Изобретение относится к производству синтетических нитей, а именно к процессам их вытягивания.
Цель изобретения - повышение качества нити.
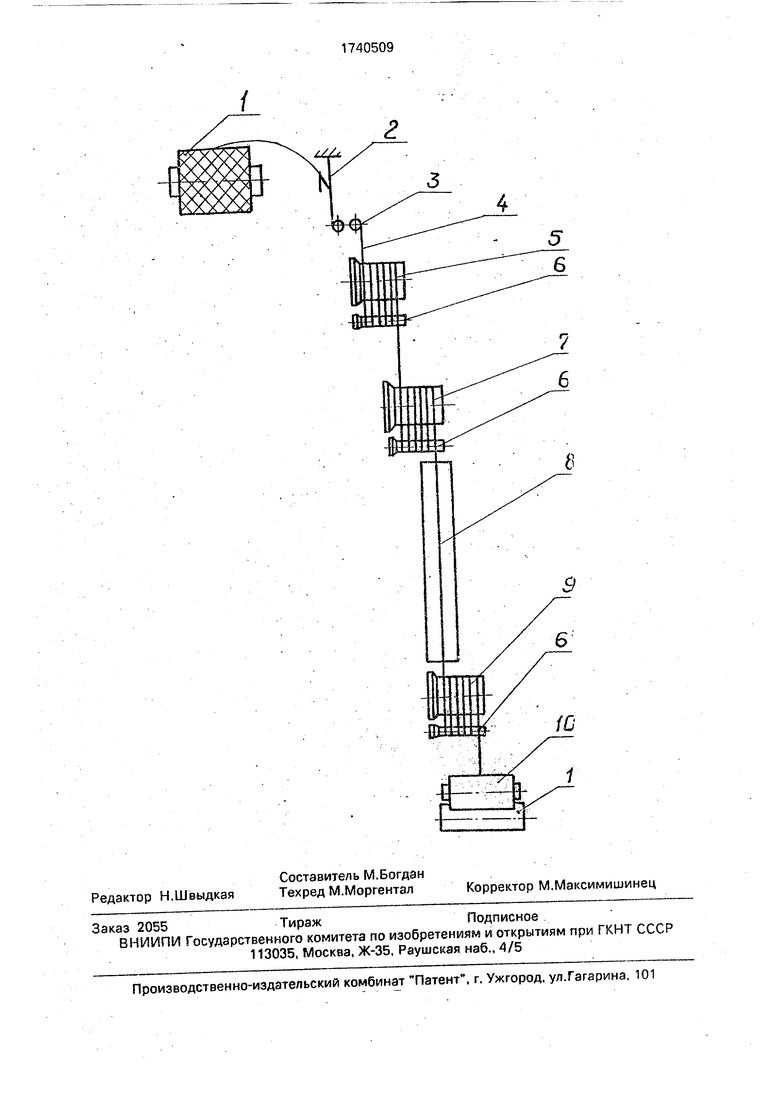
На чертеже представлена принципиальная схема осуществления способа.
В соответствии со схемой невытянутую нить 4 с входной паковки 1 через нитепро- водник 2 и устройство для натяжения нити 3 последовательно подают на питающую пару, состоящую из приводного цилиндра 5 и свободно вращающегося ролика 6, вытяжную пару, состоящую из приводного обогре- ваемого цилиндра 7 и свободно вращающегося ролика 6 , на рабочую поверхность плоского нагревателя 8, выпускную пару, состоящую из приводного цилиндра 9 и свободно вращающегося ролика 6, опет- ливая каждую пару 5-8 раз и далее на выходную паковку 10, приводимую во вращение фрикционом 11,
В приведенной схеме холодное вытягивание нити осуществляется между питающей парой 5 и 6 и вытяжной парой 7 и 6 за счет вращения цилиндра 7 с более высокой частотой, чем цилиндра 5.
Горячее вытягивание нити осуществляется между вытяжной парой 7 и 6 и выпускной парой 9 и 6 . При этом горячее вытягивание начинается на цилиндре 7 вытяжной пары, продолжается и заканчивается на рабочей поверхности плоского нагревателя 8. Далее вытянутая нить с выпускной пары 9 и 6 принимается на выходную паковку 10.
Повышение качества нити достигается за счет того, что предварительно вытянутую при холодном вытягивании нить подвергают горячему вытягиванию, при котором повышение, температуры нити по ходу ее движения осуществляют по следующему закону: соотношение конечной и начальной температуры нити на вытяжном цилиндре составляет 1,05-1,35, а соотношение конечной и начальной температуры нити на плоском нагревателе составляет 1,05-1,65.
с/
С
ел о
so
Оптимальное соотношение конечной и начальной температуры нити на вытяжном цилиндре составляет 1,15-1,2. Увеличение соотношения выше 1,35 вызывает перегрев и увеличение кристаллизации нити на последних витках цилиндра, Это ухудшает ее способность к вытягиванию и уменьшает зону фактической деформации. При уменьшении указанного соотношения ниже величины 1,05 для ведения процесса необходимо значительное повышение температуры рабочей поверхности цилиндра, что также вызывает перегрев и увеличение кристаллизации нити.
Оптимальное соотношение конечной и начальной температуры нити на плоском нагревателе составляет 1,2-1,25. При увеличении соотношения выше 1,65 происходит перегрев нити на выходе, подплавление, обрыв элементарных и комплексных нитей. При уменьшении соотношения ниже 1,05 происходит резкий перегрев нити на входе с потерей способности нити к вытягиванию, т.е. к ухудшению ее качества.
Повышение температуры нити по ходу движения с указанными соотношениями конечных и начальных температур приводит к тому, что горячее вытягивание начинается уже на последних витках цилиндра, продолжается и заканчивается на плоском нагревателе. При этом на плоском нагревателе происходит дальнейшая ориентация (деформация) с уменьшением диаметра элементарных нитей. Участки нити, вытянутые на нагретом вытяжном цилиндре и на плоском нагревателе, вместе составляют фактическую зону деформации, общая длина которой обеспечивает оптимальные скорости деформации, а следовательно, и высокое качество нити.
В предлагаемом способе скорость подачи нити на горячее вытягивание ограничена диапазоном 120-750 м/мин. При большем ее значении существенно увеличивается коэффициент трения нити о рабочую поверхность плоского нагревателя, что в свою очередь приводит к увеличению натяжения при горячем вытягивании и обрыву нити. При уменьшении скорости подачи нити ниже 120 м/мин из-за слишком мощного ее нагрева на двух нагревателях происходит ее подплавление, подгорание и неизбежный обрыв на рабочей поверхности плоского нагревателя. Оптимальной является скорость подачи на обогреваемый вытяжной цилиндр порядка 500 м/мин.
Применение указанных соотношений температур и диапазона скоростей подачи нити на горячее вытягивание обеспечивает получение нити высокого качества.
Эффективность предложенного способа проверена в производственных условиях на намоточно-вытяжной машине НВ-400 КТ-24.
П р и м е р 1. Невытянутую капроновую комплексную нить линейной плотности 860 текс, состоящую из 280 элементарных нитей с относительной вязкостью исходного полимера rj 3,2, подвергают холодному вытягиванию с кратностью 3,52, подают на горячее 0 вытягивание со скоростью 115 м/мин подвергают горячему вытягиванию на вытяжном цилиндре с соотношением конечной и начальной температур нлти, равным 1,025(123 и 120°С соответственно), горячему вытяги- 5 ванию на плоском нагревателе с соотношением конечной и начальной температур, равным 1,022 (178 и 174°С соответственно) при кратности горячего вытягивания 1,42
Полученная по указанному режиму ори- 0 ентированная нить имеет следующие физико-механические показатели:
Линейная плотность, текс187
Относительная разрывная
нагрузка, гс/такс74
5 Относительное удлинение, %15
Тепловая усадка, %8,5
Количество обрывов на 12 кг нити 1
П р и м е р 2. При приведенных в примере 1 условиях вытягивания и скорости под- 0 ачи нити на горячее вытягивание 300 м/мин, соотношение конечной и начальной темпе ратур нити на вытяжном цилиндре составляет 1,05 (136,5 и 130°С соответственно), а соотношение конечной и начальной темпе- 5 ратур нити на плоском нагревателе составляет 1,05 (193 и 180°С соответственно).
При таких условиях физико-механические показатели ориентированных нитей достигают следующих значений: 0 Линейная плотность, текс187
Относительная разрывная
нагрузка, гс/текс79
Относительное удлинение, %15,5
Тепловая усадка, %8
5 Среднее количество обрывов
на 12 кг нити0,25
П р и м е р 3. При тех же условиях вытягивания и скорости подачи нити на горячее вытягивание 500 м/мин, соотношение 0 конечной и начальной температур нити на вытяжном цилиндре составляет 1,2 (145 и 120°С соответственно), а соотношение конечной и начальной температур нити на плоском нагревателе составляет 1,21 (200 и 5 165°С соответственно), Физико-механические показатели ориентированной нити достигают следующих значений:
Линейная плотность, текс187
Относительная разрывная
нагрузка, гс/текс83
Относительное разрывное
удлинение, %15,5
Тепловая усадка, %7,5
Среднее количество обрывов
на 12 кг нити, 0,15
П р и м е р 4. При тех же условиях вытягивания и скорости подачи нити на горячее вытягивание 750 м/мин, соотношение конечной и начальной температур нити на вытяжном цилиндре составляет 1,35 (162 и 120°С соответственно), а соотношение конечной и начальной температур нити на плоском нагревателе 1,65 (198 и 120°С соответственно).
Физико-механические показатели ори- ентированной нити достигают следующих значений:
Линейная плотность, текс187
Относительная разрывная
нагрузка, гс/текс80
Относительное разрывное
удлинение, %16
Тепловая усадка, %8
Среднее количество обрывов
на 12 кг нити0,25
П р и м е р 5. При тех же условиях вытягивания и скорости подачи нити на горячее вытягивание 800 м/мин, соотношение конечной и начальной температур нити на вытяжном цилиндре составляет 1,45 (174 и 120°С соответственно), а соотношение конечной и начальной температур нити на плоском нагревателе 1,75 (210 и 120°С соответственно).
Физико-механические показатели ори- ентированной нити следующие:
Линейная плотность, текс187
Относительная разрывная
нагрузка,гс/текс72
Относительное разрывное удлинение, %14
Тепловая усадка, %9
Среднее количество обрывов на 12 кг нити1,8
В примерах 2, 3 и 4 при значениях соотношений конечных и начальных температур нити на вытяжном цилиндре и плоском нагревателе и значениях скоростей подачи нити на горячее вытягивание, не выходящих за пределы значений, получена ориентированная нить с высокими качественными показателями и минимальными показателями обрывности. Эти примеры подтверждают высокую эффективность предложенного способа.
В примерах 1 и 5 при значениях соотношений температур и скоростей подачи нити на горячее вытягивание, выходящих за указанные пределы, получены неудовлетворительные показатели качества нити (относительной разрывной нагрузки и обрывности), т.е. отмечено исчезновение эффекта.
Формула изобретения Способ вытягивания синтетических нитей, при котором нить последовательно подвергают холодному вытягиванию, горячему вытягиванию с нагревом на вытяжном цилиндре и плоском нагревателе, охлаждению и намотке, отличающийся тем, что, с целью повышения качества нити, соотношение конечной и начальной температуры нити на вытяжном цилиндре составляет 1,05-1,35, а соотношение конечной и начальной температуры нити на плоском нагревателе составляет 1,05-1.65, при этом на горячее вытягивание нить подают со скоро стью 120-750 м/мин.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ производства шинного корда | 1990 |
|
SU1796704A1 |
| Способ получения полигексаметиленадипамидного волокна | 1983 |
|
SU1597110A3 |
| Способ получения высокопрочной полиэфирной нити | 1978 |
|
SU857313A1 |
| Способ получения креповой ткани типа крепдешин | 1986 |
|
SU1423652A1 |
| Способ получения высокопрочной термопластичной нити | 1978 |
|
SU763490A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПРОИЗВОДСТВА МАЛОУСАДОЧНОЙ НИТИ ИЗ АЛИФАТИЧЕСКОГО ПОЛИАМИДА И МАЛОУСАДОЧНАЯ НИТЬ | 2015 |
|
RU2680319C1 |
| Способ непрерывной жидкостной обработки длинномерного материала и устройство для его осуществления | 1990 |
|
SU1818367A1 |
| Способ получения переплетенной комплексной нити | 1990 |
|
SU1825381A3 |
| Способ получения синтетических волокон | 1971 |
|
SU516281A1 |
| СПОСОБ ПОЛУЧЕНИЯ МАЛОУСАДОЧНОЙ НИТИ (ВАРИАНТЫ) | 1997 |
|
RU2127777C1 |
Сущность изобретения: способ вытягивания синтетических нитей характеризуется тем, что нить последовательно подвергают холодному вытягиванию, горячему вытягиванию с нагревом на вытяжном цилиндре и плоском нагревателе, охлаждению и намотке. Соотношение конечной и начальной температуры нити на вытяжном цилиндре составляет 1,05-1,35, а соотношение конечной и начальной температуры нити на плоском нагревателе составляет 1,05-1,65. На горячее вытягивание нить подают со скоростью 120-750 м/мин. 1 ил.
| Петухов Б.В | |||
| Полмэфирньо волокна | |||
| М.: Химия, 1976, с.212-213 | |||
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
