Изобретение относится к камнелитейному производству и может быть использовано в строительстве.
Цель изобретения - получение декоративного рисунка на поверхности отливки.
Согласно предлагаемому способу получения камнелитых изделий с рисунком на одной из поверхностей в открытую литейную форму на дно устанавливают закладочную деталь в виде металлической пластины, форму заливают расплавом, выдерживают до образования стеклообразной корочки и извлекают полученную отливку из формы. Затем отливку подвергают термообработке и отжигу известным способом. Устанавливаемую закладную деталь выполняют из цветного светлоокрашенного металла, температьура плавле пит которого не менее на 150° С нижэ температуры заливки камнелитого расплава. С помощью приема выполняют -мсунок на одной из поверхностей детали, которая прилегает ко дну формы. Светлое ь ращенный метапл за
кладной детали создает декоративность на темном фоне камнелитого изделия, и низкая температура плавления выбранных цветных металлов (медь, алюминий, оловянные бронзы, латуни с температурой плавления до 1100° С), обеспечивает хорошую под- плавляемость поверхности соприкосновения детали с камнелитым расплавом и прочность сцепления с нми. что удерживает закладной элемент рисунка в изделии.
При получении камнелитых изделий затвердевающий расплав образует на границе соприкосновения с литейной формой корочку стеклообразного строения. Толщина этой корочки зависит от теплоаккумуля- ционной способности материала формы и регулируется в зависимости от времени выдержки отливки в форме. Чем больше форма аккумулирует тепла от затвердевающего расплава, тем меньше время выдержки в ней для получения одинаковой толщины стеклообразной юрки в отливке. Толщины стеклообразной корочки 3-5 мм достаточно
(л
С
vi со со
ю Jb о
ля сохранения отливкой конфигурации в период транспортировки к термической печи после извлечени из формы. При этом внутренние слои отливки в момент перемещения и в первые 5-6 мин пребывания в 5 термической печи при термообработке находятся в вязком состоянии расплава.
Металлическая закладная деталь, используемая для выполнения рисунка, представляет собой пластину, изогнутую 10 заданным образом. Так как ее устанавливают на дно литейной формы, то часть ее высоты, прилегающая ко дну формы, располагается в стеклообразной корочке формирующейся отливки. Вторая верхняя. 15 часть располагается в расплаве. Длительное пребывание в нем вызывает подплавле- ние поверхности соприкосновения пластины с расплавом. Это обеспечивает высокую прочность сцепления закладной 20 детали с материалом отливки. Эффективность подплавления обеспечивают тем. что для закладной детали применяют легколавкие цветные металлы, температура плавления которых значительно ниже 25 температуры камнелитых расплавов.
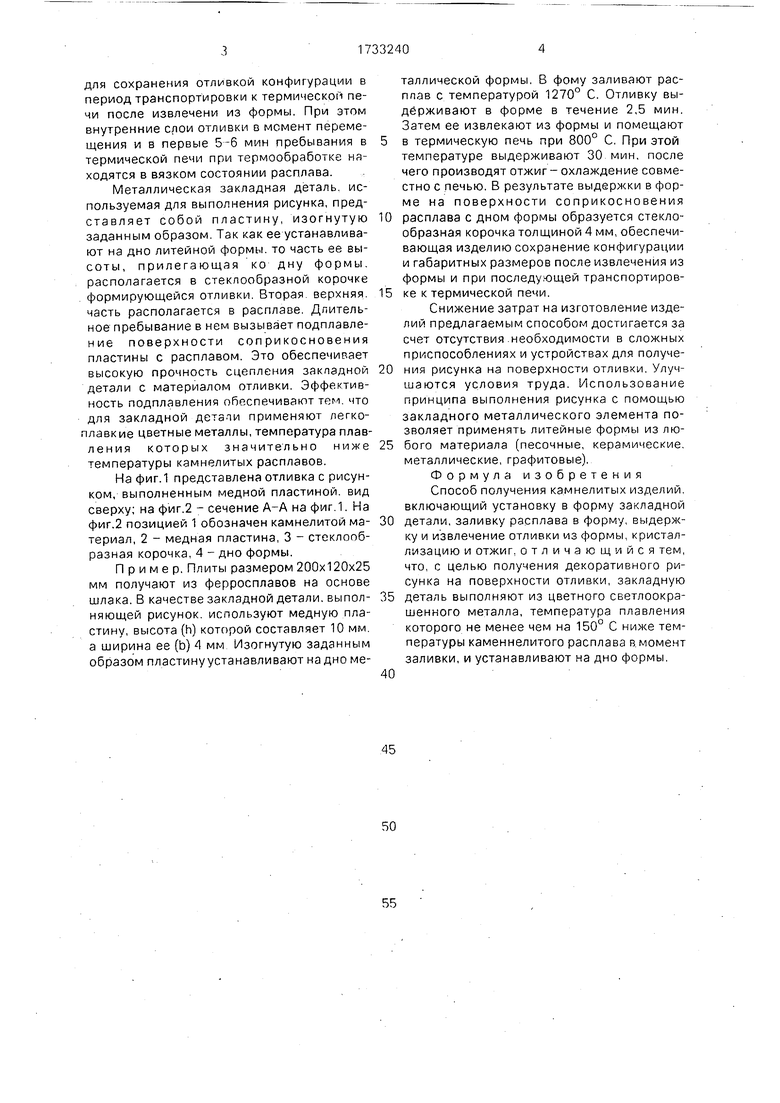
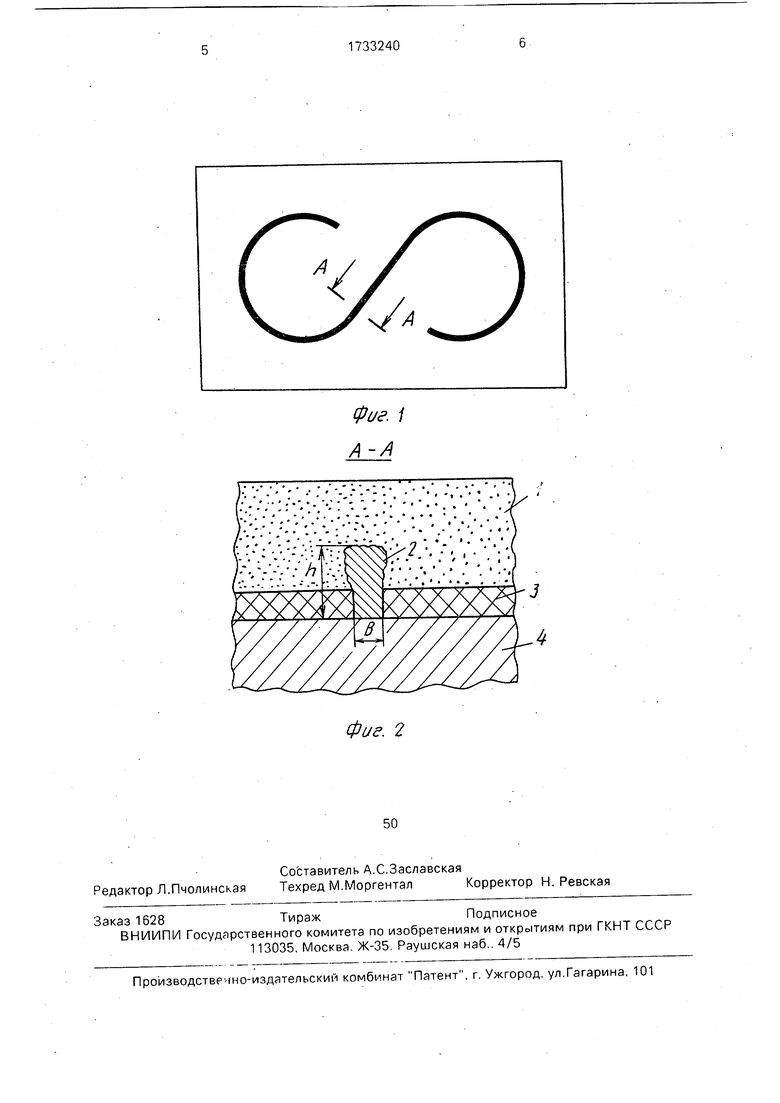
На фиг.1 представлена отливка с рисунком, выполненным медной пластиной, вид сверху; на фиг.2 - сечение А-А на фиг.1. На фиг.2 позицией 1 обозначен камнелитой ма- 30 териал, 2 - медная пластина, 3 - стеклообразная корочка, 4 - дно формы.
Пример. Плиты размером 200x120x25 мм получают из ферросплавов на основе шлака. В качестве закладной детали, выпол- 35 няющей рисунок, используют медную пластину, высота (п) которой составляет 10 мм. а ширина ее (Ь) А мм Изогнутую заданным образом пластину устанавливают на дно ме40
таллической формы. В фому заливают расплав с температурой 1270° С. Отливку выдерживают в форме в течение 2,5 мин. Затем ее извлекают из формы и помещают в термическую печь при 800° С. При этой температуре выдерживают 30 мин, после чего производят отжиг- охлаждение совместно с печью. В результате выдержки в форме на поверхности соприкосновения расплава с дном формы образуется стеклообразная корочка толщиной 4 мм, обеспечивающая изделию сохранение конфигурации и габаритных размеров после извлечения из формы и при последующей транспортировке к термической печи.
Снижение затрат на изготовление изделий предлагаемым способом достигается за счет отсутствия необходимости в сложных приспособлениях и устройствах для получения рисунка на поверхности отливки. Улучшаются условия труда. Использование принципа выполнения рисунка с помощью закладного металлического элемента позволяет применять литейные формы из любого материала (песочные, керамические, металлические, графитовые).
Формула изобретения Способ получения камнелитых изделий, включающий установку в форму закладной детали, заливку расплава в форму, выдержку и извлечение отливки из формы, кристаллизацию и отжиг, отличающийся тем, что, с целью получения декоративного рисунка на поверхности отливки, закладную деталь выполняют из цветного светлоокрашенного металла, температура плавления которого не менее чем на 150° С ниже температуры каменнелитого расплава в момент заливки, и устанавливают на дно формы.
| название | год | авторы | номер документа |
|---|---|---|---|
| Каменное литье | 1982 |
|
SU1058924A1 |
| Способ изготовления рифленых камнелитых изделий | 1977 |
|
SU652133A1 |
| Способ получения армированного каменного литья | 1982 |
|
SU1033330A1 |
| СПОСОБ ПОЛУЧЕНИЯ КАМНЕЛИТЫХ ИЗДЕЛИЙ С ОБЪЕМНЫМ РИСУНКОМ | 1992 |
|
RU2040393C1 |
| СЛЮДОКРИСТАЛЛИЧЕСКИЙ МАТЕРИАЛ НА ОСНОВЕ ФТОРФЛОГОПИТА И СПОСОБ ЕГО ПРОИЗВОДСТВА | 2014 |
|
RU2559964C1 |
| Способ формования камнелитых плиточных изделий | 1978 |
|
SU743870A1 |
| СПОСОБ ПОЛУЧЕНИЯ ЦВЕТНОГО ДЕКОРАТИВНОГО ПОКРЫТИЯ НА КАМНЕЛИТОМ ИЗДЕЛИИ | 2012 |
|
RU2485061C1 |
| Способ получения металлокаменных полых изделий | 1981 |
|
SU979120A1 |
| Способ изготовления камнелитых изделий | 1987 |
|
SU1544573A1 |
| Способ формования камнелитых изделий с полостями и отверстиями | 1977 |
|
SU692726A1 |
Изобретение относится к способам получения камнелитых изделий и м.б. использовано в строительстве. Согласно предлагаемому способу получения камнелитых изделий с рисунком на одной из поверхностей на дно линейной формы устанавливают закладную деталь, выполненную из цветного светлоокрашенного металла, темпепатура плавления которого не менее чем на 150 С ниже температуры заливаемого расплава, заливают форму расплавом, выдерживают до образования стеклообразной корочки на поверхности отливки,извлекают отливки из формы, кристаллизуют и отжигают. 2 ил.
Фиг. 1
Фие. 2
| Способ получения камнелитых изделий с поверхностным рисунком | 1981 |
|
SU996187A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
| Приспособление для изготовления в грунте бетонных свай с употреблением обсадных труб | 1915 |
|
SU1981A1 |
| Способ получения армированного каменного литья | 1977 |
|
SU745683A1 |
| кл | |||
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
