4 CJ
СК
4 О
Изобретение относится к стройиндуст- рии, конкретно к устройствам, реализующим технологию горизонтального формования объемных элементов.
Целью изобретения является рас шире- ние технологических возможностей и повы- шение эффективности использования установки путем придания ей мобильности.
На фиг.1 показана описываемая установка, вариант с двумя постами формова- , в котором продольная пара суппортов смещена относительно первой к второй паре платформ; на фиг,2 - поперечный разрез установки. Условно не показаны механизмы управления опалубочными щитами и сред- ства укладки, разравнивания и уплотнения формовочной смеси, а также приводы подвижных элементов заявляемой установки, и исполнительных устройств.
Установка содержит два параллельно расположенных подвижных в транспортном, но зафиксированных в рабочем состоянии звена, установленных на дорожных полотнах 1 и 2, имеющих рельсовые пути 3 и 4, между которыми в траншее 5 на полотне 6 смонтирован рельсовый путь 7, по которому на платформе-тележке 8, оборудованной подъемником 9, доставляют опалубочную форму на пост (посты) формования и отвозят готовый блок-сырец в форме 10.
Подвижные звенья состоят из состыкованных между собой рабочих платформ 11 и 12, оборудованных мостовыми фермами 13 и 14, и вспомогательных ферм 15. На фермах первого звена устроено покрытие 16с рель- сами 17 и 18, а на фермах второго - покрытие 19с рельсами 20 и 21,
Параллельно стоящие платформы 11 и 12 жестко связаны соответственно поперечными рамами 22,23, и 24,25, навешиваемы- ми, например, своими петлями 26 на крюки 27 несущих ферм. На обращенных друг к другу боковых плоскостях платформ 11 и области расположения поста А смонтированы соосно с возможностью вертикального перемещения (например, с помощью приводных винтовых стоек 28, 29, и 30, 31) управляемые суппорты 32 и 33, на выдвижных штоках которых имеются поворотные планшайбы 34 и 35 с базирующими выступами-за- хватами 36, взаимодействующие при базировании формы 10с соответствующими углублениями 37 на ее внешней поверхности, служащие для вращения формы вокруг ее поперечной оси 38.
Третий и четвертый соосно расположенные вдоль оси симметрии установки в области поста Б суппорта закреплены на рамах 24 и 25. Их поворотные планшайбы 39 и 40
служат для вращения формы вокруг ее продольной оси 41.
Уровень расположения обеих пар суппортов зависит от продольного и поперечного размеров опалубочной формы, а высота рам 22 - 25 и глубина траншеи 5 выбираются с таким расчетом, чтобы тележка 8 с формой свободно проходила под рамами.
В простейшем варианте выполнения - при одном посте формования - установка может содержать всего две рабочие платформы 11, жестко связываемые между собой съемными (или откидными, если одним концом закреплены шарнирно) рамами 22 и 23, В данном случае третий и четвертый суппорты с планшайбами 39 и 40 должны быть смонтированы на указанных рамах.
В транспортном положении установка представляет собой состав из платформ и/или специальных вагонов со всем необходимым технологическим оборудованием. Для перевода ее в рабочее состояние на выбранном участке под полигон (где имеются в достаточном количестве необходимые материалы - вода, наполнители, связующее и др.) устраивают траншею 5 железнодорожной колеей, а на ее бортах - колеи из инвентарных звеньев. После этого от прибывшего состава отсоединяют оборудованные платформы-модули, соответственные из которых (на фиг.1 - это рабочие платформы 11. 12 и платформы-фермы 15) попарно устанавливают напротиЕ друг друга на. рельсовых путях 3 и 4, состыковывают между собой И скрепляют поперечньгми рамами 22 - 25. Сверху с опиранием на рельсы 18 и 20 устанавливают укладчики, разравниватели и уплотнители формовочной смеси, а на рельсы 17 и 21 - инвентарный портальный (или иного типа) подъемный кран.
Установка работает следующим образом. После доставки формы 10 тележкой 8 на пост А подъемник 9 поднимает ее до совмещения поперечной оси 38 с осью суппортов 32 и 33, с помощью которых захваты 36 планшайб 34 и 35 вводят в соответствующие гнезда на поверхности форм и после поворота последней на 90° фиксируют в этом положении, обеспечивая необходимое горизонтальное позиционирование первой торцевой плоскости.
Сняв верхний торцевой щит, пр&изао- дят формование первой торцевой плоскости объемного элемента.
Процесс формования объемных элементов на подготовленной к работе установке производится по известной технологии горизонтального формования, согласно которой формовочную смесь укладывают на грризонтально ориентированную плоскость
формования, разравнивают и уплотняют, например, с использованием вибрации, прикатывания или иного известного в технике приема. По завершении формования плоскости и закрытия наружного щита форму с помощью суппортов и планшайб поворачивают на 90 или 180е, нэ данном же посту или с одновременным ее перемещением на последующий пост - все зависит от выбранного варианта способа формования. Повторяя необходимое число раз кантование формы и процесс формования, можно получить n-образный объемный элемент (п зависит от числа граней формы и потребности практики), причем поточность процесса с наибольшей производительностью обеспечивается при числе постов, равном п.
После закрытия щита и поворота формы на 180° производят аналогичную операцию по формованию второй торцевой плоскости объемного элемента.
Повернув форму на 90Р, под нее подводят транспортную тележку 8, поднимают стол подъемника до его взаимодействия с нижней плоскостью формы, освобождают ее захваты, отводя планшайбы 34 и 35 в сторону, и перемещают ее на следующий пост Б, где аналогично описанному, но уже с помощью другой пары управляемых суппортов обеспечивают позиционирование формы по ее продольной оси,а затем последовательное формование продольных плоскостей объемного элемента, сочетая формование каждой из них по вышеописанному способу с поворотом формы каждой раз на 90°. Готовый блок-сырец вместе с формой отводят затем на пост выдержки и термообработки (не показаны).
Имея комплект форм по числу постов, можно обеспечить бесперебойное изготовление объемных элементов различных видов и типоразмеров, в том числе и негабаритных.
Демонтаж установки для последующей ее транспортировки на другой полигон осуществляется в обратном монтажу порядке - сначала краном погружают укладчики, раз- равниватели и уплотнители, а также другие механизмы во вспомогательные вагоны или на платформы, затем отсоединяют рамы 22 - 25 и также погружают их на платформы, если они съемные, а если они одним концом прикреплены шарнирно к соответствующим фермам 13 и 14, то их достаточно раз вернуть на 90° и закрепить вдоль бортов платформ.
Завершается перевод установки в транспортное положение разборкой путей 3, 4 и 7 и погрузкой на платформы, если они инвентарные, и состыковкой всех платформ и 5 вагонов в единый состав.
Формула изобретения 1. Установка для формования объемных элементов, содержащая опалубочную форму, средства ее горизонтального перемеще10 ния и вращения вокруг продольной и поперечной осей в виде управляемых суппортов, механизмы управления опалубочными щитами, устройства для укладки и уплотнения формовочной смеси, о т л и ч а5 ю щ а я с я тем, что, с целью расширения технологических возможностей и повышения эффективности ее использования путем обеспечения мобильности, она снабжена парами параллельно установленных по0 движных платформ, соединяющими их жесткими несущими рамами, суппорты одной из пар смонтированы вдоль поперечной оси установки на платформах или на инвентарных подвижных тележках, а суппорты дру5 гой пары смонтированы на рамах по ее продольной оси, средство горизонтального перемещения опалубочной формы выполнено в виде эасположенного в траншее между платформами транспортного пути с уста0 новленной на ней платформой-тележкой с подъемником для опалубочной формы.
2.Установка по п.1.отличающаяся тем, что для сокращения времени на ее перевод в транспортное положение и наобо5 рот, рамы выполнены в виде шарнирно навешенных на одной из платформ решеток.
3.Установка по п.1,отличающаяся тем, что транспортный путь выполнен из
0 инвентарных съемных звеньев, при этом обе пары суппортов смещены относительно друг друга по вертикали, а по продольной оси - на длину платформы.
4.Установка по п.1,отличающаяся 5 тем что платформы снабжены мостовыми
фермами, несущими рельсовые пути под ус-. тройство для укладки и уплотнения бетонной смеси.
5.Установка по пп.1 -4, отличаю- 0 щ а я с я тем, что рамы выполнены в виде
откидных боковых звеньев мостовых ферм.
6.Установка по пп.1 и 2, о т л и ч а ю- щ а я с я тем, что рамы выполнены изменя5 емыми по длине.
25
16
39
24
23
ю
&
22
1$
фиг.1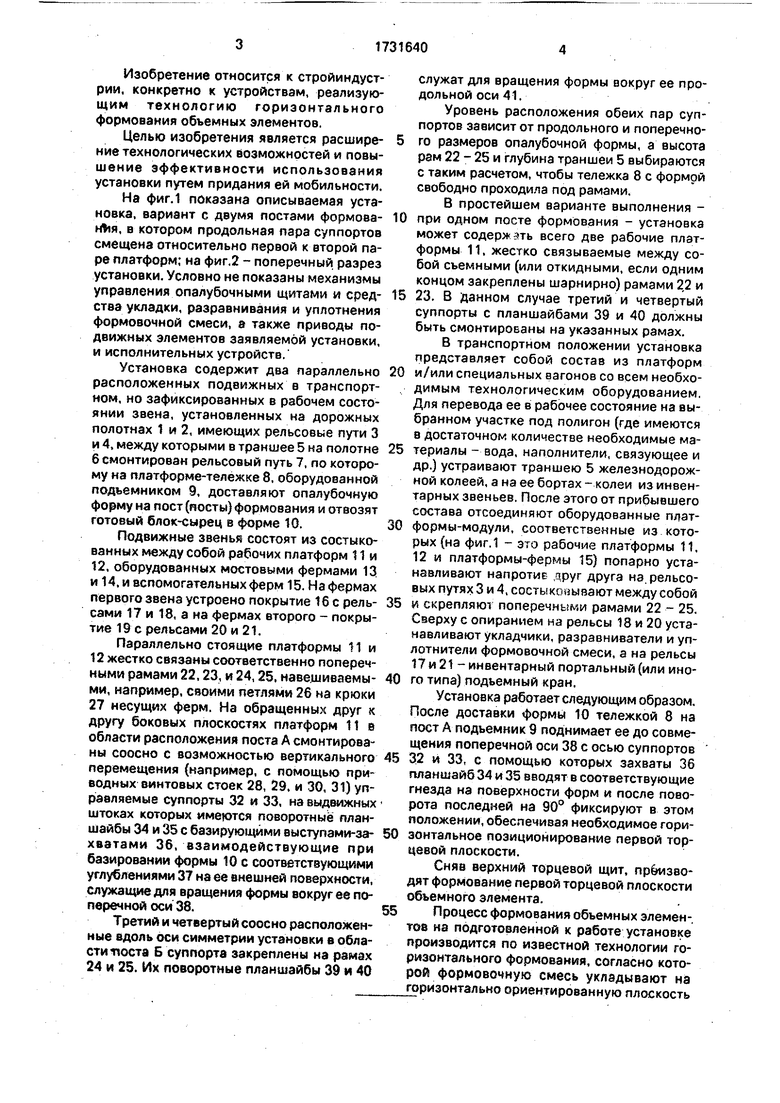
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для изготовления объемных элементов | 1981 |
|
SU1206099A1 |
| Установка для формования объемных элементов | 1988 |
|
SU1664568A1 |
| Устройство для изготовления объемных элементов | 1990 |
|
SU1821375A1 |
| Установка для изготовления объемных элементов из бетонных смесей | 1980 |
|
SU948671A1 |
| Установка для изготовления объемных элементов из бетонных смесей | 1977 |
|
SU743876A1 |
| Установка для формования из бетонных смесей объемных элементов типа блок-комнат | 1976 |
|
SU937157A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ | 1973 |
|
SU407738A1 |
| Установка для изготовления строительных изделий на кассетно-конвейерных линиях | 1982 |
|
SU1077795A1 |
| Установка для изготовления строительных изделий | 1989 |
|
SU1701540A1 |
| Устройство для возведения подземных железобетонных сосудов | 1981 |
|
SU977176A1 |
Изобретение относится к устройствам формования объемных элементов, преимущественно блок-комнат, методом горизонтального формования/ Целью изобретения является расширение технологических возможностей и повышение эффективности использования путем обеспечения мобильности. Для этого установка снабжена системой платформ 11, 12, установленных на рельсовых путях 3 и 4 и связанных между собой рамами, по крайней мере на одной из пар которых смонтированы вдоль оси симметрии управляемые суппорты с планшайбами, имеющие захваты опалубочной формы 10. Поперек осевой линии установки к платформам соосно смонтированы суппорты 32 и 33, имеющие планшайбы с захватами для базирования и вращения формы вокруг поперечной оси 38. Рабочие платформы оборудованы фермами мостового типа, поверх которых смонтированы рельсы 17, 18 и 20, 21 для перемещения по ним устройств для укладки уплотнения бетонной смеси и других исполнительных механизмов. Доставка опалубоч- ных форм 10 на посты формования осуществляется платформами-тележками 8, оборудованными подъемниками 9, по транспортному пути 6„ устроенному на дне траншеи 5, между платформами. 5 з.п.ф-лы, 2 ил. сл С
| Установка для формования объемных элементов | 1988 |
|
SU1664568A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
