/Изобретение относится к литейному производству и может быть использовано при изготовлении литейных форм пескодувно-прессовым способом.
Известно устройство для формирования литниковой чаши в форме, содержащее модель литниковой чаши монолитной конусообразной формы со сферической поверхностью при вершине.
Литниковая чаша. Выполненная в. литниковой форме с помощью указанного устройства, имеет перемычку в месте перехода к питателю литн1 ковой системы, что вызывает необходимость удаления перемычки вручную.
Наиболее близким к предлагаемому является устройство для формирования литниковой чаши в форме содержащее размещенную на плите формовочной машины модель литниковой чаши с центральным отверстием, в котором размещен плунжерный ограничитель заполнения формовочной смесью отверстия, связанный за гГределами модели литниковой чаши с силовым цилиндром одностроннего Действия. Плунжерный ограничитель удерживается от самопроизвольного опускания при помощи пластинчатых пружин.
Известное устройство предназначено для удаления остатков формовочной смеси.
попадающей в центральное отверстие литниковой чаши при изготовлении нижних полуформ для однопозиционных формовочных автоматов, поочередно изготавливаю-, щих верхние и нижние полуформы.
Однако известное устройство характеризуется сложностью конструкции, обусловленной значительным количеством деталей, предназначенных для работы в абразивной среде, и недостаточной надежностью, особенно в условиях изготовления форм пескодувным методом, при котором частицы формовочной смеси под давлением попадают в зазоры трущихся пар и заклинивают их. Цель изобретения - повышение надежности и упрощение конструкции устройства.
Поставленная цель достигается тем, что в устройстве включающем модель литниковой чаши с центральным отверстием и механизм для ограничения и удаления смеси из центрального отверстия, установленный над моделью литниковой чаши сооснос ней, указанный механизм состоит из поршневого привода и зластичного уплотнительного элемента, закрепленного на нижней поверхности поршня и расположенного над центральным отверстием, вокруг которого в теле модели литниковой чаши выполнена проточка, сообщенная с подпоршневой полостью.
Упрощение конструкции обеспечивается исключением сложных деталей (плунжера, пружин, элементов их крепления и т.д.), а повышение надежности устройства достигается заменой плунжерной системы уплотнения иа торцовую с зластичным уплотнительным элементом, исключающую закл41нивание при попадании формовочной смеси в зону контакта и, следовательно, снижающую непроизводительные Г1ростои оборудования.
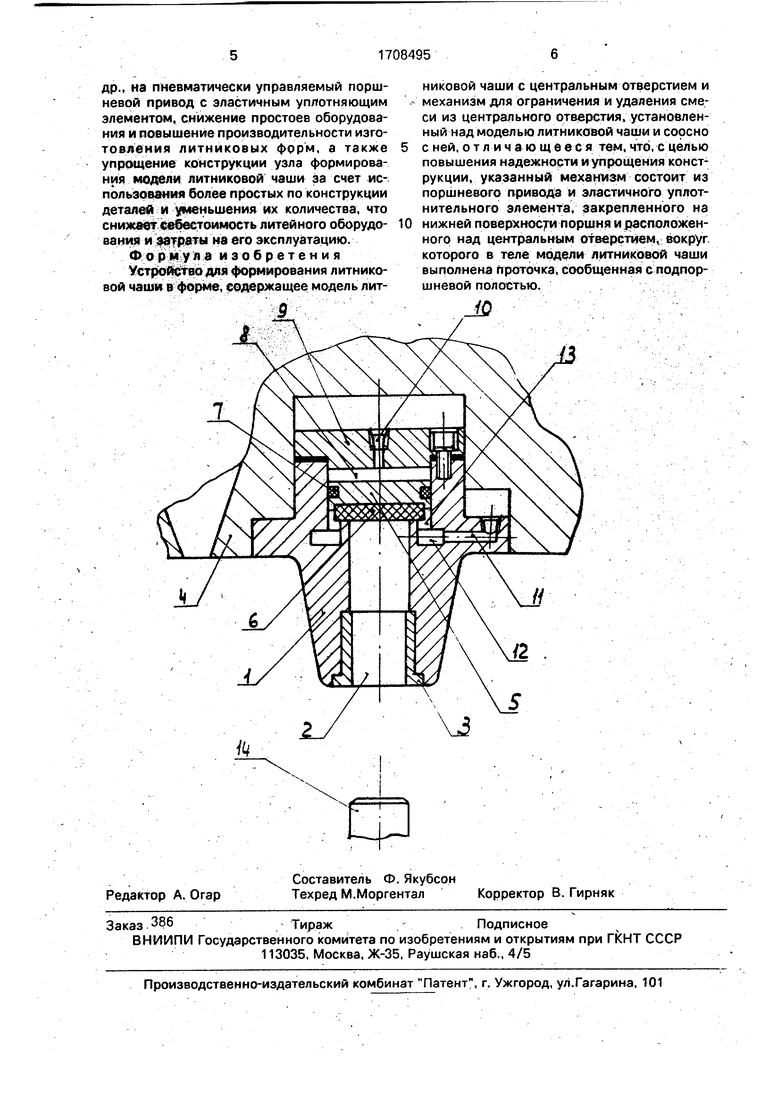
На чертеже приведено устройство для формирования литниковой чаши в форме, разрез.
Устройство для формирования литниковой чаши в форме содержит модель 1 литниковой чаши с центральным отверстием 2, на выходной части которого имеется компенсационная втулка 3. Модель литниковой чаширазмещаютнаплите
пес коду вно-прессоврй головки 4.
В выходной части центрального отверстия расположен механизм для ограничения и удаления смеси из центрального отверстия в виде поршневого привода 5 с зластичным уплотйительным элементом 6 и поршневым кольцом 7. Надпоршневая полость 8 привода 5 ограничена крышкой 9, в которой предусмотрен канал 10 подачи сжатого воздуха в надпоршневую полость 8. Канал 11 соединен через проточку 12 в теле модели с подпоршневой полостью 13 привода 5, Стояк 14 предназначен для формирования питателя литниковой системы верхних полуформ.
Устройство для формирования литниковой чаши в форме работает следующим образом. .
В исходном положении устройства двухпозиционным распределителем (не показан) подается сжатый воздух в надпоршневую полость 8 привода 5 через канал 10, а канал 11 отвода привода вместе с подпоршневой полостью 13 и проточкой 12 соединяется с атмосферой. Привод 5 через зластичный уплотнительный злемент 6 герметично перекрывает выход из центрального отверстия 2 модели 1 литниковой чаши.
Изготовление литниковой формы и формирование литниковой чаши начинаются подведением опоки, лежащей на подмодельной плите, к Пескодувно-прессоврй головке 4. В случае изготовления верхней
полуформы при подведении onoKVt и. соответственно, моделм стояк 14 входит в центральное отверстие 2 модели 1 литниковой чаши и негерметично перекрывает его.
В случае изготовления нижней полуформы центральное отверстие 2 остается открытым.
После прижима опоки к плите пескодувно-прессовой головки осуществляется вдув под давлением формовочной смеси, которая
заполняет свободное пространство, в том числе частично или полностью центральное отверстие 2 модели 1 литниковой чаши. Далее опОка с заформованной литниковой чашей отводится и включается продувка
сжатым воздухом центрального отверстия 2 модели 1 литниковой чаши.
При зтом из надпоршневой полости 8 привода 5 сбрасывается давление, а в канал 11 отвода привода подается давление сжатого воздуха. Привод 5 отводится и открывает выходную часть центрального отверстия 2, а благодаря наличию проточки 12 происходит равномерное распределение струи сжатого воздуха, которая выдувает формовочную смесь из центрального отверстия модели литниковой чаши.
Устройство приводится в исходное положение, цикл повторяется.
Изобретение обеспечивает повышение
надёжности за счет замены подверженных заклиниваний при пескодувном способе формообразования элементов - плунжерного ограничителя заполнения формовочной смесью центрального отверстия модели литниковой чаши, пружин, выталкивателя и
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления двухслойных литейных форм и устройство для его реализации | 1979 |
|
SU910315A1 |
| Способ безопочной формовки и сборки | 1981 |
|
SU1061911A1 |
| СПОСОБ УПЛОТНЕНИЯ СМЕСИ | 1971 |
|
SU425718A1 |
| Автоматическая линия | 1990 |
|
SU1799669A1 |
| Пескодувно-прессовая формовочная машинадля изгОТОВлЕНия лиТЕйНыХ фОРМ | 1979 |
|
SU831356A1 |
| Вытяжное устройство формовочной машины | 1981 |
|
SU1007826A1 |
| Формовочный автомат | 1989 |
|
SU1676744A1 |
| Формовочная машина для изготовления форм | 1976 |
|
SU747609A1 |
| ИМПУЛЬСНАЯ ГОЛОВКА ДЛЯ УПЛОТНЕНИЯ ФОРМОВОЧНОЙ СМЕСИ•=3•сесоюзн.А««UTiffi-TEXI^inFHAlf • | 1972 |
|
SU350571A1 |
| ВСТРЯХИВАЮЩАЯ ФОРМОВОЧНАЯ МАШИНА Б* Пj | 1972 |
|
SU358068A1 |
Изобретение относится к литейному производству и может быть использовано при изготовлении литейных форм пескодув- но-прессовым способом! Предложено устройство "для формирования литниковойчаши литейной формы, изготавливаемой преимущественно пескодувно-прессовым способом. УстрЬйство включает размещенную на плите пескодувной головки модель литниковой чаши с центральным отверстием для ввода CTOfTKa; предназначенного для формирований питателя формы. в.выходной части которого размещен торцовый клапаИ с эластичным уплотняющим элементом и пневмоприводом. Во время формообразования торцовый клапан перекрывает центральное отверстие литниковой чаши от проникновения формовочной смеси в полость головки, а в дальнейшем клапан открывается и струя сжатого воздуха, подаваемого на открытие, параллельно выдувает смесь из центрального отверстия литниковой чаши. Изобретение дает возможность упростить конструкцию и повысить надежность работы устройства, 1 ил.СОс
| Способ приготовления сернистого красителя защитного цвета | 1921 |
|
SU84A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Судно для плавания по мелководным рекам | 1925 |
|
SU1947A1 |
