Известен станок для контактно-шлаковой сварки элементов больших сечений иутем нагрева нижнего элемента в печи, с исиользо -;аиием электропроводности твердого флюса и др.
Предлагается станок для контактно-шлаковой сварки элементов больших сечений встык и впритык, повышаюш,ий качество и производительность сварки. Это достигается тем, что стаиок снабжен дополнительным неплавящимся электродом для автоматизации по заданной программе цикла сварки, заключающегося в наведепии шлаковой ванны и нагреве нижнего свариваемого элемента.
Для замены иеплавяш,егося электрода после наведения шлаковой ванны станок снабжен траверсой с механизмом подъема неплавяш,егося и плавящегося электродов и поворота их на онределенный угол в обе стороны и для опускания плавящегося электрода в расплавленную ванну на установленную глубииу.
Для ведепия сварочного процесса и его окончания в стайке имеется нрограммирующее устройство.
Сущность изобретения поясияется чертежом, на котором изображена принципиальная схема оиисываемого станка.
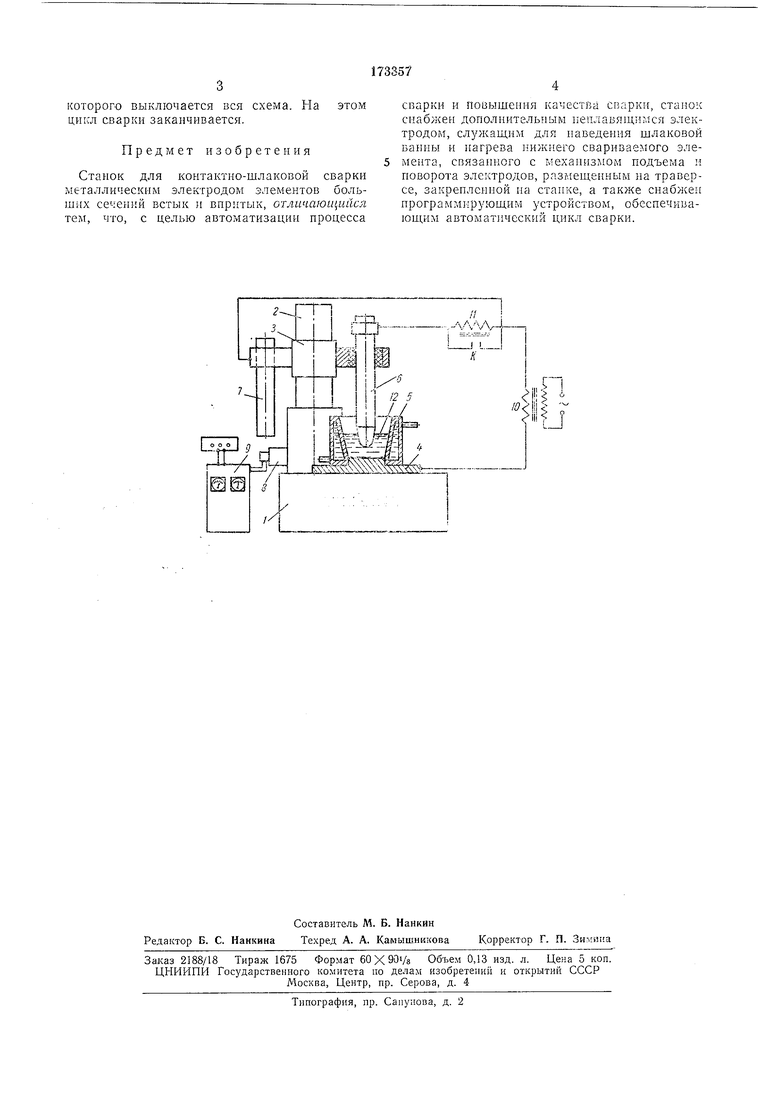
кокилем 5. Па траверсе 3 закрепляют дополнительный иеплавящнйся (угольньи) электрод 6 и плавящийся электрод 7. Механизм 8 обеспечрлзаст переглещення траверсы 3 с электродами, пеобходимь е для ведения процесса. Программирующее устройстг-о 9 автоматизирует цикл сварки.
В Пачале процесса электрод 6 за:юрачивают на иижии; : свариваемый элемеит 4 а в кокиль заеыиают дозированное количество флюса. Возбуждается дуго15ой ироцесс, вскоре переходящий в электрошлаковый при иодводе г;итакня к иеплав51щемуся электроду от траис(|юрматора 10 через регулятор //, ограничивающий величииу тока. После иаведения шлаковой ваины 12 небольщого начального объема регулятор // шунтируется контактом /( и включается программирующее устройство 9, иастроеииое иа определеппое (заданное) время работы; при этом схема регулироваиия обеспечивает автоматический цикл сварки по заданной программе. По истечении заданного времени программирующее устройство включает механизм 8, иодиимаюиопй электрод 6, поворачивающий траверсу 3 и опускающий электрод 7 в шлаковую ваииу иа устаиовлепiiyio глубииу. По окончании заданного времени автоматически выключается сварочный ток и дастся осадка с уснлнем, нри достижении
которого выключается вся схема. На этом цикл сварки заканчивается.
Предмет изобретения
Стаиок для контактно-шлаковой сварки металлическим электродом элементов больших сечений встык и вирнтык, отличаюш ийся тем, что, с целью автоматизации процесса
сварки и Повышения качества сварки, станок сиабжеи дополнительным неплавящимся электродом, служаш;им для наведения шлаковой ванны и иагрева нижнего свариваемого элемента, связанного с механизмом подъема и поворота электродов, размешенным на траверсе, закренлснной на станке, а также снабжен программирующим устройством, обеспечивающим автоматический цикл сварки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ электрошлаковой сварки | 1978 |
|
SU753572A1 |
| СПОСОБ ЭЛЕКТРОШЛАКОВОЙ СВАРКИ И НАПЛАВКИ | 1958 |
|
SU115870A1 |
| Способ электрошлаковой сварки комбинированными электродами | 1978 |
|
SU753571A1 |
| Способ наведения шлаковой ванны при электрошлаковой сварке | 1974 |
|
SU490602A1 |
| Способ легирования металла при электрошлаковом процессе | 1974 |
|
SU538861A1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ ИЗДЕЛИЙ СЛОЖНОГО ПРОФИЛЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2115521C1 |
| СПОСОБ ЭЛЕКТРОШЛАКОВОЙ СВАРКИ ШВОВ В НИЖНЕМ ПОЛОЖЕНИИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2103133C1 |
| Формирующее устройство для электрошлаковой сварки легких металлов | 1978 |
|
SU1022790A1 |
| СПОСОБ СБОРКИ СВАРНЫХ КРУПНОГАБАРИТНЫХ ТОЛСТОЛИСТОВЫХ ОРТОТРОПНЫХ ПЛИТ ИЗ УГЛЕРОДИСТЫХ, НИЗКОЛЕГИРОВАННЫХ СТАЛЕЙ ПОД АВТОМАТИЧЕСКУЮ СВАРКУ | 2003 |
|
RU2254974C2 |
| Устройство для заварки глубоких отверстий | 1979 |
|
SU870031A1 |
