отверстия 1 мм. Количество отверстий шайбы для газотопливного канала 10 мм. Диаметр одного отверстия 4 мм. Расход торкрет-массы до 20 кг/ч. Состав торкрет- массы (4)..
Вариант 2, Факельное торкретирование.
Распределение сред аналогично варианту 1.
Топливный газ - пропан. Давление пе- ред регулирующим органом КПа. Давление кислорода - 150 КПа.
Диаметр центрального канала 6 мм. Количество отверстий торцовой шайбы кислородного канала 8 шт. Диаметр одного отверстия 1,2 мм. Количество отверстий шайбы для газотопливного канала 8 шт. Диаметр одного отверстия 2,5 мм.
Расход торкерет-массы до 25 кг/ч. Состав торкрет-массы (5).
Вариант 3. Торкретирование методом керамической наплавки в струе кислорода.
Распределение сред: канал 26-торкрет- масса, кислород-канал 27 и/или канал 28.
Давление кислорода 150 КПа. Количест- во отверстий шайбы для кислородного канала 10, Диаметр одного отверстия 2 мм. Расход торкрет-массы 25-30 кг/ч. Состав торкрет-массы (1).
Вариант 4. Полусухое торкретирование.
Распределение сред, торнкрет-масса (5)-канал 26, вода-канал 27 и/или 28.
Количество отверстий канала подачи воды - 8 шт. Диаметр отверстий 1 мм.
Расход торкрет массы 20-25 кг/ч. Дав- ление йоды 500000-600000 Па. Торкрет-порошок транспортируется сжатым воздухом при давлении в питателе 0,5-1 атм.
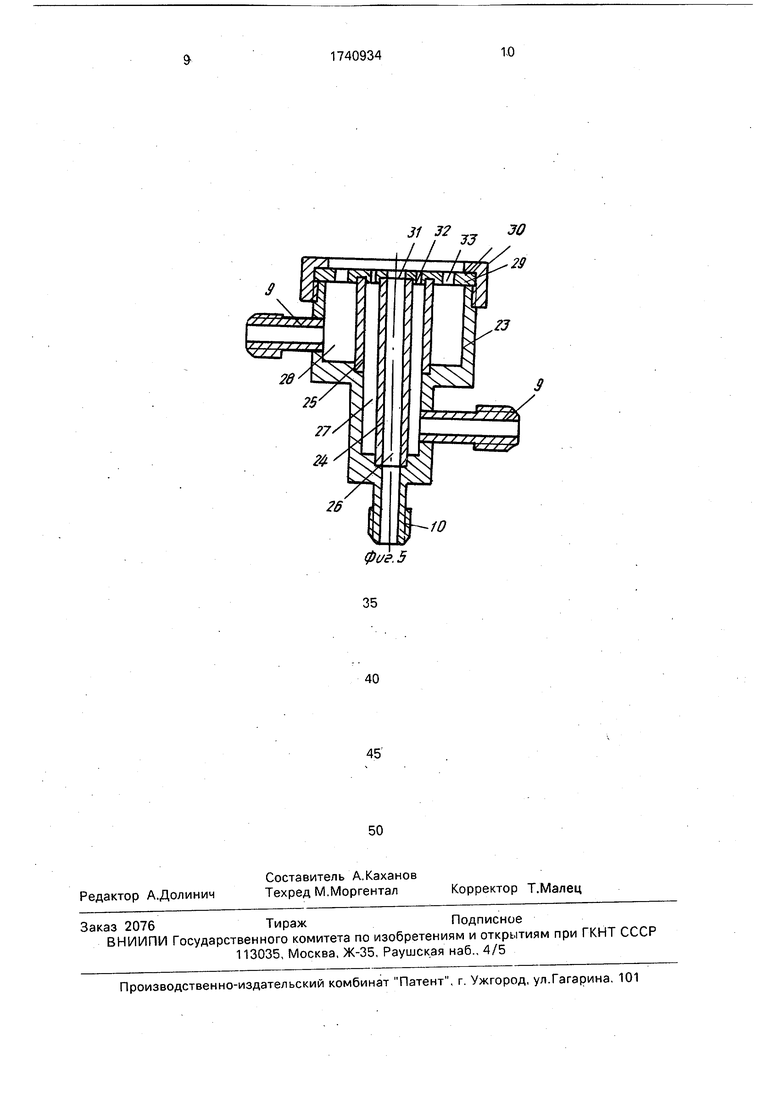
Проходные сечения торкрет-головки, определяемые сменной торцовой шайбой, рассчитываются по известным методикам в зависимости от конкретных исходных параметров.
В отличие от прототипа с концентрическими трубопроводами соединение трубоп- роводов в ферму обеспечивает простое и надежное решение разъемных соединений торкрет-головки и подающих трубопроводов, а также нескольких секций трубопрово
дов, что позволило создать блочную структуру торкрет-фурмы. Разделение фурмы на блоки наряду с использованием сборно-разборной конструкции торкрет-головки со сменными элементами дает возможность подбирать различные более рациональные для конкретных производственных условий принципы действия торкрет-головок, а следовательно, способы ремонта, и их параметры, заменять вышедшую из строя торкрет-головку без замены фурмы целиком и производить подбор длины фурмы. Благодаря этому повышается качество и эффективность ремонтов и сокращаются расходы на торкретирование. Указанные особенности могут быть использованы также при зкс- периментальном подборе различных конструкций торкрет-головок и оценке их работы.
Дополнительным преимуществом конструкции является возможность рекуперативного подогрева торкрет-массы и компонентов топливной смеси за счеттепл( печного агрегата, в котором производится ремонт.
Формула изобретения
1.Торкрет-фурма для горячего ремонта кладки коксовых печей, содержащая торкрет-горелку и трубопроводы для подачи газа-окислителя, топлива и торкрет-массы, соединенные с соответствующими концентрическими каналами торкрет-горелки, отличающаяся тем, что, с целью расширения технологических возможностей, торкрет-горелка снабжена сменной торцовой крышкой, прижимающей к цилиндрическому корпусу горелки две концентрические сменные втулки, которые образуют совместно с корпусом каналы горелки, при этом подающие трубопроводы выполнены в виде разъемной по длине несущей фермы и соединены друг с другом поперечными элементами жесткости.
2,Торкрет-фурма по п. 1,отличаю щ а я с я тем. что каналы топлива и газ,, окислителя торкрет-головки соединены с соответствующими подающими трубопро водами посредством промежуточных смен ных патрубков.
15
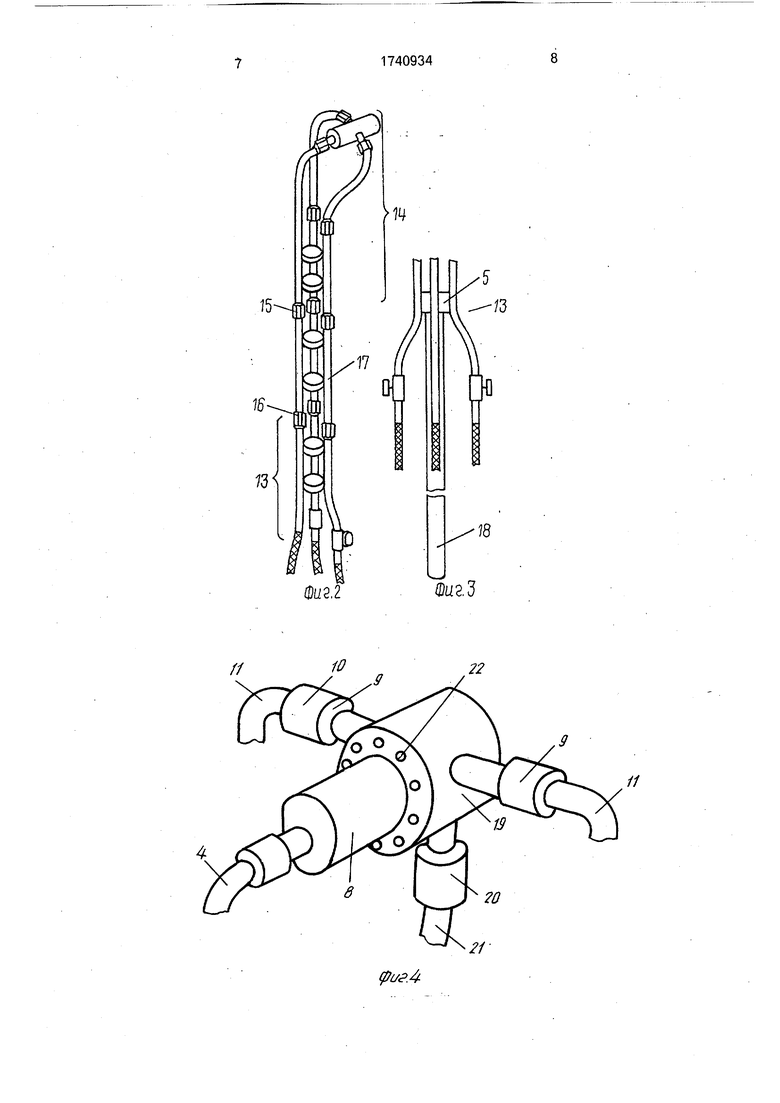
Фиг,2
18
ФигЗ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ факельного торкретирования футеровки тепловых агрегатов | 1986 |
|
SU1476286A1 |
| Фурма для факельного торкретирования | 1978 |
|
SU910783A1 |
| Торкрет-фурма для горячего ремонта нагревательных печей методом керамической наплавки | 1988 |
|
SU1709162A1 |
| Фурма для факельного торкретирования футеровки металлургических агрегатов | 1979 |
|
SU964006A1 |
| Установка для торкретирования тепловых агрегатов, преимущественно коксовых печей | 1990 |
|
SU1770710A1 |
| Фурма для нагрева лома и факельного торкетирования конвертера | 1987 |
|
SU1532592A1 |
| СПОСОБ РЕМОНТА ФУТЕРОВКИ КОНВЕРТЕРА И ФУРМА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2273669C1 |
| СПОСОБ ВИХРЕВОГО ТОРКРЕТИРОВАНИЯ ЦИЛИНДРИЧЕСКИХ ФУТЕРОВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2108397C1 |
| КОНСТРУКЦИЯ ОГНЕУПОРНОГО ИЗДЕЛИЯ ДЛЯ РЕМОНТА СТАЛЕВЫПУСКНОГО ОТВЕРСТИЯ КИСЛОРОДНОГО КОНВЕРТЕРА | 2021 |
|
RU2753219C1 |
| Многосопловая головка торкрет-фурмы | 1980 |
|
SU884294A1 |

( 32 7 30 i I 33
I I I //
