CD
;D
C7I
1
Изобретение относится к дуговой сварке плавящимся электродом и может быть использовано в различных отраслях промьшшенности.
Цель изобретения - повышеиие надемгости возбуждения дуги.
На фиг,1 представлена осциллограмма падения напряжения U на дуговом промежутке; на фиг.2 - осциллограмма изменения тока 1; на фиг.З - осциллограмма изменения скорости п вращения привода.
В момент tjj осуществляют подачу электрода к изделию. В момент t происходит закорачивание дугового промежутка. Одновременно через электрод пропускают ток I и р.еверсируют привод. Вследствие иперционности привода отрыв электрода и возбулодение вспомогательной дуги наступают в момент t , при этом обеспечивают ток вспомогательной дуги на уровне I. . В момент 1„ ocyD ecтвляют повторный реверс привода для сообщения электроду рабочей скорости . Моменты t и 12 выявляют посредствоь вспомогательного порогового элемента на дуговом промежутке С момента возбуждения дуги напряжение на дуговом промежутке непрерывно измеряют и сопоставляют с заданным пороговым значением U. После реверсирования-привода, вследствие инерционности последнего, конец электрода некоторое время удаляется от изделия, что сопровождается возрастанием абсолютной величины падения напряжения на дугово промежутке, далее происходит остановка электрода (момент tj) и последующее приближение конца электрода к изделию, сопровождающееся уменьшением величины падения напряжения на дуговом промежутке. Когда текущее значение напряжения при его уменьшении по абсолютной величине совпадает с заданным пороговым значimeM (момент t 4 ) осуществляют вклчение основной дуги (основного сварочного тока), который после переходного процесса принимает требуемое значение Ij.
995I5
В качестве порогового элемента по напряжению может быть, например применен триггер Шмитта.
Пример. Реализован процесс
5 контактного возбуждения дуги с- исполь-зованием механизма подачи от полуавтомата, электродной проволоки диаметром 1,2 мм при сварке в-среде углекислого газа. Вьшет электрода составляет 15 мм. Источник сварочного тока выпрямитель. Питание вспомохательной дуги осуществляется от источника с изменяемой круто падающей внешней ха- рактеристикой и напряжением холостого хода 60 В. Значение тока при предварительном замыкании электрода на изделие 10-30 А (при меньших значениях снижается надежность возбуждения вспомогательной дуги, при -больших
20 наблюдается приваривание электрода к изделию в период закорачивания ). Ток вспомогательной дуги поддерживается на уровне, минимально необходимом для устойчивого, без обрывов.,
25 горения вспомогательной дуги и составляет 30-50 А. Управление скоростью движения электрода осуществляется посредством реверсивного электропривода выполненного по типовой схеме, а изменение тока в сварочной цепи - с помощью тиристорных ключей. После реализации контактного возбуждения дуги устанавливали режим сварки при среднем токе 230-250 А и напряжении
35 на дуге 27-29 В.
Способ .применяется также дпя дуговой точечной сварки малогабаритных изделий ответственного назначения в условиях, когда длительность
Q горения дуги составляет 0,3-0,6 с и обеспечивает высокую надежность возбуждения дуги. При тщательно отрегулированном механизме подачи способ обеспечивает 100% возбуждение
45 дуги, что позволяет эффективно использовать его при сварке тонкой электродной проволокой, в работах для дуговой сварки, при сварке коротких швов, а также в других случаях, где качество сварки связано с надежностью начального возбуткдения дуги.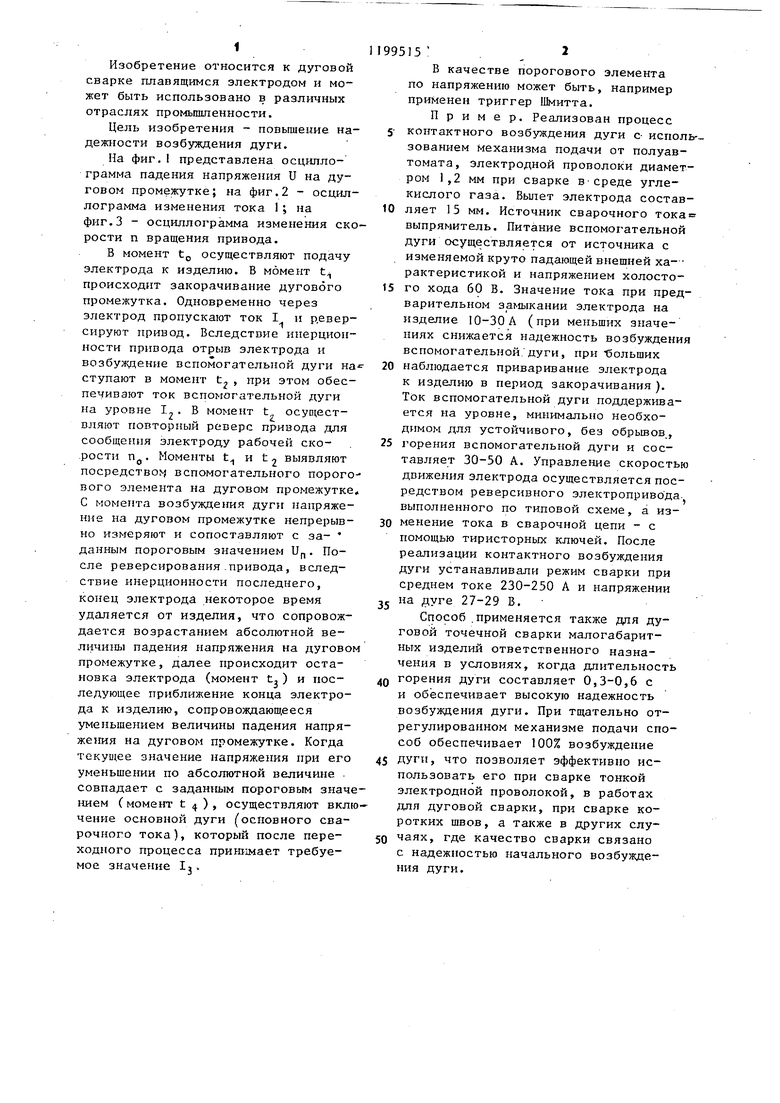
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ электродуговой сварки плавящимся электродом с короткими замыканиями дугового промежутка | 1985 |
|
SU1299730A2 |
| СПОСОБ ДУГОВОЙ СВАРКИ С УПРАВЛЯЕМЫМ ПЕРЕНОСОМ ЭЛЕКТРОДНОГО МЕТАЛЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2359796C1 |
| Способ электродуговой сварки плавящимся электродом с короткими замыканиями дугового промежутка | 1985 |
|
SU1278151A2 |
| ОДНОФАЗНЫЙ СВАРОЧНЫЙ ВЫПРЯМИТЕЛЬ | 1992 |
|
RU2086372C1 |
| Устройство для точечной электродуговой сварки плавящимся электродом | 1989 |
|
SU1632676A1 |
| Способ электродуговой сварки плавящимся электродом с короткими замыканиями дугового промежутка | 1982 |
|
SU1053993A2 |
| Способ дуговой сварки плавящимся электродом с короткими замыканиями дугового промежутка и устройство для его осуществления | 1986 |
|
SU1434636A1 |
| Способ дуговой сварки плавящимся электродом | 1979 |
|
SU951810A1 |
| Способ возбуждения дуги при сварке плавящимся электродом | 1980 |
|
SU941065A1 |
| Способ ручной электродуговой сварки | 1980 |
|
SU946841A2 |
СПОСОБ ВОЗБУЖДЕНИЯ ДУГИ ПРИ СВАРКЕ ПЛАВЯПЯМСЯ ЭЛЕКТРОДОМ, при котором электрод подают к изделию до короткого замыкания, отрывают его от изделия, возбузвдают вспомога тельную дугу и одновременно с возбуждением вспомогательной дуги сообщают электроду движение в сторону изделия с последующим включением основной сварочной дуги, о тт личающийся тем, что, с целью повышения надежности возбужде-. ния дуги, в период горения вспомогательной дуги непрерьюно измеряют напряжение на дуговом промежутке, а .включение основной дуги осуществляют в момент достижения им величины 5-25 В.
| Приспособление для разматывания лент с семенами при укладке их в почву | 1922 |
|
SU56A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| РЖ Сварка, 1981, № 5, реф | |||
| Кипятильник для воды | 1921 |
|
SU5A1 |
