Изобретение откосится к области акустических методов неразрушающего контроля и может быть использовано при ультразвуковой (УЗ) дефектоскопии движущегося по рольгангу проката.
Целью изобретения является повышение достоверности контроля за счет исключения возможности пропуска дефекта при смене типоразмера проката вследствие отслеживания кромки проката перед зоной контроля.
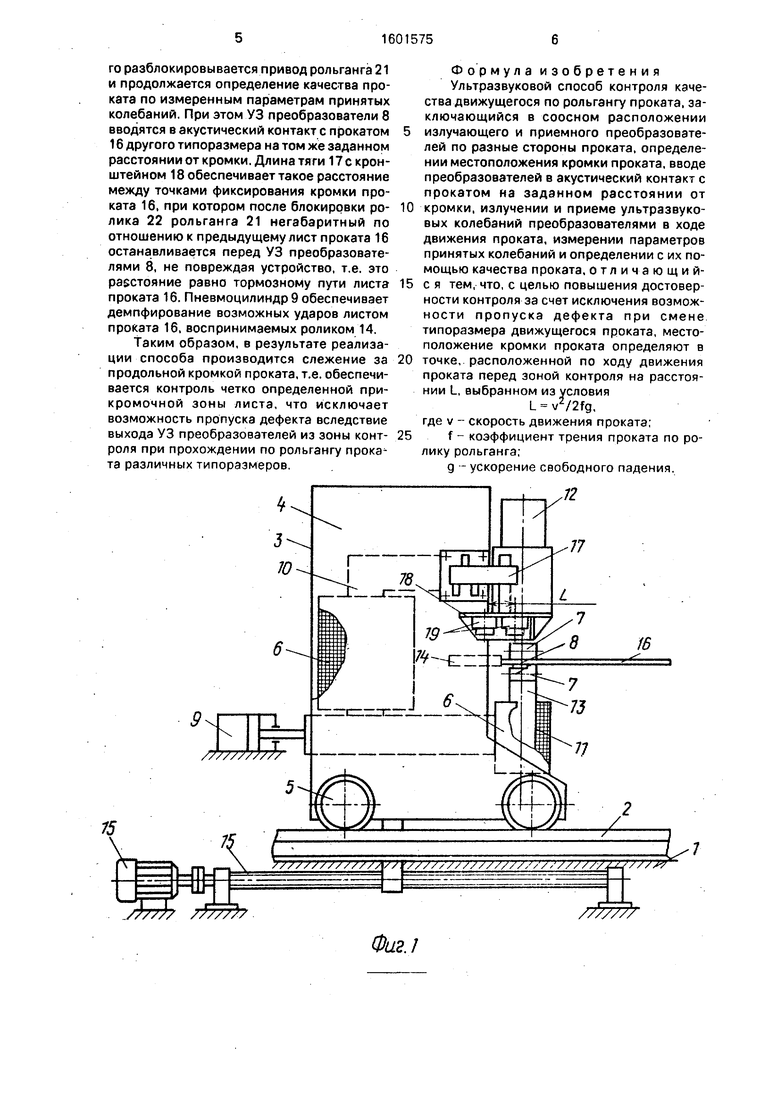
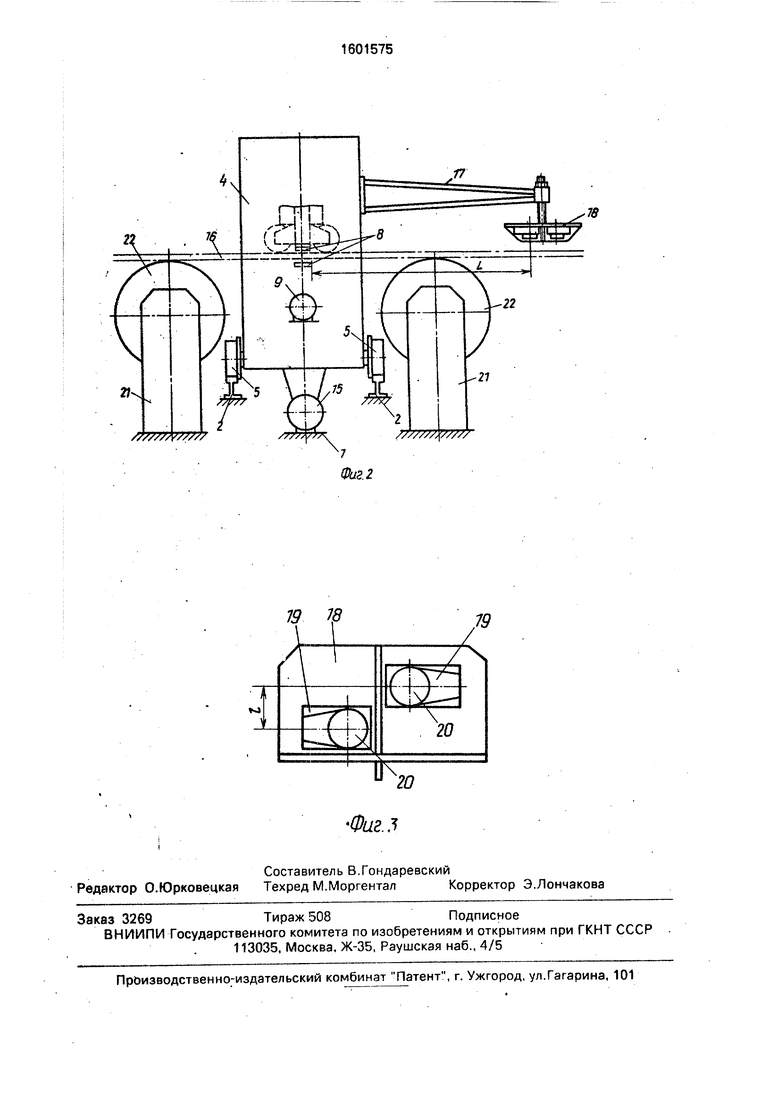
На фиг.1 представлено устройство для УЗ контроля качества проката по направлению его движения; на фиг.2 - то же и роль- ганг, в плоскости движения проката; на
фиг.З - кронштейн с датчиками наличия металла, вид снизу.
Устройство для УЗ контроля качества движущегося по рольгангу проката содержит основание 1 с установленными на нем рельсами 2, размещенную на нем подвижную тележку 3 с корпусом 4 и колесами 5 закрепленные на тележке 3 электромагнит 6 с магнитопроводом, следящие ролики 7, УЗ преобразователи 8 и пневмоцилиндр 9. Магнитопровод электромагнита 6 выполнен из неподвиж ой П-образной части 10 с направляющими 11 на ее концах и размещенных в направляющих 11 соосно один относительно другого подвижных наконечников 12 и 13, установленных с возможноON
О
ел
стью осевого перемещения навстречу один другому и подпружиненных относительно П-образной части 10. Следящие ролики 7 закреплены на концах наконечников 12 и 13. Кроме того, устройство содержит упорный ролик t4, реверсивный механизм 15 подвода тележки 3 к контролируемому толстолистовому прокату 16, тягу 17 с кронш- тейнбм 18 и размещенный на кронштейне фиксатор кромки проката 16, выполненный в виде двух датчиков 19 наличия металла с активной ЗОНОЙ 20. например в виде двух бесконтактных конечных выключателей с плоским чувствительным элементом типа КВП-16. Тяга 17 закреплена на корпусе 4 тележки 3. Прокат 16 приводится в движение с помощью рольганга 21с подающими роликами 22. Расстояние между точкой взаимодействия ролика 14 с кромкой проката 16 и точкой фиксирования датчиками 19 кромки проката равно L, а линия,, проходящая через зти точки, параллельна движению проката 16 и перпендикулярна рельсам 2. Величину L выбирают из выражения
L v2/2fg, где V - скорость движения проката 16;
f - коэффициент трения проката 16 по
ролику 22 рольганга 21; g - ускорение свободного падения. УЗ преобразователи 8, один из которых излучающий, а другой приемный, установлены на концах наконечников 12 и 13 соосно так, что плоскость, проходящая через их акустические оси и ось вращения ролика 14, перпендикулярна направлению подачи рольганга 21. Кронштейн 18 расположен по ходу движения проката 16 перед корпусом 4 тележки 3. Расстояние между активными зонами 20 датчиков 19 в направлении, перпендикулярном направлению движения проката 16, выбирают меньше ширины боковой неконтролируемой зоны.
УЗ способ контроля качества движущегося по рольгангу проката заключается в
следующем.
Излучающий и приемный преобразова- тели-соосно располагают по разные стороны проката. Определяют местоположение кромки проката в точке, расположенной по ходу движения проката перед зоной контроля на расстоянии L, и вводят преобразователи в акустический контакт с прокатом на заданном расстоянии от кромки, причем расстояние L выбирают из условия
L vV2fg.
В ходе движения проката излучают и принимают УЗ колебания, измеряют параметры принятых колебаний и с их помощью определяют качество проката.
УЗ способ контроля качества движущегося по рольгангу проката реализуется в ходе работы устройства.
Перед началом контроля в зону контро- ля подается прокат 16. Если активная зона 20 двух датчиков 19 затемнена, т.е. оба они находятся над прокатом, то механизм 15 перемещает тележку 3 на колесах 5 по рельсам 2, установленным на основании 1, в 0 сторону кромки проката 16, например влево. Если активная зона 20 двух датчиков 19 находится в стороне от проката 16, то механизм 15 перемещает тележку 3 также в сторону кромки проката 16, например вправо, 5 Если затемнена активная зона 20 только одного датчика 19, то зто означает, что кромка проката зафиксирована, т.е. тележка 3 находится на месте и УЗ преобразователи 8 находятся в зоне контроля. В исходном со- 0 стоянии подпружиненные наконечники 12 и 13 располагаются так, что между следящими роликами 7 и поверхностью контролируемого проката 16 имеется зазор. Включают электромагнит 6, установленный в корпусе 25 4. Между подвижными наконечниками 12 и 13 возникают магнитные силы, которые в значительной степени рассеиваются в воздушном зазоре. При наличии в зоне контроля проката 16 магнитные силы 30 рассеиваются меньше, подвижные наконечники 12 и 13 по направляющим 11 П-образной части 10 магнитопровода притягиваются один к другому, следящие ролики 7 опускаются на поверхность конт- 35 ролируемого проката 16 и преобразователи 8 вводятся в акустический контакт с прокатом 16 на заданном расстоянии от кромки. Вводят рольганг 21 в рабочий режим и осуществляют подачу проката 16 в зону контро- 40 ля со скоростью V. В ходе движения проката 16 излучают и принимают преобразователями 8 УЗ колебания. Измеряют параметры принятых УЗ колебаний и определяют с их помощью качество проката 16. При движе- 45 НИИ по рольгангу проката 16 одного типоразмера его кромка располагается между датчиками 19. при этом затемнена активная зона 20 только одного датчика 19. Если в потоке проката 16 появляется лист другого 50 типоразмера, то либо активные зоны 20 обоих датчиков затемнены, либо активные зоны 20 обоих датчиков 19 находятся в стороне от листа проката 16, И в том. и-в другом подается сигнал на блокировку рольганга 55 21. Тележка 3 перемещается в сторону кромки проката механизмом 15 (направление работы механизма 15 определяется по-- ложением датчиков 19 относительно кромки проката 16) до тех пор, пока датчики 19 не зафиксируют кромку проката 16. После зтого разблокировывается привод рольганга 21 и продолжается определение качества проката по измеренным параметрам принятых колебаний. При этом УЗ преобразователи 8 вводятся в акустический контакт с прокатом 16 другого типоразмера на том же заданном расстоянии от кромки. Длина тяги 17с кронштейном 18 обеспечивает такое расстояние между точками фиксирования кромки проката 16, при котором после блокировки ро- лика 22 рольганга 21 негабаритный по отношению к предыдущему лист проката 16 останавливается перед УЗ преобразователями 8, не повреждая устройство, т.е. это расстояние равно тормозному пути листа проката 16. Пневмоцилиндр 9 обеспечивает демпфирование возможных ударов листом проката 16, воспринимаемых роликом 14.
Таким образом, в результате реализации способа производится слежение за продольной кромкой проката, т.е. обеспечивается контроль четко определенной при- кромочной зоны листа, что исключает возможность пропуска дефекта вследствие выхода УЗ преобразователей из зоны коит- роля при прохождении по рольгангу прока та различных типоразмеров.
Формула изобретения
Ультразвуковой способ контроля качества движущегося по рольгангу проката, заключающийся в соосном расположении излучающего и приемного преобразователей по разные стороны проката, определении местоположения кромки проката, вводе преобразователей в акустический контакт с прокатом на заданном расстоянии от кромки, излучении и приеме ультразвуковых колебаний преобразователями в ходе движения проката, измерении параметров принятых колебаний и определении с их помощью качества проката, отличающий- с я тем, что, с целью повышения достоверности контроля за счет исключения возможности пропуска дефекта при смене типоразмера движущегося проката, местоположение кромки проката определяют в точке, расположенной по ходу движения проката перед зоной контроля на расстоянии L, выбранном из условия
L , где V - скорость движения проката;
f - коэффициент трения проката по ролику рольганга;
g - ускорение свободного падения.
/777777
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ ЛИСТОВОГО ПРОКАТА | 2005 |
|
RU2298180C2 |
| Устройство для контроля качества проката | 1986 |
|
SU1425535A1 |
| Установка для резки толстолистового металла | 1981 |
|
SU1049199A1 |
| УНИВЕРСАЛЬНЫЙ МОДУЛЬ ПРОИЗВОДСТВА МЕТАЛЛОПРОКАТА И ИЗДЕЛИЙ | 2000 |
|
RU2252829C2 |
| Устройство для контроля качества проката | 1989 |
|
SU1670583A1 |
| Линия металлизации проката | 1982 |
|
SU1047991A1 |
| УНИВЕРСАЛЬНЫЙ ЛИТЕЙНО-ПРОКАТНЫЙ СТАН | 2000 |
|
RU2217247C2 |
| СПОСОБ БЕСКОНТАКТНОГО НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2017 |
|
RU2661312C1 |
| АВТОМАТИЗИРОВАННОЕ УСТРОЙСТВО УЛЬТРАЗВУКОВОГО КОНТРОЛЯ КАЧЕСТВА ТРУБ | 2001 |
|
RU2209426C2 |
| Установка для ультразвуковой дефектоскопии круглого проката или труб в процессе их производства | 1990 |
|
SU1728788A1 |
Изобретение относится к акустическим методам неразрушающего контроля. Целью изобретения является повышение достоверности контроля за счет исключения возможности пропуска дефекта при смене типоразмера проката вследствие отслеживания кромки проката перед зоной контроля. С помощью датчиков наличия металла определяют местоположение кромки проката и устанавливают ультразвуковые (УЗ) преобразователи на заданном расстоянии от кромки проката. Осуществляют УЗ контроль проката в ходе его движения по рольгангу. При изменении типоразмера проката датчики наличия металла фиксируют отклонение кромки и останавливают рольганг. После установки УЗ преобразователей в новое положение движение проката и его контроль возобновляются. Расстояние между точкой фиксирования кромки проката и зоной УЗ контроля выбрано таким, что движение проката по инерции после остановки рольганга прекращается перед зоной УЗ контроля. 3 ил.
79 W
| Устройство для контроля качества рельсов | 1984 |
|
SU1193577A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для контроля качества проката | 1986 |
|
SU1425535A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
