, ведет к короткому замыканию электрической цепи щуп - кристаллизатор при оседании электропроводных веществ или к разрыву электрической цепи щуп - кристаллизатор из-за прекращения электрошлакового процесса в районе щупа за счет оседания неэлектропроводных веществ.
Цель изобретения - повышение качества контроля уровня металлической ванны, а также долговечности работы устройства.
Указанная цель достигается тем, что в устройстве для контроля уровня металлической ванны,содержащем охлаждаемь1Й электрокоитактный щуп-стержень, смонтированный на кристаллизаторе и электрически от него изолированный, и источник питания, подключенный к щупу-стержню и кристаллизатору, снабжено электрически изолированными между собой, от щупа и кристаллизатора металлическими охлаждаемыми кольцами-экранами, расположенными концентрично относительно щупа-стержня и друг относительно друга. Толщину колец-экранов выбирают из условия:
&SV- t, где 6 - толщина кольца экрана мм;
V - скорость сварки (выплавки) мм/с t - время срабатывания исполнительного механизма, с.
При этом, с целью повышения качества контроля уровня металлической ванны, ближайшее к щупу-стержню кольцо-экран электрически соединено с отрицательным полюсом отдельного дополнительного источника питаня с высоким внутренним омическим сопротивлением, плюс которого соединен с кристаллизатором.
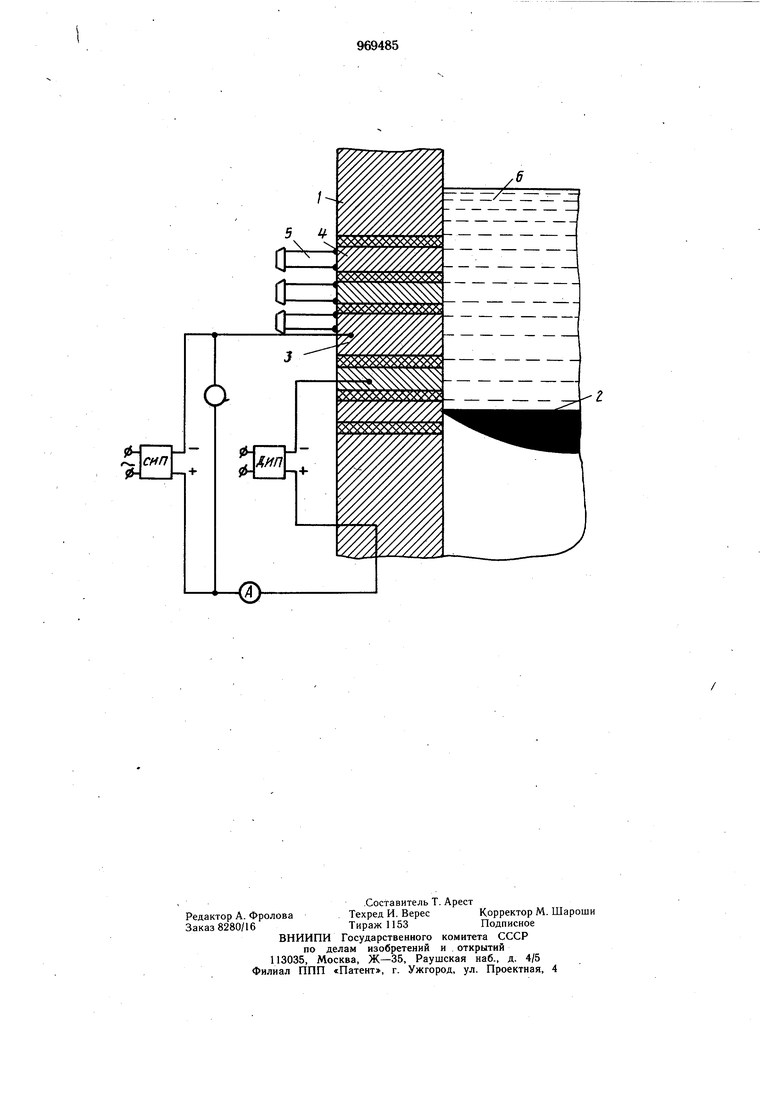
На чертеже показана схема устройства и его констргуктивные особенности.
В кристаллизатор или ползун 1 вмонтировано устройство для замера уровня металлической ванны 2, которое состоит из электроконтактного щупа- стержня 3 и промежуточных колец-экранов 4, которые элктрически изолированы от щупа, друг от друга и кристаллизатора и расположенны концентрично относительно щупа и друг друга. Щуп-стержень и кольца-экраны охлаждаются через систему 5 охлаждения.
На электроконтактиый щуп-стержень подается напряжение oi сварочного или специального источника питания (СИП), а второй конец источника соедин ют с наплавляемой заготовкой или кристаллизатором.
Ближайшее к щупу-стержню кольцо-экран соединено с отрицательным полюсом дополнительного источника питания (ДИП) с высоким внутренним омическим сопротивлением, а плюс соединен с кристаллизатором. Когда расплавленный металл 2 находится ниже устройства для замера уровня металлической ванны, вольтметр V показывает величину падения напряжения на участке электроконтактный щуп - кристаллизатор, при этом ток проходит через расплавленную шлаковую ванну 6 и кольца-экраны. По мере приближения . жидкой металлической ванны к устройству для контроля и по мере образования контакта между металлической ванной и кольцами-экранами падение напрежения на участке щуп-кристаллизатор, фиксируемое вольтметром, дискретно уменьшается, а при образовании контакта пежду щупом и жидким металлом оно равно
нулю.I
В электрическую цепь также включен амперметр А для контроля обрыва цепи. Дискретность измеиения падения напряжения вызвана тем, что изменения наступают только при переходе жидкой металлической ванной изоляционных промежутков. Момент, когда падение напряжения равно нулю или какой-либо отличной от нуля величине, соответствующей определенному уровню нахождения жидкой металлической ванны, может служить сигналом для регулирования скорости, относительного перемещения жидкой металлической ванны и кристаллизатора (ползуна).
Толщина кольца-экрана является функцией от скорости сварки (наплавки, выплавки) и инерционности исполнительного механизма (времени срабатывания его), реагирующего на изменение уровня металлической ванны.
Практически время срабатывания исполнительного механизма не превышает 2 с., а скорость сварки (выплавки) - 15 м/ч, следовательно, толщина колец-экранов, достаточная для четкой работы устройства, может быть 9 мм и менее. В общем случае толщину колец-экранов можно выбирать из условия
где & - толщина кольца-экрана, мм;
V - скорость сварки (выплавки), мм/с t -время срабатывания исполнительного механизма, с.
В настоящее время неизвестен электрический изоляционный материал, который может длительное время выдерживать воздействие высоких температур (до 2500°С) и химически активных сред, состоящих из фтористых и хлористых соединений,чем является жидкая шлаковая ванна.
Но жидкие шлаки, обладая определенной вязкостью, не могут пройти в зазор шириной менее 2 мм, поэтому в устройстве изоляционные кольца показаны условно, так как достаточно иметь воздушный зазор между щупом и кольцами менее 2 мм.
Для увеличения разности потенциалов между щупом-стержнем и жидкой металлической ванной питание щупа осуществляют
постоянным током, при этом минус соединяют с щупом-стержнем, а плюс - с наплавляемой (свариваемой) заготовкой, ближайшее к щупу кольцо-экран замыкают (кратковременно) с плюсом источника. При этом на положительном электроде (кольце) анолит обогащается кремнеземом, который при интенсивном , охлаждении образует плохо проводящий слой у поверхности кольца, и ток между щупом и кольцом не проходит, что создает дополнительное падение напряжения на участке щуп - кристаллизатор и повышает точность определения уровня жидкой металлической ванны. Это равносильно простому увеличению наружного диаметра изолирующего кольца, расположенного между щупом и первым кольцомэкраном.
Для увеличения падения напряжения между щупом и вторь1м кольцом-экраном ближайщего к щупу кольца-экрана с отрицательным полюсом отдельного дополнительного источника питания с высоким внутренним омическим сопротивлением указанное кольцо будет заряжено одноименным зарядом со щупом, что вызовет движение заряженных частиц и электрического тока по более длинному пути, чем в случае электрически нейтрального кольца. При этом увеличивается падение напряжения, что повыщает качество контроля уровня металлической ванны.
Экономический эффект от внедрения изобретения только при производстве двухслойного металла составит примерно 90 руб. на 1 т. металла.
Формула изобретения
Устройство для контроля уровня металлической ванны, содержащее охлаждаемый
электроконтактный щуп-стержень, смонтированный на кристаллизаторе и электрически изолированный от него, и источник питания, подключенный к щупу и кристаллизатору, отличающееся тем, что, сцелью повышения качества работы устройства, оно снабжено электрически изолированными между собой, от щупа-стержня и кристаллизатора металлическими охлаждаемыми кольцами-экранами, расположенными концентрично относительно щупа-стержня и
друг относительно друга.
V - скорость сварки (выплавки), мм/с; I -время срабатывания исполнительного механизма, с.
З.Устройство по п. 1, отличающееся тем, что, с целью повышения качества контроля уровня металлической ванны, ближайщее к щупу-стержню кольцо-экран электрически соединено с отрицательным полюсом дополнительного источника питания с высоким внутренним омическим сопротивлением, а положительный полюс источника соединен с кристаллизатором.
Источники информации, принятые во внимание при экспертизе
I. Электрошлаковая сварка. Под ред. Б. Е. Патона, М., -Киев, «Машиностроение, 1959, с. 233.
