Изобретение относится к оборудованию .для производства керамических изделий и может быть использовано в автоматизиро ванных линиях но производству безраструб ных дренажных труб.
Цель изобретения - повышение производительности и улучшение качества труб.
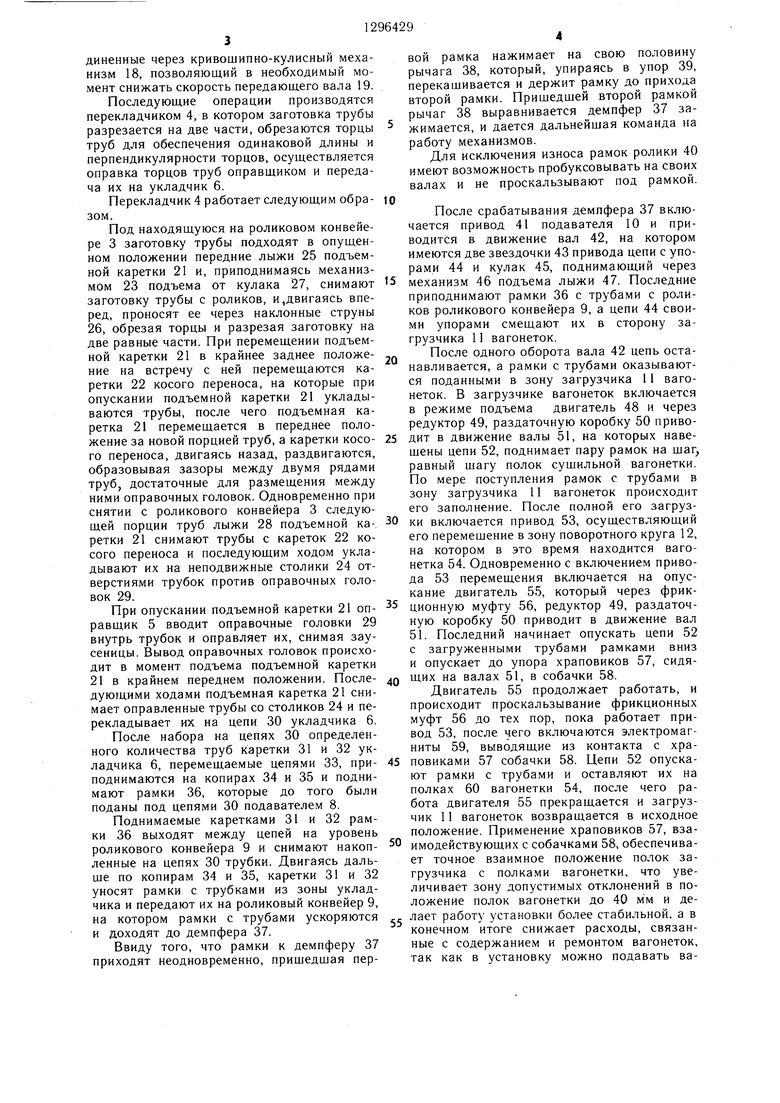
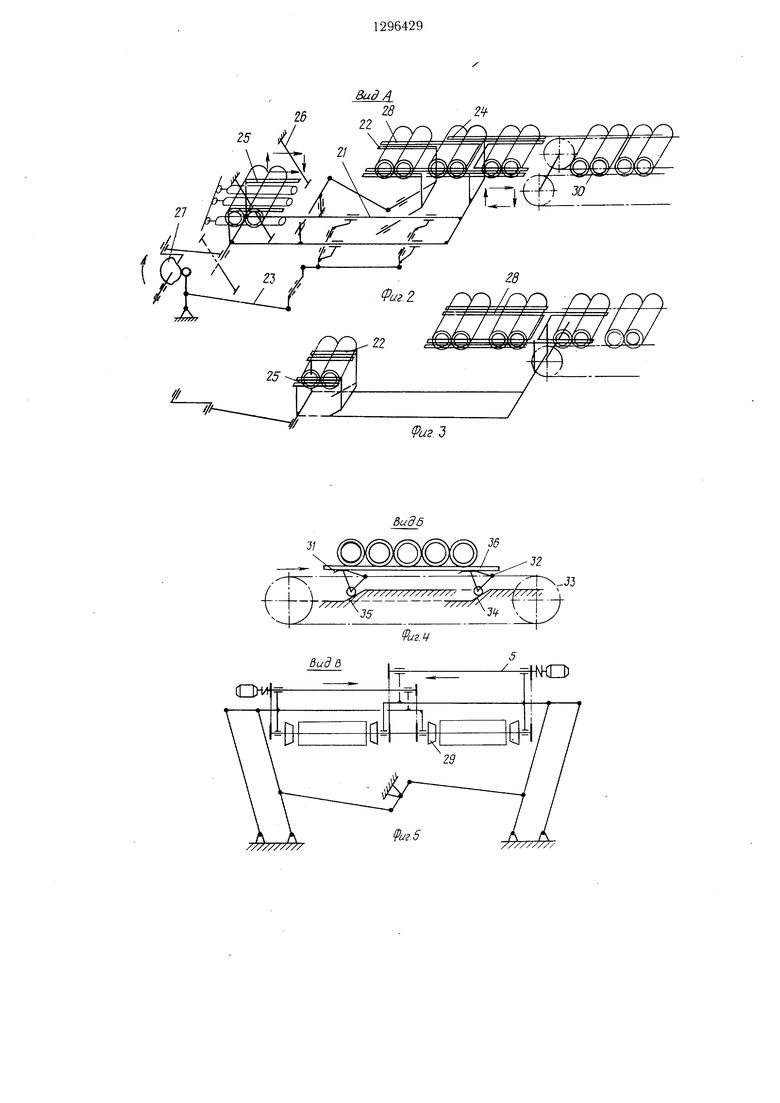
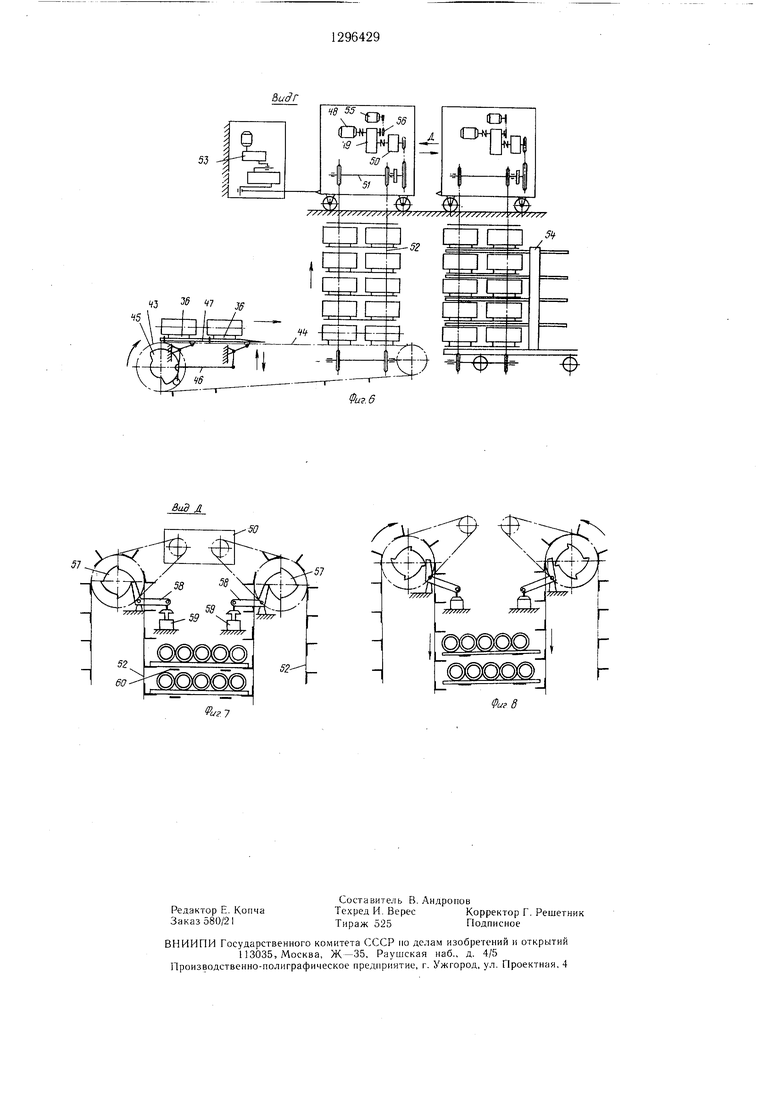
На фиг. 1 изображена установка, общий вид; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - перекладчик после переноса труб, заднее положение (механизм подъема условно не показан); на фиг. 4 - вид Б па фиг. 1; на фиг. 5 - вид В на фиг. I; на фиг. б вид Г на фиг. 1; на фиг. 7 - вид Д на фиг. 6; на фиг. 8 - то же, после перегруза рамок с трубами на вагонетку.
Устройство для укладки дренажных труб на сушильную вагонетку содержит однострунный резательный автомат , имеющий общий синхронный привод конвейера 2 отбора труб, роликовый конвейер 3, перекладчик 4,оправгцик 5, синхронный укладчик 6, кассету 7, подаватель 8 и снабженные независимыми приводами роликовый конвейер 9 груженых рамок, цепной подаватель 10, загрузчик 11 вагонеток элеваторного тина и поворотный круг 12.
Резательный автомат оснащен электронным блоком 13 управления с роликом 14, служащим для управления приводом синхронной части установки, осуществляемым от двигателя 15. Привод CMii- хронной части помимо двигателя 15 имеет в своем составе редуктор 16, раздаточную коробку 17, соединенные между собой кулисным механизмом 18, а также передающий вал 19. Роликовый конвейер 3 имеет в своем составе упор 20, служапши для упора труб в конце движения но ко шейеру.
Перекладчик 4, служащий для uoniafo- вого перемещения труб, имеет в своем составе подъемную каретку 21, каретку 22 косого переноса, механизм 23 подъема и опускания, неподвижные столики 24. Подъемная каретка 21 имеет передние лыжи 25.
Для разрезки заготовок труб на отдельные трубы служат наклонные 26. Механизм 23 подъема и опускания управ- ляется кулаком 27, насажемиы.м на к)и- .вошипном валу привода каретки 21. Zl- iH перемещения труб в зоне оправи Иков служат лыжи 28 подъемной каретки 21.
Оправщики 5, служащие для оправки торцов труб от заусенцев, имеют справочные головки 29, приводимые во вращение от электродвигателей. Укладчик 6 служит для накопления определенного количества труб, укладки их на рамки и выдачи загруженных рамок на роликовый конвейер 3, имеющий в своем составе цепи 30, на которых накапливаются трубы каретки 31 и 32, закрепленные на цепях 33, и копиры 34 и 35, служащие для подъема кареток. Кассета 7 служит для накопления в ней рамок 36,
5
0
которые из кассеты поступают в подаватель 8, служащий для последующей подачи их в укладчик 6. Роликовый конвейер служит для приема рамск с трубами от укладчика и плавной остановки их посредством демпфера 37, который имеет балан- сирный двуплечий рычаг 38, ход которого ограничивается упорами 39, Ролики 40 выполнены с возможностью пробуксовки на своих ва.лах. Подаватель 10 служит для съема рамок с трубами с роликовог о конвейера 9 и пос.педующей их подачи в зону загрузки. Он имеет в своем составе привод 41 для привода вала 42 с насаженными на нем звездочками 43 и цепя.ми с упорами 44. На валу 42 насажен кулак 45, осуществляющий через механизм 46 подъема подъем лыж 47. по которым сколь- зи т рамка при ее сдвиге в сторону загрузчика вагонеток.
Загрузчик 11 вагонеток слу.жит для накопления рамок с трубами и передачи их па сущильн К) вагонетку и представляет собой устапов.леннуЮ на эстакаде каретку, на которой установлен механиз.м подъема в составе двигателя 48, редуктора 49, разда- точпой коробки 50, валов 51, на которых установлены звездочки. На последних навещены плечи цепей 52 с полками. Для перемещения каретки служит привод 53. На каретке также смонтирована система опускания пеней 52 с полками. Вагонетка 54 является транспортным элементом цеха. Система опускания цепей включает двигатель 55, ф рикционную муфту 56, храповики 57, собачки 58 и Эь К ктромагниты 59. На консольные полки 60 вагонетки 54 укладывают- с.ч рамки с трубами.
Установка |)аботает с.чедующи.м образо.м.
Формуемый прессом брус, имеюплий в поперечном сечении фор.уП дренажных труб, поступает в одпостру|-)ный резатель -1ый автомат 1, котор|51Й отрезает заготовку трубы. Установленный над брусом блок 13 управления, войдя в KoiiTaxT своим ролико.м 14 с заготовкой трубы, задает через электроконтактную CHCTCiviy управ.ления вращение двигателю 5, который через систему передач обеспечивает пропорционально-синхронные движения механиз.чоЕ конвейера 3, перекладчика 4, оправщика 5, укладчика 6, кассеты 7 и подавателя 8. Отрезанная однострунным резательны.м автомато. 1 заготовка трубы поступает на конвейер-2 отбора труб, отбирается с ускорением от резательного автомата 1, передается па роликов1)1Й конвейер 3. При подходе т)уб.ы : упору 20 роликовый конвейер 3 и конвейер 2 отбора труб у.меиьп ает скорость к труба входит в контакт с упором 20 на скорости, исключаю- деформацию торца трубы от удара. Это .достигается тем, что п|)ивод конвейера 2 отбора труб и роликового конвейера 3 осу- и1ествляется от дви1 чтеля 15 через редуктор 16 и раздаточмую коробку 17. соединенные через кривошипно-кулисный механизм 18, позволяющий в необходимый момент снижать скорость передающего вала 19.
Последующие операции производятся перекладчиком 4, в котором заготовка трубы разрезается на две части, обрезаются торцы труб для обеспечения одинаковой длины и перпендикулярности торцов, осуществляется оправка торцов труб оправщиком и передача их на укладчик 6.
Перекладчик 4 работает следующим обра- ю зом.
Под находящуюся на роликовом конвейере 3 заготовку трубы подходят в опущенном положении передние лыжи 25 подъемной каретки 21 и, приподнимаясь механизвой рамка нажимает на свою половину рычага 38, который, упираясь в упор 39, перекащивается и держит рамку до прихода второй рамки. Прищедшей второй рамкой рычаг 38 выравнивается демпфер 37 зажимается, и дается дальнейщая команда на работу механизмов.
Для исключения износа рамок ролики 40 имеют возможность пробуксовывать на своих валах и не проскальзывают под рамкой.
ков роликового конвейера 9, а цепи 44 своими упорами смещают их в сторону загрузчика 11 вагонеток.
После одного оборота вала 42 цепь останавливается, а рамки с трубами оказываются поданными в зону загрузчика 1 1 вагонеток. В загрузчике вагонеток включается в режиме подъема двигатель 48 и через редуктор 49, раздаточную коробку 50 привоПосле срабатывания демпфера 37 включается привод 41 подавателя 10 и приводится в движение вал 42, на котором имеются две звездочки 43 привода цепи с упорами 44 и кулак 45, поднимающий через
мом 23 подъема от кулака 27, снимают 5 механизм 46 подъема лыжи 47. Последние заготовку трубы с роликов, и,двигаясь впе-приподнимают рамки 36 с трубами с роли- ред, проносят ее через наклонные струны 26, обрезая торцы и разрезая заготовку на две равные части. При перемещении подъемной каретки 21 в крайнее заднее положе--Q ние на встречу с ней перемещаются каретки 22 косого переноса, на которые при опускании подъемной каретки 21 укладываются трубы, после чего подъемная каретка 21 перемещается в переднее положение за новой порцией труб, а каретки косо-25 дит в движение валы 51, на которых наве- го переноса, двигаясь назад, раздвигаются,шены цепи 52, поднимает пару рамок на шаг, образовывая зазоры между двумя рядамиравный щагу полок сущильной вагонетки, труб, достаточные для размещения междуПо мере поступления рамок с трубами в ними оправочных головок. Одновременно призону загрузчика 11 вагонеток происходит снятии с роликового конвейера 3 следую-его заполнение. После полной его загруз- щей порции труб лыжи 28 подъемной ка-30 ки включается привод 53, осуществляющий ретки 21 снимают трубы с кареток 22 ко-его перемещение в зону поворотного круга 12, сого переноса и последующим ходом укла-на котором в это время находится ваго- дывают их на неподвижные столики 24 от-нетка 54. Одновременно с включением приво- верстиями трубок против оправочных голо-да 53 перемещения включается на опус- вок 29.кание двигатель 55, который через фрик- При опускании подъемной каретки 21 оп- ционную муфту 56, редуктор 49, раздаточ- равщик 5 вводит оправочные головки 29ную коробку 50 приводит в движение вал внутрь трубок и оправляет их, снимая зау-51. Последний начинает опускать цепи 52 сеницы. Вывод оправочных головок происхо-с загруженными трубами рамками вниз дит в момент подъема подъемной кареткии опускает до упора храповиков 57, сидя- 21 в крайнем переднем положении. После-до валах 51, в собачки 58. дующими ходами подъемная каретка 21 сни-Двигатель 55 продолжает работать, и мает оправленные трубы со столиков 24 и пе-происходит проскальзывание фрикционных рекладывает их на цепи 30 укладчика 6.муфт 56 до тех пор, пока работает при- После набора на цепях 30 определен-вод 53, после чего включаются электромаг- ного количества труб каретки 31 и 32 ук-ниты 59, выводящие из контакта с хра- ладчика 6, перемещаемые цепями 33, при-45 повиками 57 собачки 58. Цепи 52 опускаподнимаются на копирах 34 и 35 и поднимают рамки 36, которые до того были поданы под цепями 30 подавателем 8.
Поднимаемые каретками 31 и 32 рамки 36 выходят между цепей на уровень
ют рамки с трубами и оставляют их на полках 60 вагонетки 54, после чего работа двигателя 55 прекращается и загрузчик 11 вагонеток возвращается в исходное положение. Применение храповиков 57, взароликового конвейера 9 и снимают накоп- имодействующих с собачками 58, обеспечива- ленные на цепях 30 трубки. Двигаясь даль- ет точное взаимное положение полок за- ше по копирам 34 и 35, каретки 31 и 32 грузчика с полками вагонетки, что уве- уносят рамки с трубками из зоны уклад- личивает зону допустимых отклонений в по- чика и передают их на роликовый конвейер 9, ложение полок вагонетки до 40 мм и де- на котором рамки с трубами ускоряются лает работу установки более стабильной, а в и доходят до демпфера 37.конечном итоге снижает расходы, связанные с содержанием и ремонтом вагонеток, так как в установку можно подавать ваВвиду того, что рамки к демпферу 37 приходят неодновременно, прищедщая первой рамка нажимает на свою половину рычага 38, который, упираясь в упор 39, перекащивается и держит рамку до прихода второй рамки. Прищедшей второй рамкой рычаг 38 выравнивается демпфер 37 зажимается, и дается дальнейщая команда на работу механизмов.
Для исключения износа рамок ролики 40 имеют возможность пробуксовывать на своих валах и не проскальзывают под рамкой.
ков роликового конвейера 9, а цепи 44 своими упорами смещают их в сторону загрузчика 11 вагонеток.
После одного оборота вала 42 цепь останавливается, а рамки с трубами оказываются поданными в зону загрузчика 1 1 вагонеток. В загрузчике вагонеток включается в режиме подъема двигатель 48 и через редуктор 49, раздаточную коробку 50 привомеханизм 46 подъема лыжи 47. Последние приподнимают рамки 36 с трубами с роли- дит в движение валы 51, на которых наве- шены цепи 52, поднимает пару рамок на шаг, равный щагу полок сущильной вагонетки, По мере поступления рамок с трубами в зону загрузчика 11 вагонеток происходит его заполнение. После полной его загруз- ки включается привод 53, осуществляющий его перемещение в зону поворотного круга 12, на котором в это время находится ваго- нетка 54. Одновременно с включением приво- да 53 перемещения включается на опус- кание двигатель 55, который через фрик- ционную муфту 56, редуктор 49, раздаточ- ную коробку 50 приводит в движение вал 51. Последний начинает опускать цепи 52 с загруженными трубами рамками вниз и опускает до упора храповиков 57, сидя- валах 51, в собачки 58. Двигатель 55 продолжает работать, и происходит проскальзывание фрикционных муфт 56 до тех пор, пока работает при- вод 53, после чего включаются электромаг- ниты 59, выводящие из контакта с хра- повиками 57 собачки 58. Цепи 52 опускамеханизм 46 подъема лыжи 47. Последние приподнимают рамки 36 с трубами с роли- дит в движение валы 51, на которых наве- шены цепи 52, поднимает пару рамок на шаг, равный щагу полок сущильной вагонетки, По мере поступления рамок с трубами в зону загрузчика 11 вагонеток происходит его заполнение. После полной его загруз- ки включается привод 53, осуществляющий его перемещение в зону поворотного круга 12, на котором в это время находится ваго- нетка 54. Одновременно с включением приво- да 53 перемещения включается на опус- кание двигатель 55, который через фрик- ционную муфту 56, редуктор 49, раздаточ- ную коробку 50 приводит в движение вал 51. Последний начинает опускать цепи 52 с загруженными трубами рамками вниз и опускает до упора храповиков 57, сидя- валах 51, в собачки 58. Двигатель 55 продолжает работать, и происходит проскальзывание фрикционных муфт 56 до тех пор, пока работает при- вод 53, после чего включаются электромаг- ниты 59, выводящие из контакта с хра- повиками 57 собачки 58. Цепи 52 опускают рамки с трубами и оставляют их на полках 60 вагонетки 54, после чего работа двигателя 55 прекращается и загрузчик 11 вагонеток возвращается в исходное положение. Применение храповиков 57, взагонетки с более деформированными полками, чем в том случае, если бы остановка цепей 52 производилась электрическими командами.
Применение системы остановки цепей 52 по храповикам позволяет также работать с уменьшенными шагами полок вагонеток, что увеличивает коэффициент заполнения сушил трубами. После прихода загрузчика 11 вагонеток в исходное положение поворотный круг 12 разворачивается на 180° и после загрузки второй стороны вагонетки она сни
мается с поворотного круга, а на ее место подается новая вагонетка. Цикл повторяется.
Предлагаемая установка для укладки дренажных труб на сушильную вагонетку за счет устранения ряда самостоятельных приводов и упрош,ения кинематических связей и электроавтоматики упрощает конструкцию автомата .аля резки, укладки дренажных труб, уменьшает его металлоемкость, повышает производительность к выход доброкачественной продукции.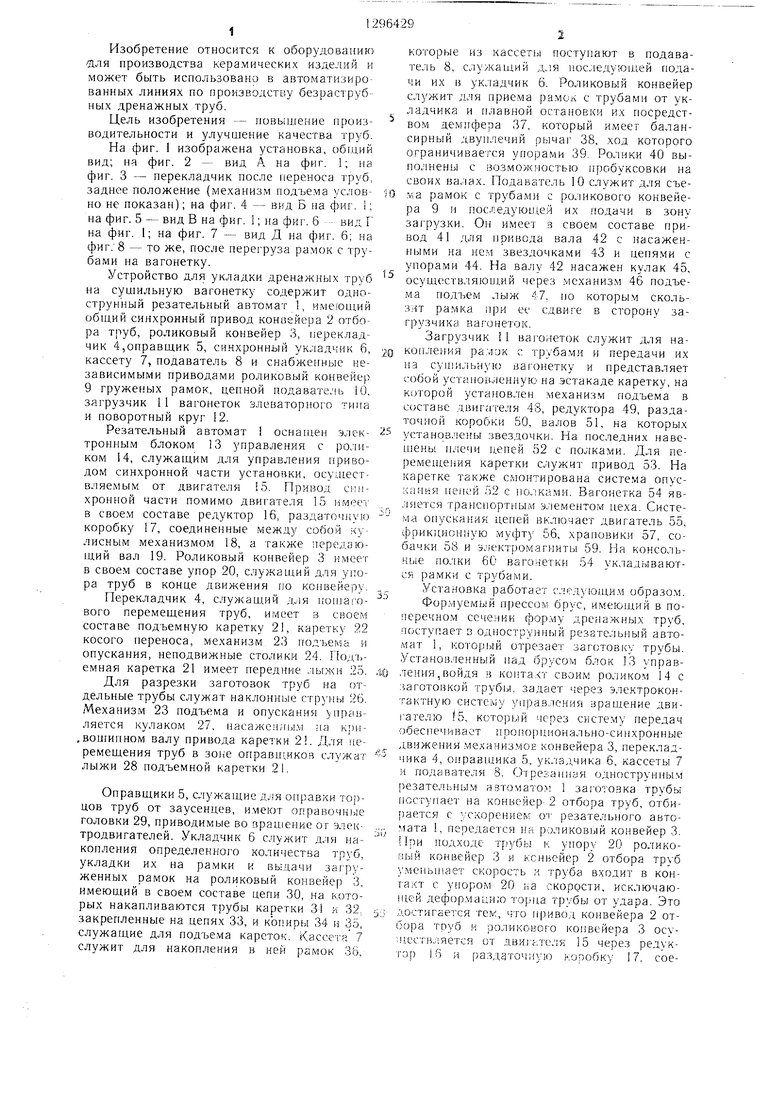

| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для укладки керамических камней на сушильные вагонетки | 1983 |
|
SU1133104A1 |
| Поточная линия | 1975 |
|
SU590142A1 |
| Автоматическая линия для производства керамических изделий | 1986 |
|
SU1369898A1 |
| Установка для укладки керамических изделий на печную вагонетку | 1977 |
|
SU742145A1 |
| Установка для съема кирпича сСушильНОй ВАгОНЕТКи | 1979 |
|
SU814760A1 |
| Поточная линия для производства дренажных раструбных труб | 1983 |
|
SU1079456A1 |
| Поточная линия для производства керамических труб | 1977 |
|
SU737218A1 |
| Автомат-укладчик керамических дренажных труб | 1982 |
|
SU1041303A1 |
| Установка для укладки сырца керамических камней на сушильную вагонетку | 1976 |
|
SU579148A1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ФОРМОВКИ И СУШКИ КЕРАМИЧЕСКОГО КИРПИЧА ПЛАСТИЧЕСКОГО ФОРМОВАНИЯ | 2013 |
|
RU2534283C2 |
,4/
гб
Tf г- .Г7
PLГ
вид А
28т
2 у-у-Л /7
г
/on /т
ItittI // 7/
о
(риг.Ъ
J/
/7777///77
/////////
53
« Ж w 3g
VU7.6
игЛ
Составитель Ei. Андропов
Техред И. ВересКорректор Г. Решетник
Тираж 525Подписное
ВНИИПИ Государственного комитета СССР по делам изобретений и открытий
113035, Москва, Ж-35, Раушская наб., д. 4/5 Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| УСТАНОВКА ДЛЯ РЕЗКИ И УКЛАДКИ ИЗДЕЛИЙ НА КОНСОЛЬНЫЕ СУШИЛЬНЫЕ ВАГОНЕТКИВСЕСОЮЗНАЯi*TErM-Tcx::r;?::HAflЫ^БЛИОТ.ГКА | 0 |
|
SU309834A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
| АНОВКА ДЛЯ ПЕРЕМЕЩЕНИЯ КЕРАМИЧЕСКИХ | 0 |
|
SU329019A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
