Изобретение относится к машиностроению и может быть использовано при изготовлении многорядных срезных болтовых и заклепочных соединений
Известна конструкция срезных болтовых соединений (Ярковец А И., Сироткин О.С. и др. Технология выполнения высокоресурсных заклепочных и болтовых соединений в конструкциях самолетов. М.: Машиностроение, 1987, с. 6, рис. 1.16). Усталостное разрушение известных соединений во многом определяется уровнем напряжений смятия по стенкам крайних рядов отверстий под крепежные элементы, величина которых значительно возрастает вследствие неравномерности загрузки крепежных элементов по рядам соединения. Для снижения нагруженности крайних рядов отверстий под крепежные элементы путем повышения податливости самих крепежных элементов используют дополнительные отверстия меньшего диаметра 1. Однако эффективность известного соединения мала.
Наиболее близким к изобретению по техническому решению и достигаемому результату является известное соединение деталей 2. Известное соединение на крайних рядах отверстий под крепежные элементы имеет конические углубления, повышающие податливость устанавливаемых в отверстия крепежных элементов и снижающих их загруженность, Однако конические выемки расположены между соединяемыми деталями, где деформации установленного крепежного элемента от его изгиба малы, что ограничивает эффективность известного соединения по повышению усталостной долговечности.
Цель изобретения - увеличение срока службы соединения путем повышения податливости крайних рядов крепежных элементов.
Согласно изобретению многорядное соединение деталей содержит установленные в совмещенных отверстиях соединяемых листов ряды крепежных элементов, при этом отверстия под крепежные элементы последних относительно мест приложения
(Л
С
X
А
Ю О 00 ГО
нагрузок рядов выполнены с зенковкой с внешней стороны листов.
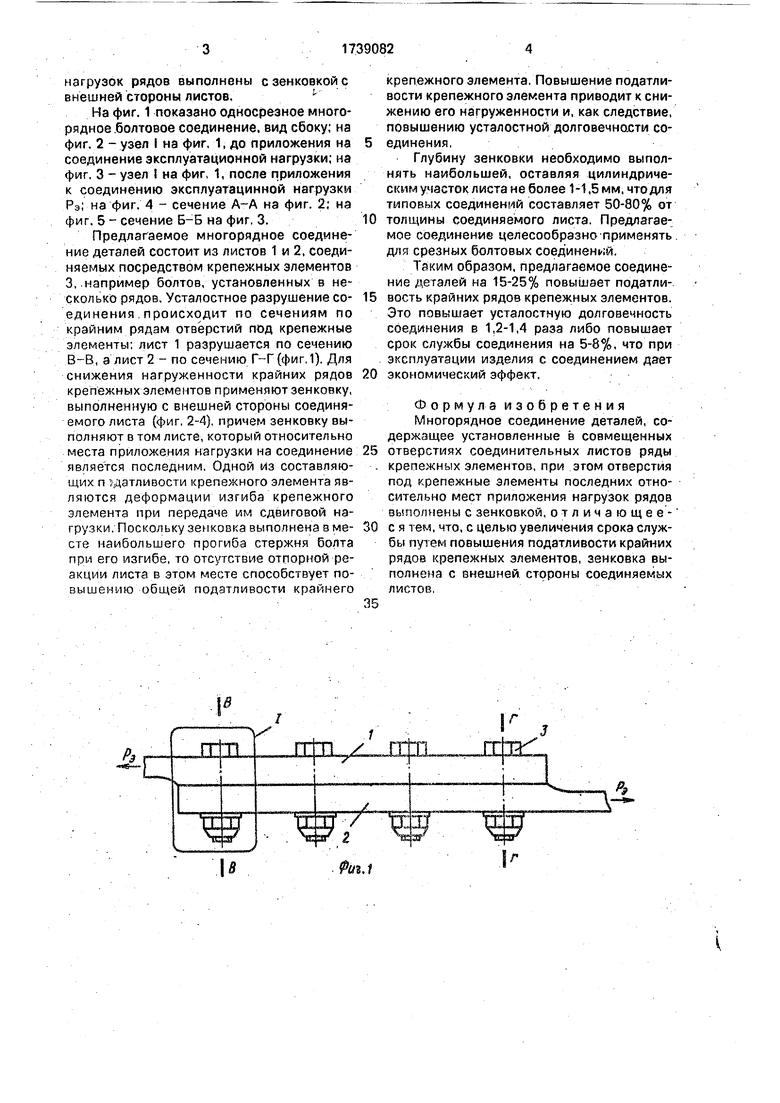
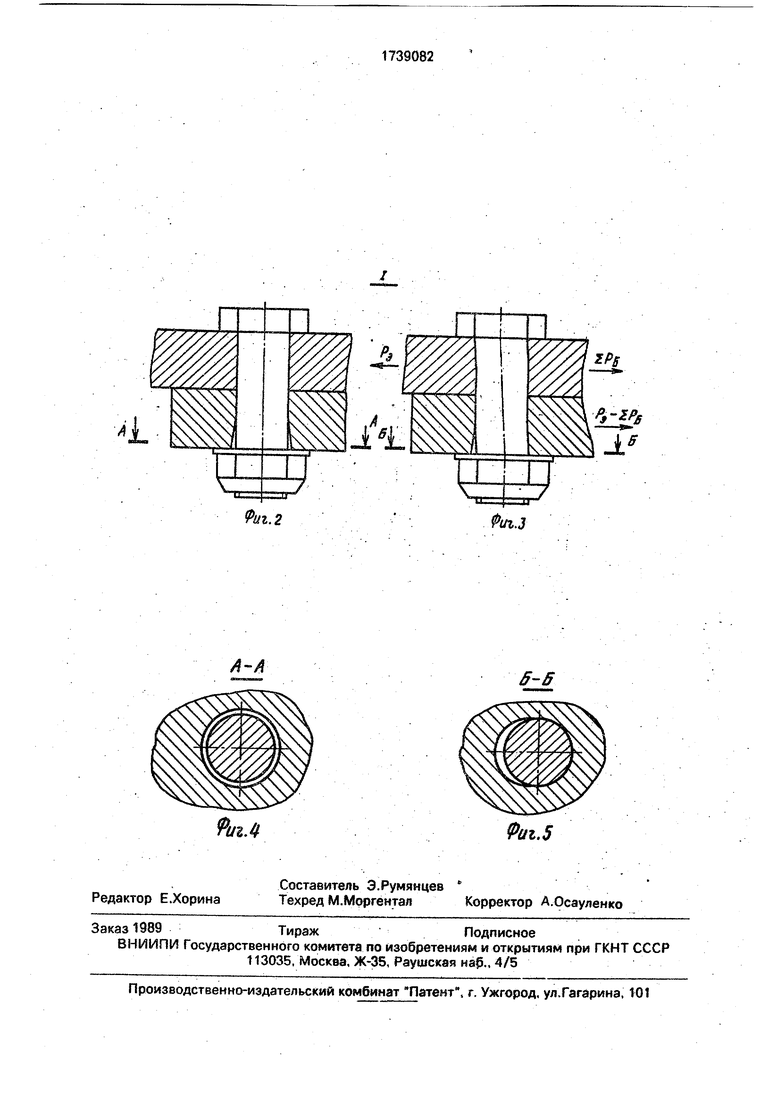
На фиг. 1 показано односрезное многорядное болтовое соединение, вид сбоку; на фиг. 2 - узел I на фиг, 1, до приложения на соединение эксплуатационной нагрузки; на фиг, 3 - узел на фиг, 1, после приложения к соединению эксплуатацинной нагрузки Рэ; на фиг. 4 - сечение А-А на фиг. 2; на фиг. 5 - сечение Б-Б на фиг. 3.
Предлагаемое многорядное соединение деталей состоит из листов 1 и 2, соединяемых посредством крепежных элементов 3, например болтов, установленных в несколько рядов. Усталостное разрушение соединения происходит по сечениям по крайним рядам отверстий под крепежные элементы; лист 1 разрушается по сечению В-В, а лист 2 - по сечению Г-Г (фиг, 1). Для снижения нагруженное™ крайних рядов крепежных элементов применяют зенковку, выполненную с внешней стороны соединяемого листа (фиг, 2-4). причем зенковку выполняют в том листе, который относительно места приложения нагрузки на соединение является последним. Одной из составляющих п 7датливости крепежного элемента являются деформации изгиба крепежного элемента при передаче им сдвиговой нагрузки. Поскольку зенковка выпопнена вместе наибольшего прогиба стержня болта пои его изгибе, то отсутствие отпорной реакции листа в этом месте способствует повышению общей податливости крайнего
крепежного элемента. Повышение податливости крепежного элемента приводит к снижению его нагруженности и, как следствие, повышению усталостной долговечности соединения,
Глубину зенковки необходимо выполнять наибольшей, оставляя цилиндрическим участок листа не более 1-1,5 мм, что для типовых соединений составляет 50-80% от
толщины соединяемого листа. Предлагаемое соединение целесообразно применять для срезных болтовых соединений.
Тэким образом, предлагаемое соединение деталей на 15-25% повышает податливость крайних рядов крепежных элементов. Это повышает усталостную долговечность соединения в 1,2-1,4 раза либо повышает срок службы соединения на 5-8%, что при эксплуатации изделия с соединением дает
экономический эффект.
Формула изобретения Многорядное соединение деталей, содержащее установленные в совмещенных
отверстиях соединительных листов ряды крепежных элементов, при эгом отверстия под крепежные элементы последних относительно мест приложения нагрузок рядов выполнены с зенковкой, отличающеес я т ем, что, с целью увеличения срока службы пуз ем повышения податливости крайних рядов крепежных элементов, зенковка выполнена с внешней стороны соединяемых листов.
Ptil.2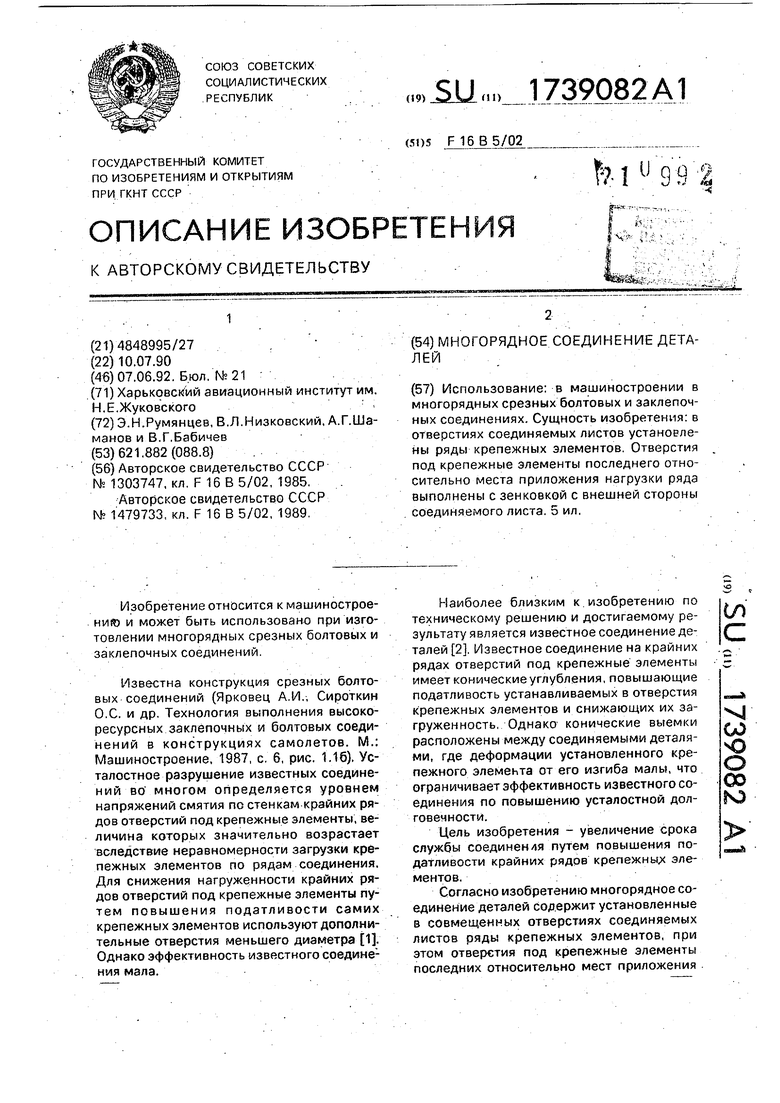
| название | год | авторы | номер документа |
|---|---|---|---|
| Многорядное соединение деталей | 1990 |
|
SU1751461A1 |
| Многорядное соединение деталей | 1990 |
|
SU1753077A1 |
| Многорядное соединение деталей | 1989 |
|
SU1691590A1 |
| Многорядное соединение деталей | 1990 |
|
SU1754924A1 |
| Способ получения многорядного срезного соединения листовых деталей | 1990 |
|
SU1767244A1 |
| Способ получения соединения деталей | 1990 |
|
SU1735626A1 |
| Способ получения многорядного соединения деталей | 1990 |
|
SU1712686A1 |
| Способ получения соединения деталей | 1990 |
|
SU1754926A1 |
| Способ получения многорядного срезного соединения деталей | 1990 |
|
SU1735625A1 |
| Многорядное срезное соединение деталей | 1989 |
|
SU1661488A1 |
Использование: в машиностроении в многорядных срезных болтовых и заклепочных соединениях. Сущность изобретения: в отверстиях соединяемых листов установлены ряды крепежных элементов Отверстия под крепежные элементы последнего относительно места приложения нагрузки ряда выполнены с зенковкой с внешней стороны соединяемого листа. 5 ил.
А-А
5-5
Фиг.5
| Соединение деталей | 1985 |
|
SU1303747A1 |
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
| Срезное многорядное соединение деталей | 1987 |
|
SU1479733A1 |
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
