Изобретение относится к литейному производству, в частности к конструированию литейной формы и переработке формовочных смесей.
Известна литейная форма, включающая опоки, уплотненную смесь с полостями для отливок и литниковой системы и гладкой поверхности верха формы.
Недостатком формы является то, что на поверхности формы при переливе металла из литниковой чаши образуется мелкий, преимущественно шарообразной формы, скрап - наиболее неудобный для извлечения магнитными сепараторами, что приводит к необходимости разработки сепараторов большой мощности.
Известна литейная форма, включающая опоки, формовочную смесь с выполненной в ней литниковой системой и полостями для отливок.
Недостатком формы также является образование на ее поверхности при заливке скрапа шарообразной и кубоподобной формы.
Цель изобретения - повышение эффективности процесса очистки формовочной смеси от скрапа за счет придания скрапу благоприятной для магнитной сепарации формы.
Указанная цель достигается тем, что на поверхности формы выполнены канавки, расширяющиеся поверху, канавки выполнены с соотношением длины к ширине не менее 1,5, а вокруг литниковой чаши выполнен буртик из формовочной смеси.
Придание скрапу, кристаллизующемуся в канавках, удлиненной формы понижает его коэффициент размагничивания и для его извлечения требуются меньшие магнитные силы. Сила, воздействующая на скрап от магнита сепаратора, определяется формулой
FM,UoXoVHgradH,(1)
где АО - магнитная проницаемость вакуума;
Х0 - магнитная восприимчивость извлекаемого тела (скрапа);
V - объем извлекаемого тела (скрапа);
VI
СО CJ
00 GJ
HgradH - характеристика магнитного поля сепаратора.
В свою очередь магнитная восприимчивость определяется по формуле
Х0
(2)
1 +NX1
где X - магнитная восприимчивость вещества;
N - коэффициент размагничивания
(формы тела).
Коэффициент размагничивания определяется по формуле (3) (2)
N
макс
2+0,з|)ф + 1
(3)
где Ымакс 1;
а - эффективное сечение (поперек направления силовой линии магнитной индукции В);
b - длина тела (вдоль направления линий В).
Величина N колеблется в пределах N - О для бесконечно длинного цилиндра, до N 1 для бесконечно тонкого диска.
Например, для шара () величина N 0,3, для тела (,5a) I ,21 для тела (Ь 2а) N 0,16. Таким образом, изменив форму тела можно уменьшить коэффициент размагничивания, отрицательно влияющий на процесс сепарации, а следовательно, требуется меньшая по величине магнитная сила для его извлечения. Положительный эффект заключается в уменьшении мощности магнита и уменьшение его габаритов, массы и потребляемой электроэнергии.
Выполнение буртика вокруг литниковой чаши препятствует соединению металла литника со скрапом и образованию на поверхности формы коржей металла, соединенного с литником и затрудняющих выбивку форм, особенно опок с крестовинами.
На фиг.1 показана форма, разрез А-А на фиг.2; на фиг.2 - то же, вид сверху.
Форма состоит из опок 1, уплотненной формовочной смеси 2, полостей для отливки
3, питателя 4, шлакоуловителя 5, литника 6, литниковой чаши 7, буртика 8 кольцевидной формы, выступающего над поверхностью формы, а на поверхности формы выполнены канавки 9 с соотношением длины к ширине
0 не менее 1,5. Канавки могут быть выполнены, например, при помощи профильной прессовой колодки. Во избежание подрыва канавок они выполнены расширяющимися
кверху.
5 При заливке металла на поверхности формы в канавках 9 образуется скрап из брызг металла и перелившегося металла из литниковой чаши 7 через буртик 8. Жидкий металл, кристаллизуясь в канавках 9, прини- 20 мают из форму и на поверхности формы вместо шаров образуются длинные тела.
По сравнению с прототипом за счет придания скрапу удлиненной формы процесс удаления металла магнитным способом осу- 25 ществляется с пониженным потреблением энергии и приводит к снижению массы и габаритов магнитных сепараторов. Формула изобретения 1. Литейная форма, содержащая пол- 30 уформы с выполненными в них полостями для формообразования отливок и литниковой системы, включающий литниковую чашу, отличающаяся тем, что, с целью повышения эффективности процесса очист- 35 ки формовочной смеси от скрапа за счет придания скрапу благоприятной для магнитной сепарации формы, на поверхности формы выполнены канавки, расширяющиеся кверху.
40 2. Форма по п.1,отличающаяся тем, что канавки выполнены с отношением длины к ширине не менее 1,5, а вокруг литниковой чаши выполнен буртик из формовочной смеси.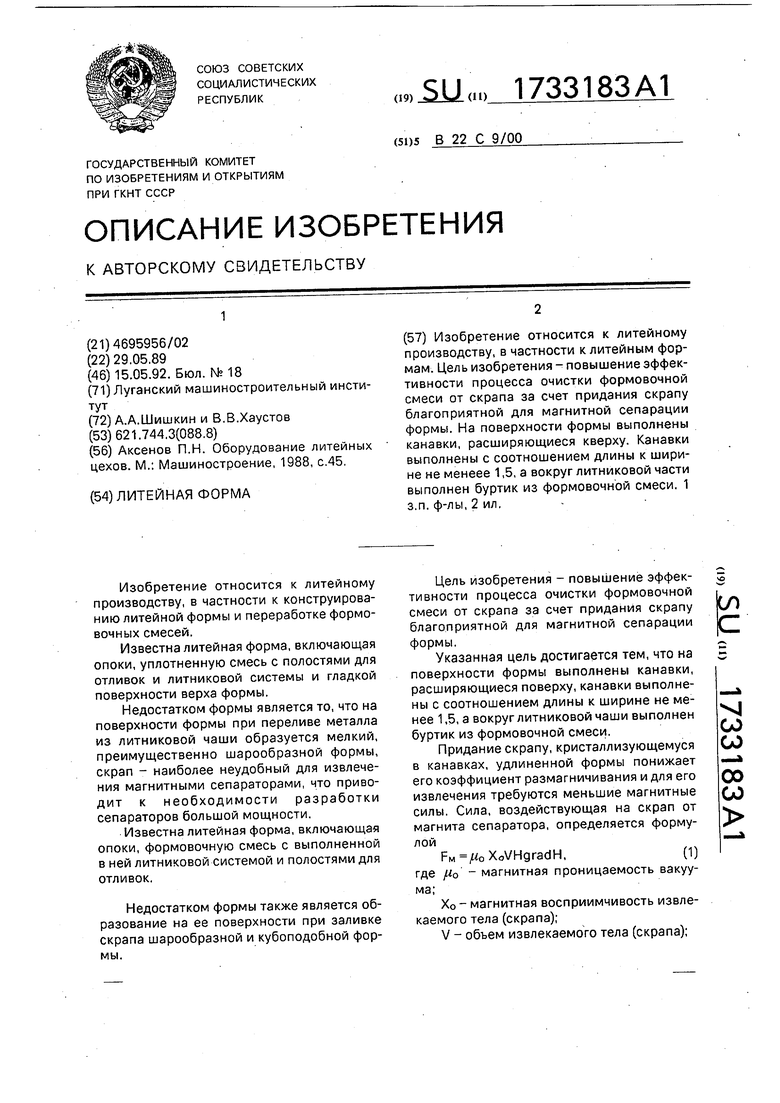

| название | год | авторы | номер документа |
|---|---|---|---|
| Надставная литниковая чаша | 1989 |
|
SU1770033A1 |
| Способ заливки литейных форм с применением метода локального поверхностного вакуумирования формы и устройство для его осуществления | 2023 |
|
RU2813437C1 |
| Модель литниковой воронки | 1975 |
|
SU546423A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОТЛИВОК ВАКУУМНОЙ ФОРМОВКОЙ | 1995 |
|
RU2133168C1 |
| Литейная оснастка по изготовлению прутков для аргонодуговой наплавки | 2022 |
|
RU2801506C1 |
| Автоматическая литейная линия и устройство для отрезки заливов от стояка для нее | 1990 |
|
SU1763088A1 |
| БЕЗОПОЧНАЯ ЛИТЕЙНАЯ ФОРМА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2010 |
|
RU2552814C2 |
| Способ вертикальной отливки чугунных водопроводных труб | 1940 |
|
SU63423A1 |
| Стопочная форма | 1981 |
|
SU988443A1 |
| Устройство для формирования литниковой чаши в форме | 1989 |
|
SU1708495A1 |
Изобретение относится к литейному производству, в частности к литейным формам. Цель изобретения - повышение эффективности процесса очистки формовочной смеси от скрапа за счет придания скрапу благоприятной для магнитной сепарации формы. На поверхности формы выполнены канавки, расширяющиеся кверху. Канавки выполнены с соотношением длины к ширине не менеее 1,5, а вокруг литниковой части выполнен буртик из формовочной смеси. 1 з.п. ф-лы, 2 ил.
9
I
А
пА
V
V 9
фиг. 2
| Аксенов П.Н | |||
| Оборудование литейных цехов | |||
| М.: Машиностроение, 1988, с.45. |
