Изобретение относится к электротехнике, а именно к производству электромагнитных реле, и может быть использовано в радиотехнической, приборостроительной и электронной промышленности,
Известны электромагнитные реле, например РЭС 49, имеющие полюса, якорь, подвижный контакт, катушку управления м другие детали реле.
Сложцая конфигураций собираемых деталей, значительные трудности, вызываемые их ориентированием в пространстве, ограничения по нарушению поверхностного слоя деталей, ограничения по точности взаимного расположения деталей привели к тому, что сборка реле конструкций повсеместно осуществляется с использованием ручных операций.
Известны автоматизированные линии для сборки электромагнитных реле, обеспечивающие захват и ориентирование собираемых деталей электромагнитных реле. Они содержат поворотный многопозиционный ротор, на котором имеются сборные позиции, а вблизи ротора расположены механизмы для выполнения сборочных операций.
Однако известные автоматизированные линии не могут быть применены для сборки миниатюрных электромагнитных реле {например РЭС 49) из-за сложности формы входящих в реле деталей, трудности их ориентирования и высокой точности позиционирования собираемых деталей при сборке.
Известны также автоматические линии для сборки магнитных систем электромагнитных реле. В таких автоматических линиях используются захватные механизмы с приводом, многопозиционные поворотные столы, накопители, включающие в себя вибробункеры и кассеты, предназначенные для собираемых деталей, многопозиционный поворотный стол снабжен фиксирующими приспособлениями для собираемых деталей, разгрузочный механизм, механизм для гибки концов планки реле и механизм для сброса деталей.
Однако сложность захватных механизмов, невозможность обеспечения высокой точности перемещения захватных устройств не обеспечивают точности и надежности сборки.
Цель изобретения - обеспечение точности и надежности сборки магнитной системы электромагнитного реле.
Это достигается тем, что в автоматической линии для сборки магнитной системы электромагнитного реле, содержащей захватный механизм с приводом,поворотный
многопозиционный стол, накопитель, включающий в себя вибробункер и кассеты, предназначенные для собираемых деталей, стол, снабженный фиксирующими приспособлениями для собираемых деталей, сварочные механизмы, разгрузочный механизм, механизм для гибки концов планки реле и механизм для сброса деталей, в качестве привода захватного механизма использован программно управляемый двухкоординатный линейный шаговый двигатель с набором захватных пневматических головок, кассеты выполнены с пазами для ориентированного расположения деталей собираемой магнитной системы, фиксирующее приспособление выполнено в виде жесткого шаблона с отверстиями установленного в плавающей опоре, линия снабжена стопорным механизмом, установленным
0 на основании автоматической линии, выполненным ь виде клиньев, предназначенных для введения в указанный жесткий шаблон, и дополнительного пневмопривода. Фиксирующее приспособление снаОже5 но шестерней, а автоматическая линия снабжена зубчатой рейкой так, что шестерня и рейка имеют возможность взаимодействия для обеспечения .переворота шаблона.
0В автоматической линии набор головок
захватного механизма выполнен в виде трех головок, каждая из которых предназначена для захвата деталей собираемой магнитной системы электромагнитного реле, причем
5 первая - для захвата одновременно двух ориентированных полюсов, вторая - для захвата якоря, третья - для одновременного захвата кольца с планкой или кольца со стойкой, а вибробункер выполнен с направляющими, обеспечивающими ориентацию и подачу в зону захвата одновременно двух полюсов.
На фиг. 1 схематически показана автоматическая линия для сборки магнитной системы (для реле РЭС 49); на фиг. 2 - то же, вид сбоку; на фиг. 3 - фиксирующее приспособление; на фиг. 4 - схема сборки магнитопровода реле РЭС 49.
Автоматическая линия содержит поворотный многопозиционный стол 1 с планшайбой 2, на которой установлены фиксирующие приспособления 3 дг-я собираемых деталей. Вблизи планшайбы расположена зубчатая рейка 4.
Автоматическая линия содержит также
5 захватнь й механизм 5 с набором из трех захватных пневматических головок 6-8. Для перемещения захватного механизма предназначен привод, в качестве которого использован двухкоординатный линейный
шаговый двигатель (ЛШД) 9. Под приводом в зоне функционирования захватного механизма расположен накопитель 10, включающий в себя вибробункер 11 с направляющими, обеспечивающими ориентацию и подачу в зону захвата одновременно двух полюсов, и кассеты 12-15 с возможностью ориентированного расположения деталей.
Вокруг поворотного стола 1 размещены сварочные механизмы 16 и 17, разгрузочный механизм 18, механизм 19 для гибки концов планки реле, механизм 20 для сброса деталей и стопорные механизмы 21.
Фиксирущее приспособление 3 включает в себя жесткий шаблон 22, с пазом 23 для размещения собираемых деталей и с отверстиями 24 для ориентации шаблона на сборочный позициях. Шаблон 22 установлен в плавающей опоре 25. Фиксирующее приспособление 3 дополнительно снабжено шестерней 26. Стопорный механизм 21 выполнен в виде конических клиньев 27, предназначенных для вхождения в жесткий шаблон 22, и Дополнительного пневматического привода 28 стопорного механизма 21.
Головка 6 захватного механизма предназначена для захвата одновременно двух ориентированных пблюсов реле, головка Z - для захвата якоря, головка 8 - для одновременного захвата кольца с планкой или стойкой.
Автоматическая линия работает следующим образом.
В вибробункер 11 загружают полюса собираемой магнитной системы реле. В кассеты 12-15 устанавливают другие детали собираемого магнитопровода реле, ориентированные для последующей сборки. ЛШД 9 начинает перемещать захватный механизм 5 с наборрм пневматических захватных головок 6-8 к вибробункеру 11 и к кассетам 12-15. Головки 6-8 захватывают соответствующие детали собираемой магнитной системы реле. В начале сборки к фиксирующему приспособленинэ 3 подходит стопорный механизм 21 и ориентирует жесткий шаблон 22 в сборочной позиции. Затем ЛШД 9 перемещает захватный механизм к фиксирующему приспособлению 3 и устанавливает в нем детали собираемого реле. Детали зажимаются в жестком шаблоне 22. После установки и зажима деталей собираемого реле стопорный механизм 21 отводится от фиксирующего приспособления 3, давая возможность для поворота планшайбь 2 поворотного стола 1.
Затем включается поворотный стол 1 и поворачивает планшайбу 2 на один шаг. При этом фиксирующее приспособление 3 с собираемыми деталями реле перемещается на следующую позицию.
На тех позициях поворотного стола 1, на которых установлены сварочные механизмы 16 и 17, производится сварка собираемых деталей магнитной системы реле. Для этого перед началом сварки к фиксирующему приспособлению 3 снова подводится стопорный механизм 21, который снова ориентирует жесткий шаблон 22 в положение, требуемое для сварки, а после окончания сварки стопорный механизм 21 отводится и освобождает фиксирующее приспособление 3.
В том месте, где установлен сегмент круговой зубчатой рейки 4, при повороте планшайбы 2 шестерня 26 входит в зацепление с рейкой 4, обкатывается по рейке 4, поворачивая шаблон 22 на 180°.
Все сборочные механизмы и программно управляемый ЛШД работают одновременно по командам программируемой системы управления. Длительность такта работы автоматической линии определяет сумма времени наиболее длительно работающего сборочного механизма и времени поворота стола на один шаг.
Для сборки магнитной системы реле РЭС 49 требуется два полных цикла поворота стола 1, так как во время первого цикла производится сборка полюсов 28, якоря 19, кольца 30, стойки 31 и их сварка в необходимых местах. А при втором цикле поворота стола 1 дополнительно собирают второе кольцо 31, планку 33 с последующей сваркой.
На той позиции, где расположен разгрузочный механизм 18, механизм 19 для гибки концов планки и механизм 20 для сброса магнитопровода реле, последовательно осуществляются операции разгрузки магнитопровода реле, гибки концов планки и сброс магнитопровода реле в тару.
В результате магнитная система реле собрана.
Предлагаемое устройство по сравнению с известными за счет использования программно управляемого двухкоординатного линейного шагового привода и использования в фиксирующем приспособлении плавающих опор обеспечивает полную автоматизацию и надежную сборку магнитной системы реле с требуемой точностью. Формула изобретения 1. Автоматическая линия для сборки магнитной системы электромагнитного реле, содержащая захватный механизм с приводом, поворотный многопозиционный стол, накопитель, включающий в себя вибробункер и кассеты, предназначенные для
собираемых деталей, стол, снабженный фиксирующими приспособлениями для собираемых деталей, сварочные механизмы, разгрузочный механизм, механизм для гибки концов планки реле и механизм для сброса деталей, отличающаяся тем,что, с целью обеспечения точности м надежности сборки, в качестве привода захватного механизма использован программно-управляемый двухкоординатный линейный шаговый двигатель с набором захватных пневматических головок, кассеты выполнены с пазами для ориентированного расположения деталей собираемой магнитной системы, фиксирующее приспособление выполнено в виде жесткого шаблона с отверстиями, установленного в плавающей опоре, линия стопорным механизмом, установленным на основании автоматической линии, выполненным в виде клиньев, предназначенных для введения в
в S
указанный жесткий шаблон, и дополнительного пневмопривода, при этом фиксирующее приспособление снабжено шестерней, а автоматическая линия снабжена зубчатой
рейкой так, что шестерня и рейка имеют возможность взаимодействия для обеспечения переворота шаблона.
2. Автоматическая линия по п. 1, о т л ичающаяся тем, что набор головок
захватного механизма выполнен в виде трех головок, каждая из которых предназначена для захвата деталей собираемой магнитной системы злектромагнитного реле, причем первая - для захвата одновременно двух
ориентированных полюсов, вторая -для захвата якоря, третья - для одновременного захвата кольца с планкой или кольца со стойкой, а вибробункер выполнен с направляющими, обеспечивающими ориентацию и
подачу в зону захвата одновременно двух полюсов.
/ /; у 3
Фиг. 

| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для сборки узлов | 1977 |
|
SU677801A1 |
| Устройство для сборки узла якоря с толкателем герметичного реле | 1983 |
|
SU1098049A1 |
| Устройство для сборки герметичного реле | 1984 |
|
SU1229854A1 |
| Устройство для сборки узла из двух миниатюрных деталей электромагнитного реле | 1990 |
|
SU1709419A1 |
| Полуавтомат для сборки вальцовкой узлов | 1983 |
|
SU1138288A1 |
| Станок для сборки узлов запрессовкой | 1978 |
|
SU745642A1 |
| Способ сборки каркасов катушек электромагнитных реле | 1975 |
|
SU555459A1 |
| "Способ автоматической сборки узла магнитной системы электромагнитного реле с узлом "катушка-сердечник" | 1990 |
|
SU1737548A1 |
| Многопозиционный сборочный автомат | 1981 |
|
SU921760A1 |
| Полуавтомат для сборки магнитной и контактной систем герметичного реле | 1983 |
|
SU1111214A1 |

Изобретение относится к системам автоматизации техноло1'ических процессов, в частности для сборки магнитных систем электромагнитных реле. Цель изобретения -обеспечение точности и надежности сборки. Двухкоординатный программно-управляемый линейный шаговый двигатель 9 перемещает захватный механизм 5 с набором из трех захватных пневмомагнитных головок 6-8, которые подводятся к накопителю 10, извлекают из вибробункера ( 11 и кассет 12-15 собираемые детали и подают их на позицию многопозиционного поворотного стола 1 в фиксирующее приспособление 3, где детали зажимаются. При повороте планшайбы 2 поворотного стола 1 фиксирующее приспособление 3 проходит сборочные позиции, на которых производят необходимые для сборки магнитной системы реле операции, включая и гибку концов планки. Полная сборка магнитной системы реле производится за два полных поворота многопозиционного поворотного стола 1 с осуществлением двух переворотов собираемой магнитной системы на 180°. 1 з.п. ф-лы, 4 ил.(Лс/7•vj о о J^^>&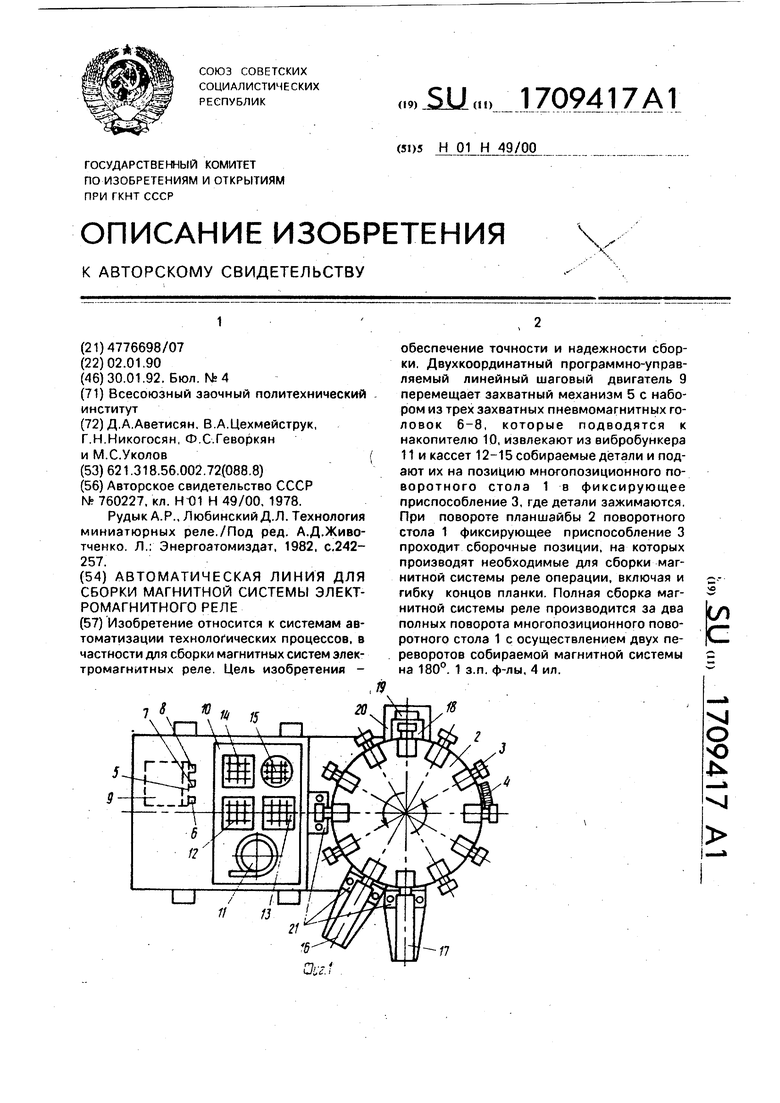
| Авторское свидетельство СССР № 760227, кл | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Технология миниатюрных реле./Под ред | |||
| А,Д.Живо- тченко | |||
| Л.: Энергоатомиздат, 1982, с,242- 257 | |||
