Изобретение относится к ремонту валов с применением сварки и может быть использовано при ремонте (восстановлении) судовых валов на участке их интенсивного износа
Существует способ ремонта гребных валов, согласно которому вал на участке его интенсивного износа обрабатывается до поверхности вала вне участка его истирания, а затем его поверхность на участке утолщения восстанавливается до исходных размеров путем наплавления присадочного материала.
Недостаток данного способа - повышенная стоимость ремонта, обусловленная применением большого количества дорогостоящего присадочного материала и длительность проведения ремонта.
Наиболее близким к предлагаемому изобретению по технической сущности и достигаемому результату является способ ремонта, при котором на дефектный участок накладывают (устанавливают) элемент кольцевой формы и закрепляют его на валу посредством сварки, при этом накладной элемент размещают на валу с кольцевым зазором, в который вводят заполнитель.
Недостаток- неудовлетворительное качество ремонта, при котором наблюдаются низкая надежность и недолговечность ремонтной конструкции в процессе ее эксплуатации
При эксплуатации ремонтной конструкции происходит ее преждевременное разрушение на участке, где наблюдается переход от утолщенной части ремонтной конструкции вала в месте сосредоточения одновременно трех концентратов напряжений. К первому из них можно отнести конструктивный, связанный с переходом от одной толщины конструкции к другой. Второй концентратор обусловлен резким переходом от участка утолщения вала (под углом 45°) Третий концентратор связан с наличием на участке перехода охрупчен- ного участка, являющегося составной частью околошовной зоны углового шва. Кроме этого, в разрушенной конструкции от консл
с
I
Ivi
СО 4
Ю
-VI
00
центратора в виде щелевого зазора между накладкой и валом наблюдается наличие микротрещин в сварном нахлесточном соединении.
Цель изобретения - повышение качест- ва ремонта.
Для достижения поставленной цели предлагается способ ремонта валов, заключающийся в установке на дефектный участок вала накладного элемента кольцевой формы и закреплении его на валу посредством сварки, при этом накладной элемент размещают на валу с кольцевым зазором, в который вводят заполнитель, причем используют накладной элемент, состоящий из трех кольцевых частей, стыкуемые кромки крайних из которых выполняют без скосов, а среднего - с двумя скосами, сварку ведут в два этапа, на первом из которых приваривают к валу крайние части накладными в зоне стыков со средней частью, а на втором - заваривают эти стыки, а в качестве заполнителя используют бетон и пол- имеризующийся материал, причем бетоном заполняют после первого этапа сварки кольцевой зазор между валом и крайними частями накладного элемента, а полимеризирующееся вещество вводят после второго этапа сварки в кольцевой зазор между валом и средней частью накладного элемента.
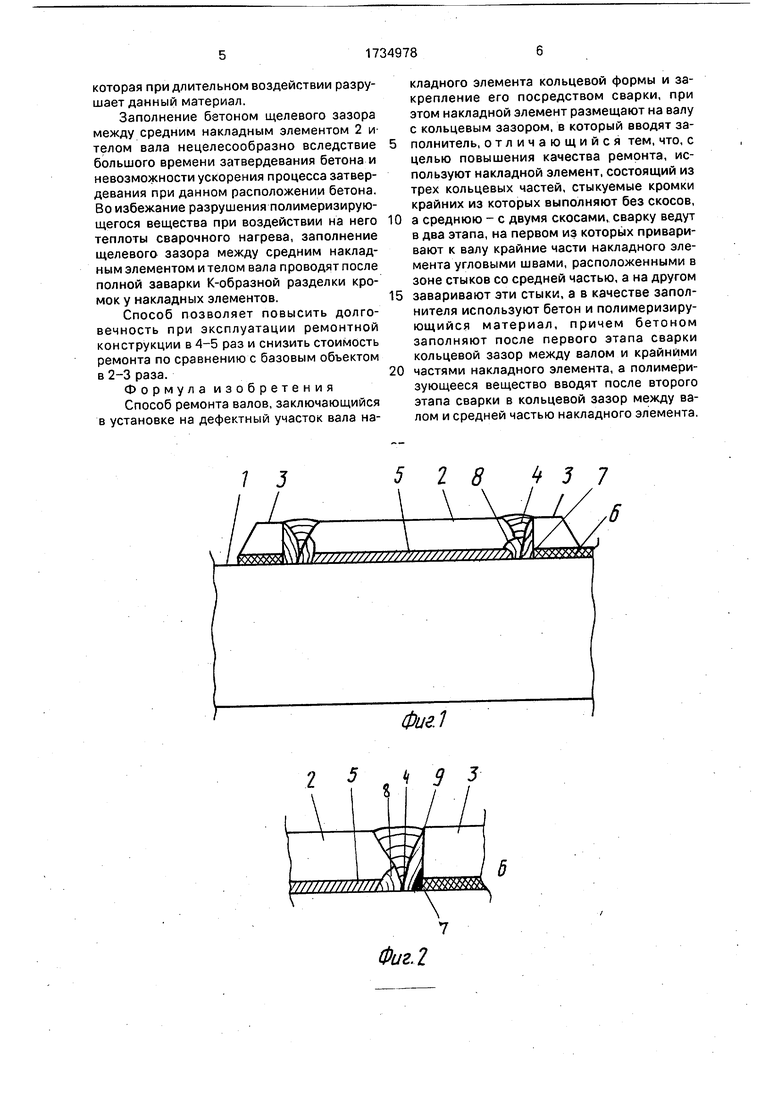
На фиг, 1 представлена предлагаемая ремонтная конструкция; на фиг. 2 - накладные элементы.
На чертежах обозначены: 1 - вал, 2 - средний накладной элемент, 3 - два край- них накладных элемента, 7 - первый угловой валик шва, с помощью которого первоначально осуществляют приварку крайних элементов 3 к телу вала 1,8- угловой шов, соединяющий средний элемент 2 с телом вала 1,9- верхние валики углового шва, соединяющие крайние накладные элементы 3 с телом вала 1,4- стыковой шов между средним 2 и крайними 3 накладными элементами, 5 - полимеризирующее веще- ство, заполняющее щелевой зазор между средним накладным элементом 2 и валом 1, 6 - бетон, заполняющий щелевой зазор между крайними накладными элементами и телом вала.
Способ осуществляют следующим образом.
На предварительно обработанную поверхность вала наравне с поверхностью ва- ла на участок износа накладывают три кольцевых накладных элемента, при этом крайние элементы со стороны перехода от накладки к телу вала имеют скос боковых торцов, а со стороны стыковки выполнены
без скосов кромок. Торцы среднего элемента выполнены со скосом кромок так, что стык между накладными элементами имеет К-образную разделку. Первоначально приваривают средний накладной элемент 2 к телу вала угловым сварным швом 8, а крайние элементы 3 первым угловым валиком 7. Затем щелевой зазор между крайними элементами 3 и телом вала заполняют бетоном 6. Далее выполняют весь угловой шов 9, а затем окончательно заваривают места стыковки накладных элементов 2 и 3 швами 4. Затем через одно или несколько отверстий в накладном элементе 2 (отверстия не показаны) проводят закачку в щелевой зазор полимеризирующего материала 5.
Разделение накладки на три элемента и приварка их к телу вала угловым швом, а между собой стыковым сварным соединением ликвидируют сосредоточение на участках перехода от накладных элементов к телу вала трех концентраторов напряжений.
Применение К-образной разделки кромок при сварке накладных элементов позволяет увеличить прочность соединения накладных элементов с телом вала и осуществить приварку накладных элементов между собой. Применение V-образной разделки кромок не обеспечивает прочного соединения накладных элементов с телом вала. X- образная разделка кромок не позволяет обеспечить достаточный доступ электрода к одному из свариваемых торцов накладных элементов и, следовательно, получить качественное сварное соединение.
Выполнение первоначально валика 7 перед заполнением щелевого зазора бетоном 6 позволяет получить замкнутый объем и качественный угловой шов 7, так как в противном случае влага, имеющаяся в щелевом зазоре, закипает, испаряется и шов 7 имеет многочисленные дефекты в виде пор, т.е. он будет некачественным. Выполнение верхних валиков 9 после заполнения щелевого зазора бетоном позволяет существенно ускорить процесс затвердевания бетона за счет теплоты сварочного нагрева. При этом выделение влаги, испаряющейся из бетонного раствора происходит на участках щелевого зазора, примыкающих к участкам перехода крайних накладных элементов к телу вала. Все это способствует существенному сокращению времени проведения ремонта.
Применение полимеризирующего материала, заполняющего щелевые зазоры у конечных элементов, нецелесообразно, так как боковые поверхности вала и ремонтной конструкции подвергаются в процессе эксплуатации постоянному воздействию воды.
которая при длительном воздействии разрушает данный материал.
Заполнение бетоном щелевого зазора между средним накладным элементом 2 и телом вала нецелесообразно вследствие большого времени затвердевания бетона и невозможности ускорения процесса затвердевания при данном расположении бетона. Во избежание разрушения полимеризирующегося вещества при воздействии на него теплоты сварочного нагрева, заполнение щелевого зазора между средним накладным элементом и телом вала проводят после полной заварки К-образной разделки кромок у накладных элементов.
Способ позволяет повысить долговечность при эксплуатации ремонтной конструкции в 4-5 раз и снизить стоимость ремонта по сравнению с базовым объектом в 2-3 раза.
Формула изобретения
Способ ремонта валов, заключающийся в установке на дефектный участок вала накладного элемента кольцевой формы и закрепление его посредством сварки, при этом накладной элемент размещают на валу с кольцевым зазором, в который вводят заполнитель, отличающийся тем, что, с целью повышения качества ремонта, используют накладной элемент, состоящий из трех кольцевых частей, стыкуемые кромки крайних из которых выполняют без скосов,
а среднюю - с двумя скосами, сварку ведут в два этапа, на первом из которых приваривают к валу крайние части накладного элемента угловыми швами, расположенными в зоне стыков со средней частью, а на другом
заваривают эти стыки, а в качестве заполнителя используют бетон и полимеризирующийся материал, причем бетоном заполняют после первого этапа сварки кольцевой зазор между валом и крайними
частями накладного элемента, а полимери- зующееся вещество вводят после второго этапа сварки в кольцевой зазор между валом и средней частью накладного элемента.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ приварки ремонтной конструкции к трубопроводу | 2018 |
|
RU2674826C1 |
| Муфта для ремонта трубопровода и способ ее установки на дефектный участок | 2016 |
|
RU2658170C1 |
| Способ ремонта емкостей | 1986 |
|
SU1360952A1 |
| Способ ремонта корпусных конструкций | 2017 |
|
RU2678357C1 |
| СПОСОБ РЕМОНТА ДЕФЕКТНОГО УЧАСТКА ТРУБОПРОВОДА, НАХОДЯЩЕГОСЯ ПОД ДАВЛЕНИЕМ | 2007 |
|
RU2352854C2 |
| СПОСОБ МОНТАЖА УСИЛИВАЮЩЕЙ МУФТЫ НА ДЕФЕКТНЫЙ СТЫК ДЕЙСТВУЮЩЕГО ТРУБОПРОВОДА | 2000 |
|
RU2165345C1 |
| СПОСОБ РЕМОНТА ВМЯТИН НА СОСУДАХ | 2016 |
|
RU2640512C2 |
| Способ ремонта трубопроводов | 1987 |
|
SU1511041A1 |
| Способ дуговой сварки плавлением стыков труб | 1983 |
|
SU1136911A1 |
| СПОСОБ СВАРКИ КОНСТРУКТИВНЫХ ЭЛЕМЕНТОВ С ТРУБОПРОВОДОМ | 2003 |
|
RU2267388C2 |
Использование: восстановление гребных валов. Сущность изобретения: на дефектный участок вала устанавливают с кольцевым зазором накладной элемент кольцевой формы, состоящий из трех частей. Стыкуемые кромки крайних частей выполняют без скосов, а средней -с двумя скосами. Крайние части приваривают к валу угловыми швами, которые располагают в стыках со средней частью. Затем кольцевые зазоры между валом и крайними частями заполняют бетоном. Послезтого стыки заваривают и вводят в кольцевой зазор между валом и средней частью накладного элемента полимеризирующееся вещество. 2 ил.
///////////////У///////////////МУ1
28 f 3 7
Фие.1
| Авторское свидетельство СССР № 1092860, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
