Изобретение относится к контактной стыковой сварке труб в вертикальном положении при использовании наружнотрубных сварочных машин.
Целью изобретения является повышение точности совмещения торцов и снижение трудоемкости совмещения свариваемых торцов вследствие уменьшения деформации свариваемых кромок при зажатии.
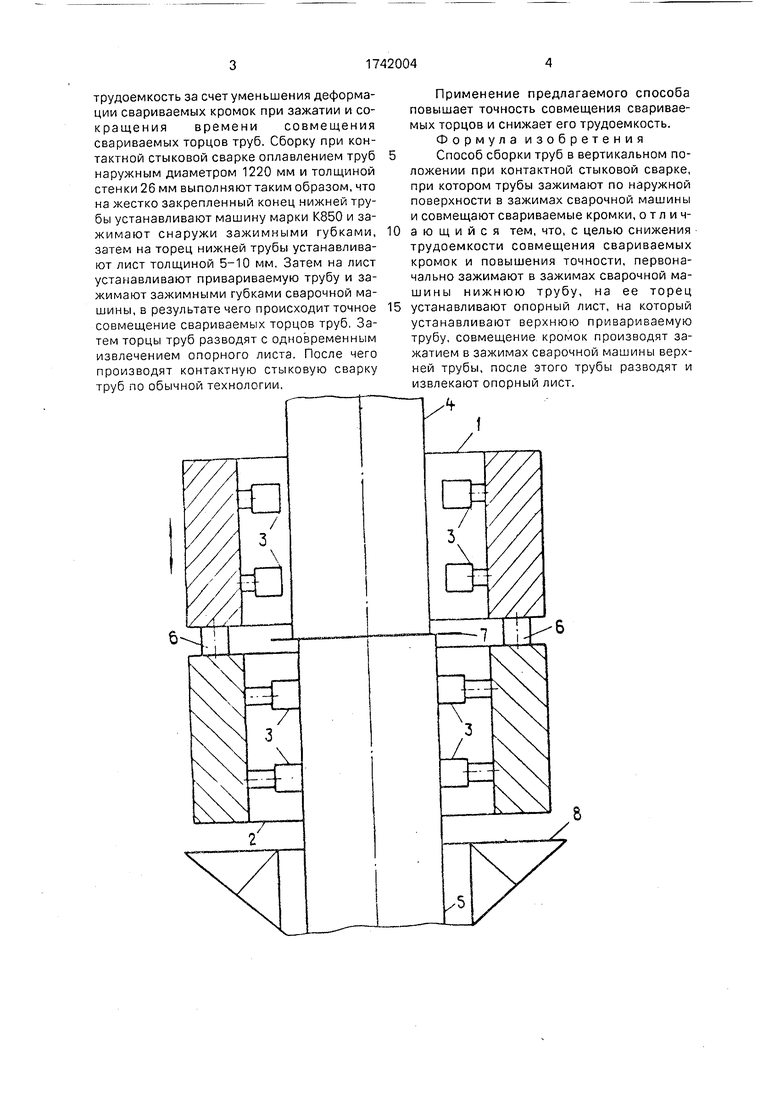
На чертеже схематично показана сборка труб на машине для контактной стыковой сварки труб.
Сварочную машину, состоящую из подвижного полукорпуса 1, неподвижного полукорпуса 2, зажимных губок 3, свариваемых труб 4 и 5, соединительных штоков 6 и опорной поверхности 7, устанавливают на
нижнюю трубу 5, жестко закрепленную в платформе 8, и фиксируют ее зажимными губками 3 неподвижного полукорпуса 2.
Способ осуществляется следующим образом.
Опорную поверхность 7 устанавливают на торец нижней трубы 5, а трубу 4 устанавливают на опорную поверхность 7. Трубу 4 зажимают зажимными губками 3 подвижного полукорпуса 1. После чего торцы труб разводят с одновременным извлечением опорной поверхности, а затем производят контактную стыковую сварку труб 4 и 5 по обычной технологии.
При контактной стыковой сварке труб 4 и 5 в вертикальной плоскости применение опорной поверхности позволяет повысить точность совмещения торцов и снизить его
.де&
XJ
трудоемкость за счет уменьшения деформации свариваемых кромок при зажатии и со- кращения времени совмещения свариваемых торцов труб. Сборку при контактной стыковой сварке оплавлением труб наружным диаметром 1220 мм и толщиной стенки 26 мм выполняют таким образом, что на жестко закрепленный конец нижней трубы устанавливают машину марки К850 и зажимают снаружи зажимными губками, затем на торец нижней трубы устанавливают лист толщиной 5-10 мм. Затем на лист устанавливают привариваемую трубу и зажимают зажимными губками сварочной машины, в результате чего происходит точное совмещение свариваемых торцов труб. Затем торцы труб разводят с одновременным извлечением опорного листа. После чего производят контактную стыковую сварку труб по обычной технологии.
Применение предлагаемого способа повышает точность совмещения свариваемых торцов и снижает его трудоемкость. Формула изобретения
Способ сборки труб в вертикальном положении при контактной стыковой сварке, при котором трубы зажимают по наружной поверхности в зажимах сварочной машины и совмещают свариваемые кромки, о т л и ч0 ающийся тем, что, с целью снижения трудоемкости совмещения свариваемых кромок и повышения точности, первоначально зажимают в зажимах сварочной машины нижнюю трубу, на ее торец
5 устанавливают опорный лист, на который устанавливают верхнюю привариваемую трубу, совмещение кромок производят зажатием в зажимах сварочной машины верхней трубы, после этого трубы разводят и извлекают опорный лист.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И УСТРОЙСТВО КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ПОЛОС В НЕПРЕРЫВНЫХ МЕТАЛЛУРГИЧЕСКИХ АГРЕГАТАХ | 2009 |
|
RU2391189C1 |
| Машина для контактной стыковой сварки оплавлением труб с изоляцией | 2024 |
|
RU2835460C1 |
| Машина для контактной стыковой сварки труб | 1984 |
|
SU1191224A1 |
| УСТАНОВКА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ОБСАДНЫХ ТРУБ НАД УСТБЕМ СКВАЖИНБ1 | 1968 |
|
SU231040A1 |
| Машина для контактной стыковой сварки труб | 1987 |
|
SU1555084A1 |
| СПОСОБ РЕКОНСТРУКЦИИ РЕЛЬСОВЫХ ПУТЕЙ | 2014 |
|
RU2584955C1 |
| СПОСОБ И УСТРОЙСТВО КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ПОЛОС В НЕПРЕРЫВНЫХ МЕТАЛЛУРГИЧЕСКИХ АГРЕГАТАХ | 2009 |
|
RU2391188C1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ РЕЛЬСОВ | 2011 |
|
RU2503525C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ С ПРЕДВАРИТЕЛЬНЫМ ПОДОГРЕВОМ ИЗДЕЛИЙ КОЛЬЦЕВОГО ЗАМКНУТОГО ПРОФИЛЯ КОМПАКТНОГО СЕЧЕНИЯ | 2010 |
|
RU2424093C1 |
| Машина для контактной стыковой сварки | 1986 |
|
SU1386403A1 |
Использование: при контактной стычо- вой сварке труб в вертикальном положении при использовании наружно-трубных сварочных машин. Сущность изобретения: зажимают нижнюю трубу 4 и на ее торец устанавливают опорный лист. На лист устанавливают верхнюю привариваемую трубу Зажимают верхнюю трубу, после чего торцм труб разводят с одновременным извлечет ем опорной поверхности. 1 ил.
| Кучук-Яценко С.И | |||
| и др | |||
| Контактная стыковая сварка трубопроводов | |||
| - Киев: Науко- ва Думка, 1986, с | |||
| Нефтяной конвертер | 1922 |
|
SU64A1 |
