Изобретение относится к технологии получения стеклянных чешуек или хлопьевидных частиц путем формования тонких стеклянных пленок под действием центробежных сил с последующим их измельчением и может быть использовано в промышленности строительных материалов.
Известен способ изготовления стеклянных чешуек, включающий приготовление расплава стекла, формирование отдельных струек расплава под действием центробежной силы, образование тонкой пленки стекла из струек расплава, отбрасываемых на неподвижную поверхность, при стекании тонкого слоя расплава вниз под действием силы тяжести, дробление пленки сжатым воздухом в зоне кольцевого дутья на дискретные чешуйки и отбор их с помощью разрежения.
Однако известный способ является тру- до- и материалоемким, а полученная пленка - недостаточно тонкой и неравномерной по толщине, при этом чешуйки, полученные в
результате хаотического дробления пленки сжатым воздухом, неидентичны по линейным размерам
Наиболее близким к изобретению по технической сущности и достигаемому результату является способ изготовления чешуйчатого материала из расплава стекла путем формования пленки из него под действием центробежной силы, дробления пленки кольцевым потоком, сжатого воздуха на дискретные чешуйки и сбора их под действием разрежения.
Данный способ обеспечивает получение более тонких стеклянных чешуек, чем предыдущий способ, за счет вытягивания (утончения) пленки сжатым воздухом, однако, такой прием малоэффективен, так как происходит быстрое охлаждение пленки. При этом уменьшить толщину пленки и, следовательно, чешуек путем увеличения скорости вращения грибовидного элемента не представляется возможным, так как происходит отрыв расплава от поверхности элеw
Ё
VI
со
V4 О
мента и процесс формования пленки нарушается.
Кроме того, чешуйки, полученные по данному способу, не являются идентичными по размерам в результате хаотичного дробления пленки.
В связи с тем, что коррозионно- и износостойкие защитные покрытия с чешуйчатым наполнителем наносятся на поверхность с помощью распылителей, че- шуйки должны быть достаточно тонкими и определенных размеров, чтобы не забивать отверстия распылителей. Чем тоньше чешуйки, тем они эластичнее.
Целью изобретения является уменьше- ние толщины пленки и получение чешуи заданных размеров.
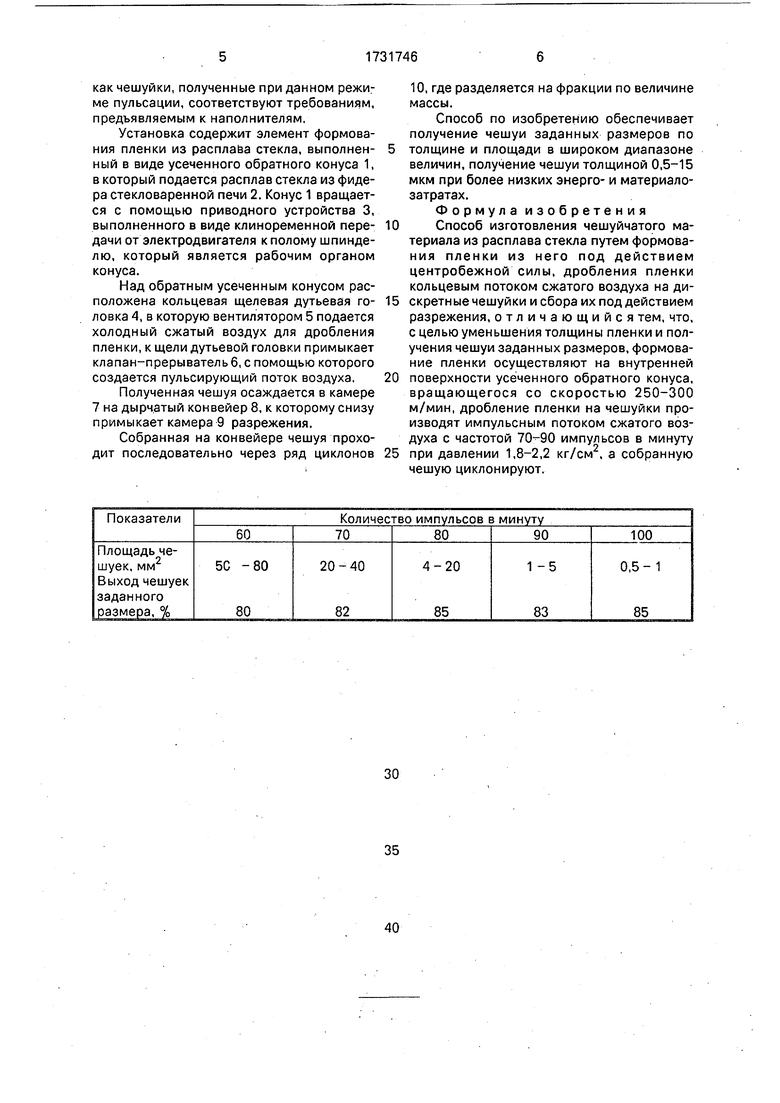
На чертеже представлена установка для изготовления чешуйчатого материала, общий вид.
Формование пленки из расплава стекла на внутренней поверхности усеченного обратного конуса, вращающегося со скоростью 250-300 м/мин, заключается в том, что расплав стекла, подаваемый во вращаю- щийся конус, отбрасывается на его боковую поверхность центробежной силой, равномерно на ней распределяется и растягивается в пленку при подъеме по наклонной поверхности.
Скорость вращения конуса, равная 250- 300 м/мин, является оптимальной и обеспечивает получение пленки толщиной 0,5 - 5 мкм. При скорости, превышающей 300 м/мин, величина центробежной силы превалирует над величиной адсорбционного сцепления расплава с поверхностью конуса и поэтому происходит выбрасывание расплава наружу. При скорости менее 250 м/мин формуется толстая пленка в результате слабого растягивания расплава.
Воздействие на пленку потоком холодного сжатого воздуха с заданной частотой в интервале 70-90 импульсов в минуту при давлении его 1,8-2,2 кг/см2 обеспечивает дробление (измельчение) пленки на дискретные чешуйки заданных размеров. При подаче на пленку воздуха с частотой менее 70 импульсов в минуту образуются чешуйки крупных размеров, которые ломаются в процессе их использования. При подаче на пленку сжатого воздуха с частотой более 90 импульсов в минуту образуются очень мелкие чешуйки, использование которых для изготовления многослойных покрытий не- эффективно, а подача через распылители составов покрытий на их основе затруднительна.
Давление сжатого воздуха, которым производят дробление пленки, в интервале
1,8-2,2 кг/см2 является оптимальным для получения чешуек с четкими границами краев. При давлении сжатого воздуха ниже 1,8 кг/см получаемые чешуйки неидентичны по площади, с рваными краями. При давлении воздуха выше 2,2 кг/см2 энергоемкость процесса неоправданно повышается, что приводит к увеличению себестоимости чешуи.
Зависимость показателей качества чешуек от параметров технологического режи- ма представлены ниже (при давлении воздуха 2 кг/см и частоте 80 импульсов в минуту).
Скорость враще-Толщина линия усеченногонии, мкм
обратного конуса, м/мин
23016-50
2505-15
2702-5
3000,5-3
340Нет стабильной толщины
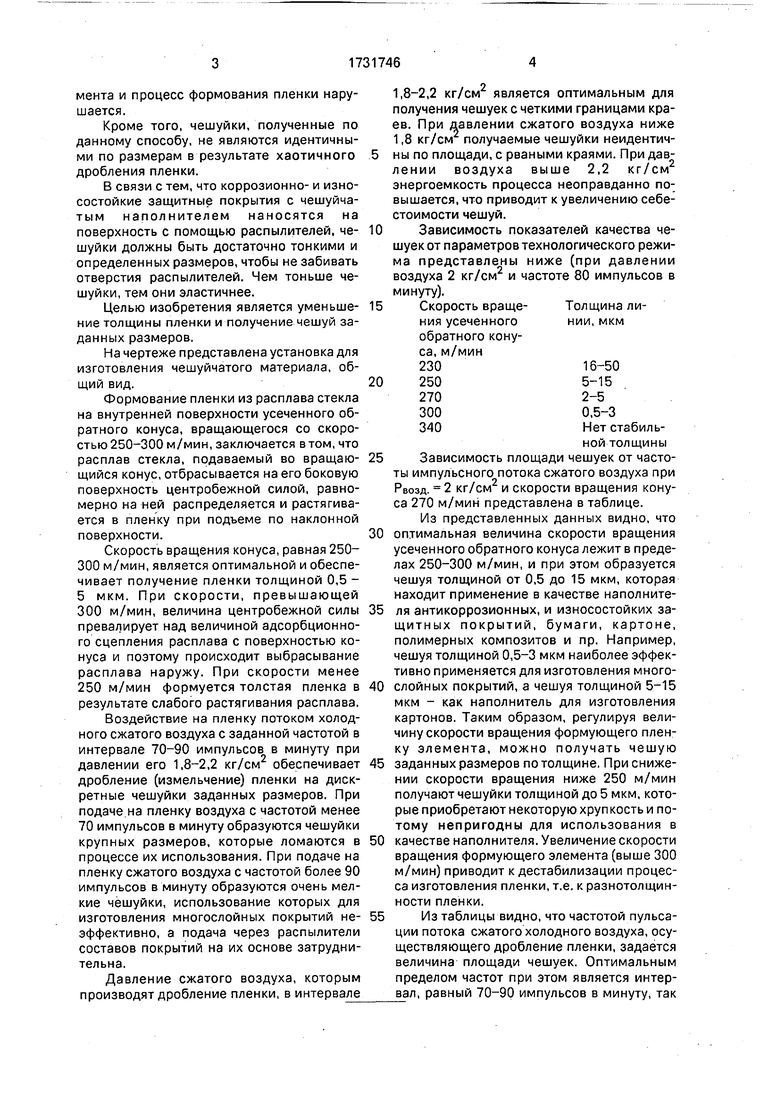
Зависимость площади чешуек от частоты импульсного потока сжатого воздуха при Рвозд. 2 кг/см2 и скорости вращения конуса 270 м/мин представлена в таблице.
Из представленных данных видно, что оптимальная величина скорости вращения усеченного обратного конуса лежит в пределах 250-300 м/мин, и при этом образуется чешуя толщиной от 0,5 до 15 мкм, которая находит применение в качестве наполнителя антикоррозионных, и износостойких за- щитных покрытий, бумаги, картоне, полимерных композитов и пр. Например, чешуя толщиной 0,5-3 мкм наиболее эффективно применяется для изготовления многослойных покрытий, а чешуя толщиной 5-15 мкм - как наполнитель для изготовления картонов. Таким образом, регулируя величину скорости вращения формующего пленку элемента, можно получать чешую заданных размеров по толщине. При снижении скорости вращения ниже 250 м/мин получают чешуйки толщиной до 5 мкм, которые приобретают некоторую хруп кость и потому непригодны для использования в качестве наполнителя. Увеличение скорости вращения формующего элемента (выше 300 м/мин) приводит к дестабилизации процесса изготовления пленки, т.е. к разнотолщин- ности пленки.
Из таблицы видно, что частотой пульсации потока сжатого холодного воздуха, осуществляющего дробление пленки, задается величина площади чешуек. Оптимальным пределом частот при этом является интер- вал. равный 70-90 импульсов в минуту, так
как чешуйки, полученные при данном режиме пульсации, соответствуют требованиям, предъявляемым к наполнителям.
Установка содержит элемент формования пленки из расплава стекла, выполнен- ный в виде усеченного обратного конуса 1, в который подается расплав стекла из фидера стекловаренной печи 2. Конус 1 вращается с помощью приводного устройства 3, выполненного в виде клиноременной пере- дачи от электродвигателя к полому шпинделю, который является рабочим органом конуса.
Над обратным усеченным конусом расположена кольцевая щелевая дутьевая го- ловка 4, в которую вентилятором 5 подается холодный сжатый воздух для дробления пленки, к щели дутьевой головки примыкает клапан-прерыватель 6, с помощью которого создается пульсирующий поток воздуха,
Полученная чешуя осаждается в камере 7 на дырчатый конвейер 8, к которому снизу примыкает камера 9 разрежения.
Собранная на конвейере чешуя проходит последовательно через ряд циклонов
10, где разделяется на фракции по величине массы.
Способ по изобретению обеспечивает получение чешуи заданных размеров по толщине и площади в широком диапазоне величин, получение чешуи толщиной 0,5-15 мкм при более низких энерго- и материало- затратах.
Формула изобретения Способ изготовления чешуйчатого материала из расплава стекла путем формования пленки из него под действием центробежной силы, дробления пленки кольцевым потоком сжатого воздуха на дискретные чешуйки и сбора их под действием разрежения, отличающийся тем, что, с целью уменьшения толщины пленки и получения чешуи заданных размеров, формование пленки осуществляют на внутренней поверхности усеченного обратного конуса, вращающегося со скоростью 250-300 м/мин, дробление пленки на чешуйки производят импульсным потоком сжатого воздуха с частотой 70-90 импульсов в минуту при давлении 1,8-2,2 кг/см2, а собранную чешую циклонируют.
ч 
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЧЕШУЙЧАТОГО МАТЕРИАЛА ИЗ МИНЕРАЛЬНОГО РАСПЛАВА И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2270811C2 |
| Установка для изготовления чешуйчатого материала из расплава стекла | 1990 |
|
SU1772088A1 |
| АКТИВИРОВАННЫЙ МИНЕРАЛЬНЫЙ ЧЕШУЙЧАТЫЙ ИЛИ ХЛОПЬЕВИДНЫЙ НАПОЛНИТЕЛЬ ДЛЯ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2007 |
|
RU2351618C2 |
| СПОСОБ ПОЛУЧЕНИЯ ТОНКОДИСПЕРСНЫХ ЧЕШУЙЧАТЫХ ЧАСТИЦ | 1992 |
|
SU1831856A3 |
| СПОСОБ ТЕРМООБРАБОТКИ ДИСПЕРСНЫХ ХЛОПЬЕВИДНЫХ ЧАСТИЦ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2036748C1 |
| ПОЛУЧЕНИЕ ПОРОШКОВ НИОБИЯ И ДРУГИХ МЕТАЛЛОВ РАЗМАЛЫВАНИЕМ | 2000 |
|
RU2243856C2 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ТОНКОДИСПЕРСНЫХ ЧЕШУЙЧАТЫХ ЧАСТИЦ | 1990 |
|
SU1823293A1 |
| МИНЕРАЛЬНЫЙ ПЛАСТИНЧАТЫЙ НАПОЛНИТЕЛЬ ДЛЯ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 1997 |
|
RU2119506C1 |
| ПЛЕНКА СЛОЖНОГО ПОЛИЭФИРА, СПОСОБ ЕЕ ПОЛУЧЕНИЯ И СПОСОБ ВОСПРОИЗВОДСТВА ПОЛИЭТИЛЕНТЕРЕФТАЛАТНОГО КОНТЕЙНЕРА, ИСПОЛЬЗУЮЩЕГО ЕЕ | 2020 |
|
RU2778237C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛИ С УПРОЧНЯЮЩИМИ НАНОЧАСТИЦАМИ | 2011 |
|
RU2493282C2 |
Сущность изобретения: формуют пленку на внутренней поверхности усеченного обратного конуса. Конус вращается со скоростью 250-300 м/мин. Дробят пленку на чешуйки импульсным потоком сжатого воздуха с частотой 70-90 импульсов в минуту при давлении 1,8-2,2 кг/см . Собранную чешую циклонируют, 1 ил., 1 табл.
| Патент США № 3325263, кл | |||
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
| Запальная свеча для двигателей | 1924 |
|
SU1967A1 |
| Устройство для охлаждения водою паров жидкостей, кипящих выше воды, в применении к разделению смесей жидкостей при перегонке с дефлегматором | 1915 |
|
SU59A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Колосниковая решетка с чередующимися неподвижными и движущимися возвратно-поступательно колосниками | 1917 |
|
SU1984A1 |
