1
Изобретение относится к производству строительных материалов, а именно, к установкам для производства дренажных керамических труб.
Известна установка для производст-5 ва дренажных труб, содержащая пресс, режущее устройство, транспортер-перекладчик и устройства для подачи рамок 1. Однако установка труб на рамки для подачи их в сушило усложняет О производство труб, так как требуются дополнительные устройства для подачи рамок, их изготовление, что удорожает производство труб в целом.
Известна также поточная линия для 15 производства дренажных безраструбных труб, включающая установленные по ходу технологического процесса формовочный пресс, приемный транспортер, резательное устройство, приводной 20 рольганг, устройство для перестановки труб, укладчики и разгрузчики труб на рамки сушила, автоматы-укладчики и разгрузчикирамок с трубами на сушильные вагонетки и с них, обжиговую 25 печь с печными вагонетками 12.
К недостаткам этой линии относится большое количество перекладывающих устройств, что от)ажается на качестве изделий.30
Цель изобретения - упрощение конструкции и улучшение качества получаемых изделий.
Это достигается тем, что установка для производства дренажных труб, содержащая пресс, приемный транспортер, резательное устройство, приводной рольганг, устройство для перестановки труб, сушило, средство для перемещения труб в сушиле, обжиговую печь с печными вагонетками, снабже на поперечным транспортером, цепным подъемником с горизонтальным полками, дополнительным цепным подъемником, наклонным накопительным устройством, сталкивателем, подъемником с самоустанавливающейся площадкой для печной вагонетки и снижателем, причем поперечный транспортер смонтирован за приводным рольгангом, цепной подъемник установлен между поперечным транспортером и сушилом, а дополнительный цепной подъемник, наклонное накопительное устройство, сталкиватель и подъемник печной вагонетки смонтированы между сушилом и печью, а снижатель смонтирован на выходе из печи, причем цепной подъемник взаимодействует со сталкивателем, сталкиватель - с наклонным накопительным устройством.
которое взаимодействует с подъемником печной вагонетки, а сушило снабжено наклонными лотками, установленными на входе и выходе сушила, при этом средство для перемещения труб в сушиле выполненоВ вИде многоярусного ролганга с желобами, соединяющими ярусы между собой, а ролики рольганга соединены тяговой цепью, кроме того устройство для перестановки труб выполнено в виде штангового перекладчика с профильными площадками, расположенными между роликами приводного рольганга.
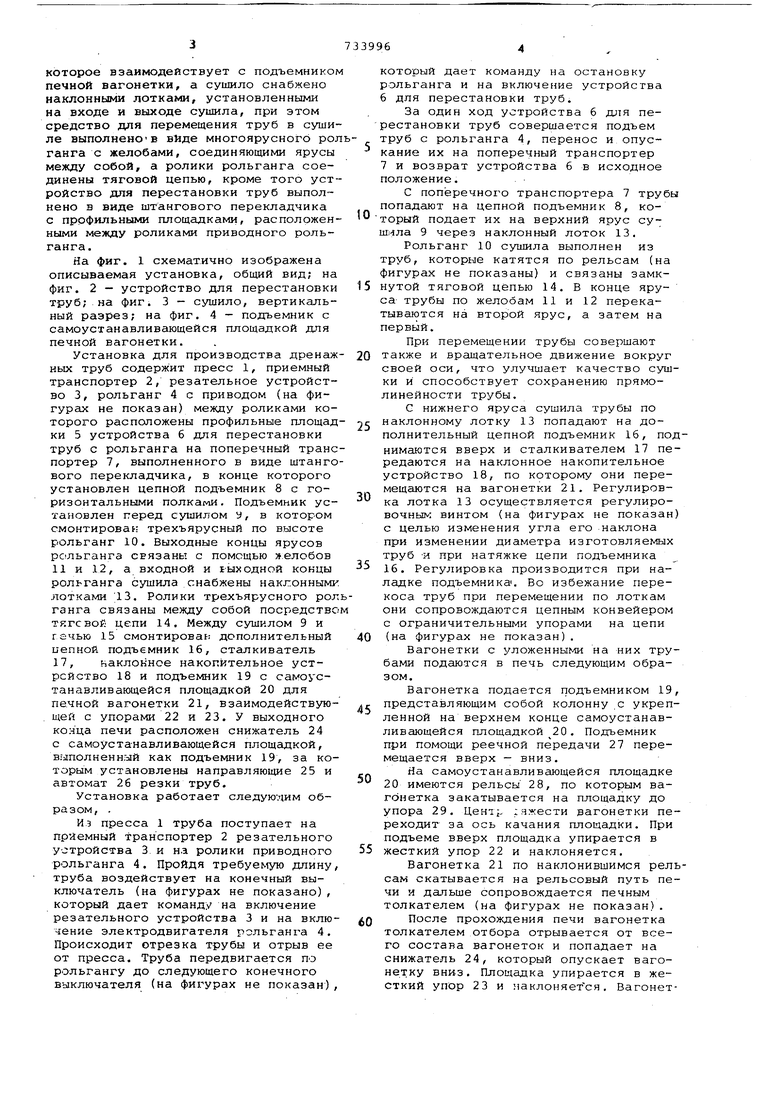
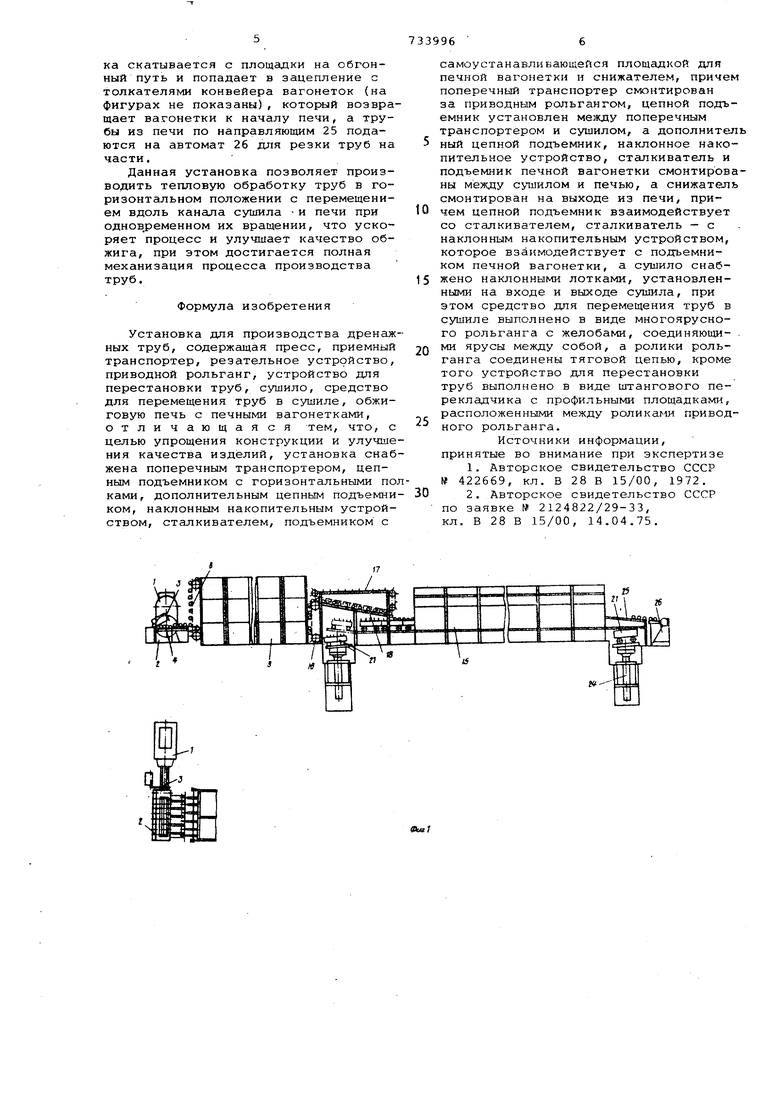
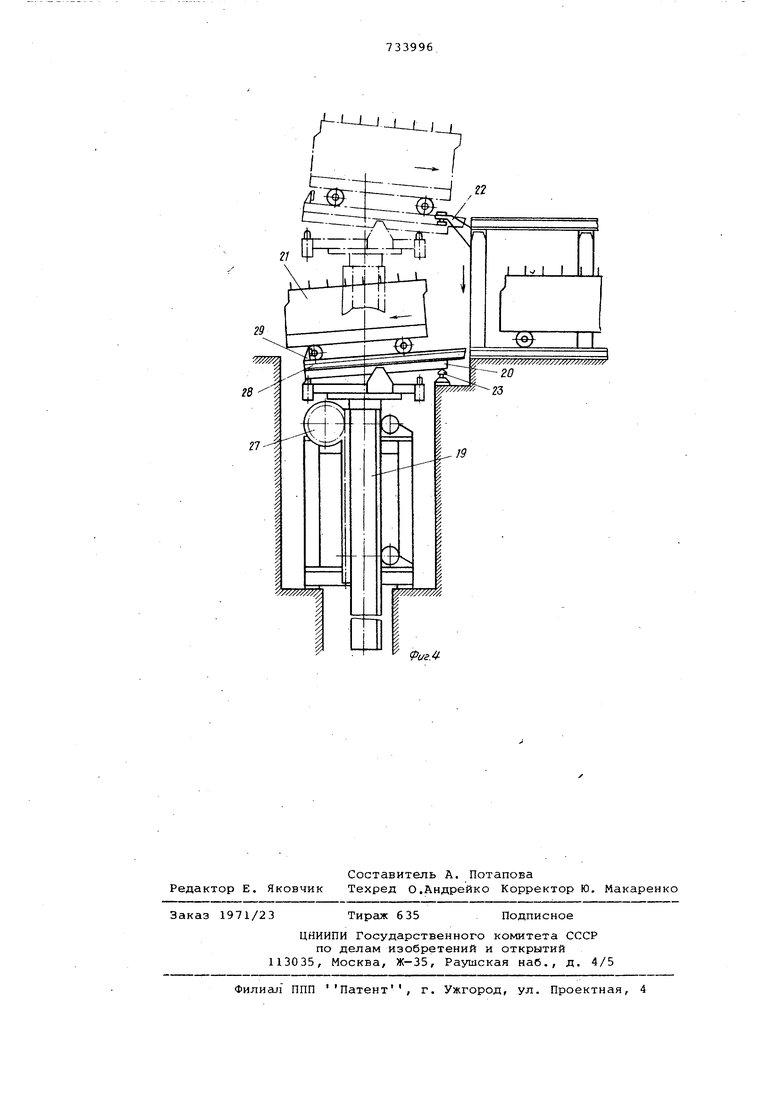
На фиг, 1 схематично изображена описываемая установка, общий вид; на фиг. 2 - устройство для перестановки труб; на фиг. 3 - сушило, вертикальный разрез; на фиг. 4 - подъемник с самоустанавливающейся площадкой для печной вагонетки.
Установка для производства дренажных труб содержит пресс 1, приемный транспортер 2, резательное устройство 3, рольганг 4 с приводом (на фигурах не показан) между роликами которого расположены профильные площадки 5 устройства б для перестановки труб с рольганга на поперечный транспортер 7, выполненного в виде штангового перекладчика, в конце которого установлен цепной подъемник 8 с горизонтальными полками. Подъемник установлен перед сушилом У, в котором смонтирован трехъярусный по высоте рольганг 10. Выходные концы ярусов рольганга связаны с помощью .елобов 11 и 12, а входной и ьыходной концы рольганга сушила снабжены наклонными лотками 13. Ролики трехъярусного ролганга связаны между собой посредство тягсвой цепи 14. Между сушилом 9 и гачью 15 CMOHTHpOBaf: дополнительный иепной подъемник 16, сталкиватель 17, наклонное накопительное устройство 18 и подъемник 19 с самоустанавливающейся площадкой 20 для печной вагонетки 21, взаимодействующей с упорами 22 и 23. У выходного конца печи расположен снижатель 24 с самоустанавливающейся площадкой, вгдполненный как подъемник 19, за которым установлены направляющие 25 и автомат 26 резки труб.
Установка работает следующим образом, .
Из пресса 1 труба поступает на приемный транспортер 2 резательного устройства 3 и на ролики приводного рольганга 4. Пройдя требуемую длину, труба воздействует на конечный выключатель (на фигурах не показано), который дает команду на включение резательного устройства 3 и на включение электродвигателя рольганга 4. Происходит отрезка трубы и отрыв ее от пресса. Труба передвигается по рольгангу до следующего конечного выключателя (на фигурах не показан),
который дает команду на остановку рольганга и на включение устройства
6для перестановки труб.
За один ход устройства 6 для перестановки труб совершается подъем труб с рольганга 4, перенос и опускание их на поперечный транспортер
7и возврат устройства 6 в исходное положение.
С поперечного транспортера 7 трубы попадают на цепной подъемник 8, который подает их на верхний ярус суШ1-1ла 9 через наклонный лоток 13.
Рольганг 10 сушила выполнен из труб, которые катятся по рельсам (на фигурах не показаны) и связаны замкнутой тяговой цепью 14. В конце яруса трубы по желобам 11 и 12 перекатываются на второй ярус, а затем на первый.
При перемещении трубы совершают также и вращательное движение вокруг своей оси, что улучшает качество сушки и способствует сохранению прямолинейности трубы.
G нижнего яруса сушила трубы по наклонному лотку 13 попадают на дополнительный цепной подъемник 16, понимаются вверх и сталкивателем 17 передаются на наклонное накопительное устройство 18, по которому они перемещаются на вагонетки 21. Регулировка лотка 13 осуществляется регулироBO4HbiN: винтом (на фигурах не показан с целью изменения угла его наклона при изменении диаметра изготовляемых труб -и при натяжке цепи подъемника 16. Регулировка производится при наладке подъемника. Во избежание перекоса труб при перемещении по лоткам они сопровождаются цепным конвейером с ограничительными упорами на цепи (на фигурах не показан).
Вагонетки с уложенными на них трубами подаются в печь следующим образом.
Вагонетка подается подъемником 19 представляющим собой колонну с укрепленной на верхнем конце самоустанавливающейся площадкой 20. Подъемник при помощи реечной передачи 27 перемещается вверх - вниз.
На самоустанавливающейся площадке 20 имеются рельсы 28, по которым вагонетка закатывается на площадку до упора 29. Цент;, ;яжести вагонетки переходит за ось качания площадки. При подъеме вверх площадка упирается в жесткий упор 22 и наклоняется.
Вагонетка 21 по наклонившимся релсам скатывается на рельсовый путь печи и дальше сопровождается печным толкателем (на фигурах не показан). После прохождения печи вагонетка толкателем отбора отрывается от всего состава вагонеток и попадает на снижатель 24, который опускает вагонетку вниз. Площадка упирается в жесткий упор 23 и наклоняется, Вагонетка скатывается с площадки на обгонный путь и попадает в зацепление с толкателями конвейера вагонеток (на фигурах не показаны), который возвращает вагонетки к началу печи, а трубы из печи по направляющим 25 подаются на автомат 26 для резки труб на части.
Данная установка позволяет производить тепловую обработку труб в горизонтальном положении с перемещением вдоль канала сушила и печи при одновременном их вращении, что ускоряет процесс и улучшает качество обжига, при этом достигается полная механизация процесса производства труб.
Формула изобретения
Установка для производства дренажных труб, содержащая пресс, приемный транспортер, резательное устройство, приводной рольганг, устройство для перестановки труб, сушило, средство для перемещения труб в сушиле, обжиговую печь с печными вагонетками, отличающаяся тем, что, с целью упрощения конструкции и улучшения качества изделий, установка снабжена поперечным транспортером, цепным подъемником с горизонтальными поками, дополнительным цепным подъемником, наклонным накопительным устройством, сталкивателем, подъемником с
самоустанавливающейся площадкой для печной вагонетки и снижателем, причем поперечный транспортер смонтирован за приводным рольгангом, цепной подъемник установлен между поперечным транспортером и сушилом, а дополнитель 5 ный цепной подъемник, наклонное накопительное устройство, сталкиватель и подъемник печной вагонетки смонтированы мёж,цу сушилом и печью, а снижатель смонтирован на выходе из печи, при0чем цепной подъемник взаимодействует со сталкивателем, сталкиватель - с наклонным накопительным устройством, которое взаимодействует с подъемником печной вагонетки, а сушило снабжено наклонными лотками, установленными на входе и выходе сушила, при этом средство для перемещения труб в сушиле выполнено в виде многоярусного рольганга с желобами, соединяющи- . ми ярусы между собой, а ролики роль0ганга соединены тяговой цепью, кроме того устройство для перестановки труб выполнено в виде штангового перекладчика с профильными площадками, расположенными между роликами привод5ного рольганга.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР № 422669, кл. В 28 В 15/00, 1972.
0
2.Авторское свидетельство СССР по заявке № 2124822/29-33,
кл, В 28 В 15/00, 14.04.75.
| название | год | авторы | номер документа |
|---|---|---|---|
| Поточная линия | 1975 |
|
SU590142A1 |
| Установка для укладки керамических изделий на печную вагонетку | 1977 |
|
SU742145A1 |
| Поточная линия | 1979 |
|
SU814763A2 |
| Линия для производства керамических изделий | 1988 |
|
SU1616822A1 |
| Устройство для укладки керамических изделий на сушильную вагонетку | 1981 |
|
SU992202A1 |
| Установка для садки керамических дренажных труб на печные вагонетки | 1982 |
|
SU1062008A1 |
| КОМПЛЕКС ДЛЯ СУШКИ И ОБЖИГА КИРПИЧА С ЕГО ТРАНСПОРТИРОВКОЙ В КАССЕТАХ, КАССЕТА ДЛЯ ТРАНСПОРТИРОВКИ КИРПИЧА, АВТОМАТ-САДЧИК, АВТОМАТ-УКЛАДЧИК, СУШИЛО И НАКОПИТЕЛЬ КАССЕТ | 2006 |
|
RU2333831C2 |
| Установка для перемещения керамическихдРЕНАжНыХ ТРуб | 1979 |
|
SU808318A1 |
| Автомат-укладчик кирпича в пакеты для обжига | 1986 |
|
SU1418053A1 |
| УСТАНОВКА ДЛЯ САДКИ СЫРЦЫ-КИРПИЧА НА ПЕЧНУЮ ВАГОНЕТКУ | 1992 |
|
RU2043192C1 |
tLbdlj о lib--iJ--4:1
////////////////W////////////W/////////// Tlj1 r
И
/////////77/ ///////7/777// ////7
--20
W////// K - 23
us.
