(54) СПОСОБ. СБОРКИ ПОД СВАРКУ
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СБОРКИ ПОД СВАРКУ | 1996 |
|
RU2111101C1 |
| Способ сборки изделий под сварку и устройство для его осуществления | 1985 |
|
SU1315205A1 |
| Устройство для сборки под сварку металлоконструкций | 1990 |
|
SU1738573A1 |
| СПОСОБ УВЯЗКИ И МОНТАЖА ОСНАСТКИ ДЛЯ СБОРКИ АГРЕГАТОВ | 1993 |
|
RU2079421C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТАВРОВЫХ ЭЛЕМЕНТОВ ОРТОТРОПНОЙ ПЛИТЫ | 2005 |
|
RU2288824C1 |
| СПОСОБ СБОРКИ ИНТЕРЬЕРА САЛОНА ПАССАЖИРСКОГО САМОЛЕТА | 2003 |
|
RU2240962C2 |
| Установка для сборки и монтажа оболочек покрытия конвейерным методом | 1984 |
|
SU1325156A1 |
| СПОСОБ КОРРЕКТИРОВКИ ФОРМЫ ПРИЛЕГАЮЩИХ ПЛОСКОСТЕЙ КОРПУСА СТАТОРА ГИДРОМАШИНЫ | 2000 |
|
RU2181165C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНОГО ТОНКОСТЕННОГО СВАРНОГО ИЗДЕЛИЯ С ТОЛСТОСТЕННЫМИ НАВЕСНЫМИ ЭЛЕМЕНТАМИ | 2019 |
|
RU2718507C1 |
| Устройство для определения и контроля угловых и линейных координат элементов трубопровода | 1990 |
|
SU1747866A1 |

Изобретение относится к изготовлению Деталей и узлов трубопроводов летательных аппаратов и может быть использовано в судостроительной и других областях промышленности.
Известен способ, при котором на монтажной плите монтируют шаблоны и нормализованные регулируемые по длине продольные и -поперечные элементы с хвостовиками 1.
Известные способы и устройства решают частные случаи точной сборки и не охватывают широкого разнообразия элементов трубопроводов в самолетостроении .
Детали и узлы трубопроводов в самолетостроении имеют сложные геометрические формы, поэтому изготовление сборочно-сварочных приспособлений сопряжено с необходимостью изготовления трудоемкой переходной оснастки: плазовых шаблонов, макетовболванок, эталонов. Сборка сборочносварочных приспособлений по макетам-болванкам, эталонам не обеспечивает точность деталей и узлов трубопроводов, необходимую для взаимозаменяемости.
Целью изобретения является повышение точности сборки.
Поставленная цель достигается тем, что согласно способу, при котором на монтажной плите монтируют шаблоны и нормализованые, регулируемые по длине продольные и поперечные элементы с хвостовиками, в шаблоне по его продольной оси выполняют отверстия, ограничивающие прямолинейные участки приспособления и шаблон уклащывают
10 на монтажную плиту и закрепляют, затем по отверстиям устанавливают технологические регулируетлле по высоте штангенрейсмусы и нормализованные продольные элементы приспособления
15 с хвостовиками закрепляют в центрах наконечников штангенрейсмусов. При этом на хвостовиках продольных элементов закрепляют поперечные элементы, каждый поперечный элемент дру20гим своим концом крепят на монтаз ной плите, а после крепления поперечных элементов штангенрейсмусы убирают.
Такой способ сборочно-сварочных приспособлений не требует нашичия
25 специального че Угежа приспособления, сокращает количество плазовых шаблонов, исключает макеты-болванки.
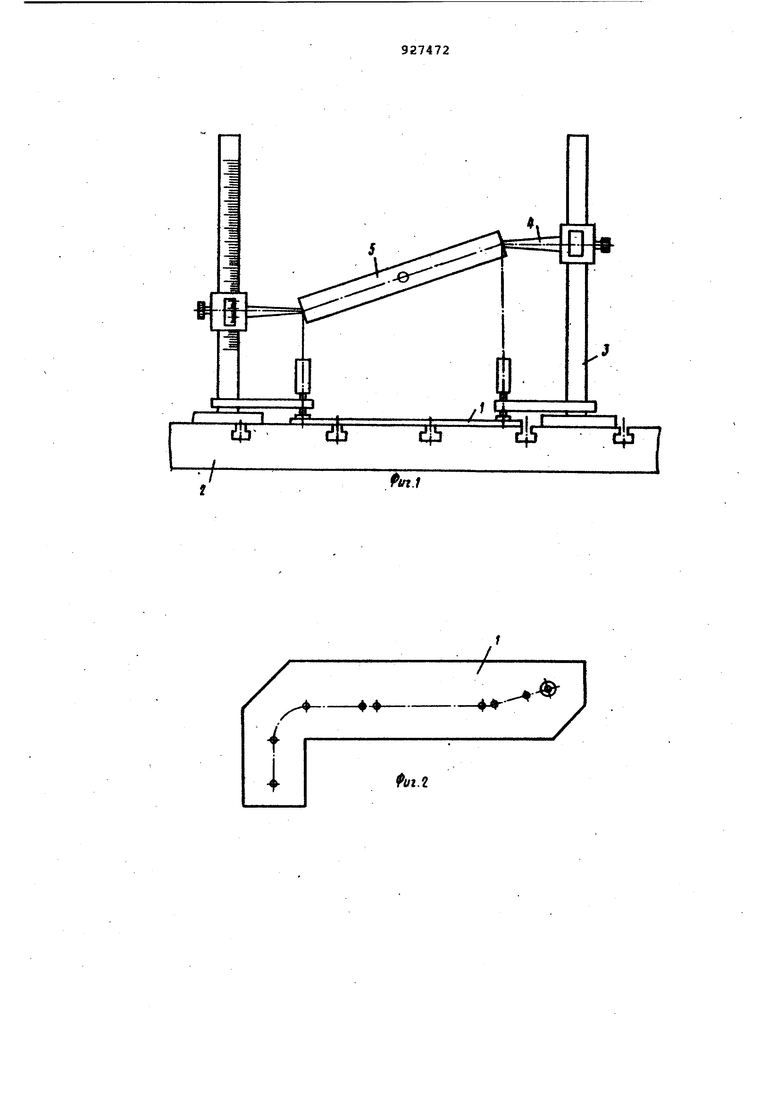
На фиг.1 показано сборочно-сварочное приспособление, вид спереди
30 на фиг42 - шаблон; на фиг. 3 - сборочно-сварочное приспособление, вид сбоку; на фиг. 4 - то же,в аксонометрии, По чертежу детали изготавливается плазбвый шаблон, представляющий собо проекцию оси детали на плоскость (фиг.2). В шаблоне по оси детали име ются отверстия по точкам, рграничива ющим прямолинейные участки детали. К каждой точке дается информация тре тьей координаты (высоты). Изготовленный шаблон 1 укладывает ся на монтажную плиту 2 и крепится с помощью прижимных планок (фиг,1). По двум отверстиям шаблона 1, являющимися границами прямолинейного участка, устанавливаются технологические штангенрейсмусы 3 и крепятся прижимными планк㹫и к монтажной плите (фиг. 1}. сферические наксдаечникй 4 штангенрейсмусов перемываются по штангам на высоты, указанные на шаблонах, и фиксир5 ются в таксм положении .механи ческим путем (фиг.1). По центрам сферических наксмечников штангенрейсмусов устанавливается нормализованныйf регулируемый по дли не элемент 5 продольный, снабженный хвостовик еж. к хвостовику 6 нормализованного элемента поцасдится нормализованный регулируемый по длине поперечный эле мент 7 с механизмом зажима я фиксаци хвостовика. Оомование элемента крепится к монтажной плите прижимньеиш планками, после чего ранее установле ные штангенрайсмусы увирамтся. Аналогично выстраиваются все последующие элементы приспособления. Под образовавшийся пространственный йакет на монтажную плиту помещаю основание будущего сборочно-сварочнбго приспособления и ведут сборку его из нормализованных элементов обычным способом. Пример выстраивания пространственного приспособления по предлагаемому способу показан на фиг.4 (на фиг.2, 3 и 4 прижимные планки условно не показаны). Предлагаемый способ дает большой эффект при подготовке производства при изготовлении новых изделий. Экономический эффект от внедрения способа составляет 34 тыс.руб. Фор«1ула изобретения Способ сборки под сварку, преимущественно сборочно-сварочных приспособлений, при котором на монтажной плите монтируют шаблоны и нормализованные регулируемие по длине продольные и поперечные;элементы с хвостовиками, отличающийс я тем что, с целью повышения точности сборки, в шаблоне по его прояольномй, оси выполняют отверстия, ограничнвакяцие прямолинейные участки п{Ж Спосо6ления, шаблсн укладывают на монтажную плиту и закрепляют, затем по отверстиям устанавливают техналогические, регулируемые по высоте/ штангенрейсмусы и нормализованные продольные элементы, приспособления с хвостовиками закрепляют в центрах наконечников штангенрейсмусов/ при этом на хвостовиках продольных элалентов закрепляют поперечные элементы, каждый поперечный элеМейт другим своим конце крепят на мсжтажной плите, а после крепления . поперечнь Х элементов штангенрейсмусы убиргиот. Источники информации, принятые во внимание при экспертизе 1. Патент Великобритании № 1360186, кл. В 23 К 37/04, 17.07.84 (прототип).
