Изобретение касается контактной стыковой сварки оплавлением обсадных трзб над устьем скважины в процессе снуска обсадной колонны.
Согласно изобретению для облегчения работ по монтажу колонны, а также с целью фиксации машины на колонне, рама расиоложена на платформе, откатывающейся от центра буровой, а машина смонтирована на раме с помош,ью тросовой подвески; тросы закреплены на новоротных рычагах, оси вращення которых расположены на корпусе машины, содержащем зажимное центрирующее устройство опущенной в скважину колонны.
Зажимное центрирующее устройство выполнено в виде башмаков, взаимодействуюш,нх с двунлечими рычагами, снабженными донолнительными выстунами и поворачивающимися вокруг осей при зажатии трубы от клина, установленного на штоке гндроцилиндра зажатия, а цри разжатии трубы - от штока гидроцилиндра зажатия, воздействующего иа дополнительпые выступы.
С целью упрощения конструкции, осями двуплечих рычагов являются штоки гидроцилиндров осадки, служащие одповременно маслонроводами к гидроцилиидрам осадки.
Для защиты от брызг раснлавленного металла штоки гидроцил1И-;дров осадки окружены телескопическими пружинами.
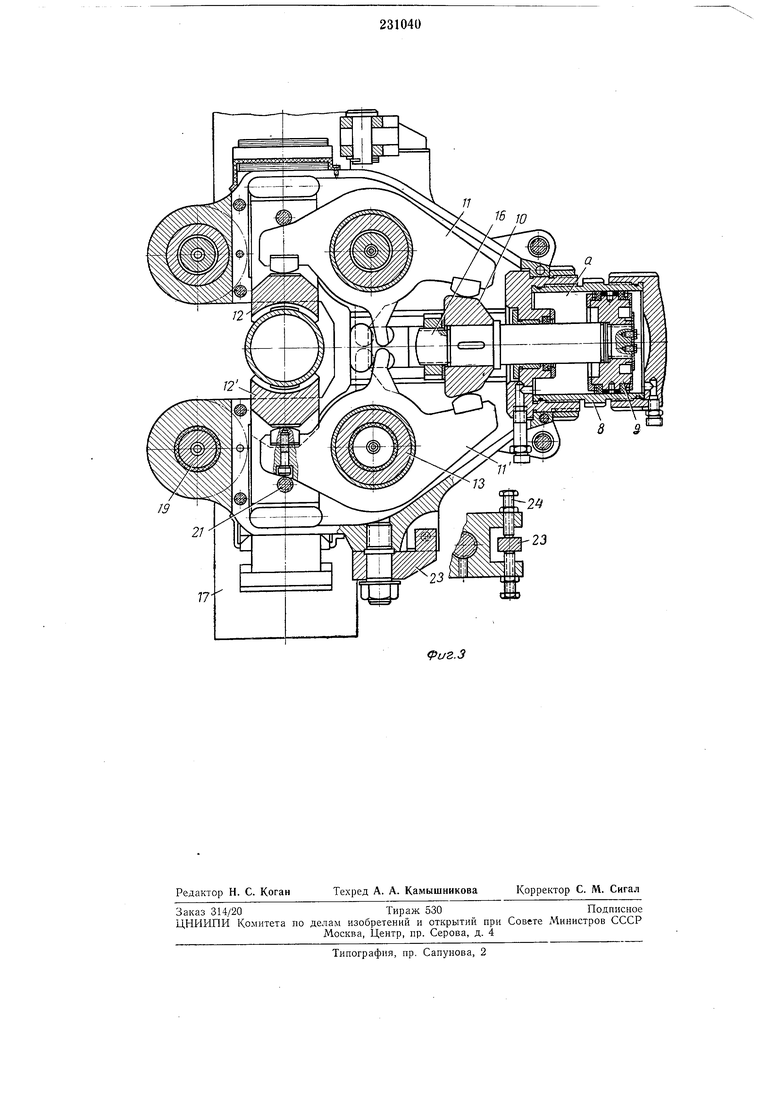
На фиг. 1 схематически изображена предложенная установка, вид сбоку; на фиг. 2 - собственно сварочная машина, вид сбоку; на фиг. 3 - зажимные устройства. Работа установки.
Первая труба 1 свариваемой колонны обсадных труб опускается лебедкой, установленной на буровой выщке, в скважину и зажимается клиньями ротора ПКР. Сварочная машина 2, подвешенная на раме 3, подается с помощью гидропривода 4 к центру буровой до совнадения ее с осью трубы. Мащина, укрепленная на раме через тросовую подвеску
5, устанавливается по вертикали при помощи гидропривода 6, вмонтированного в стойку. После этого труба зажимается нижним зажимным центрирующим устройством, располо ;енным в полукорпусах 7 н Т. При этом
масло подается в полость а гидроцилиндра зажатия 8, поршень 9 движется вправо вместе с клином 10, который, входя в разъем зажимных рычагов 11 и 11, раздвигает их. Рычаги 11 и // прижимают зажимные башмаки
2 и 12 к трубе. Усилие зажатия воспринимается рычагами // и замыкается через втулки 13 на полукорпуса 7 и Т нижнего зажимного устройства. После этого лебедкой подается вторая труба М до упора в первую и
клиновом зажиме, расположенном в полукорнусах 5-15.
Изделия центрируются автоматически. Рычаги 11 и 11 верхнего и нижнего клиновых зажимов установлены на одной оси и неремещаются синхронно к центру клином 10, установленным на штоке 16 (зажатие труб производится раздельно в верхнем и нижнем клиновых зажимах).
Затем включаются сварочные трансформаторы 17, установленные на нижнем иолукорпусе машины, вторичные обмотки которых соединены гибкими перемычками с подпрул иненными контактными губками. Одновременно включается гидропривод оплавления, состояш;ий из четырех цилиндров 18 и поршней, насаженных на шток 19. Для заш,иты от брызг металла штоки гидроцилиндров осадки окружены телескопическими пружинами 20.
Затем процесс сварки оканчивается, верхний и пилений клиновые зажимы разжимного устройства разжимаются посредством упора рычагов 11 во вкладыши 21, жестко связанные с зажимными башмаками 12, 12. Рычаги 11 принудительно разводятся при упоре торца штока 16 гидроцилиндра 8 в дополнительные выступы этих рычагов. После разжатия сварочная машина отводится гидроприводом 4 в исходное положение.
Далее сваренная колонна опускается лебедкой буровой вышки в скБал ину до совпадения верхнего ее торца с уровнем сварки ц зажимается в роторе 22. В дальнейшем цикл работ повторяется до достижения проектной глубины.
Для обеспечения самоустанавливания машины по колонне обсадпых труб она подвешена к раме 3 на тросах, охватывающих блоки цилиндров подъема. Совпадение оси машины с осью колоцны обеспечивает механизм подвески 23, который имеет качаюшуюся конструкцию, благодаря чему можно перемеш,ать центр подвески, а следовательно, и наклон оси машины.
Перемещение центра подвески производится винтом 24.
Рама содержит гидропривод 6, электрошкаф и гидрошкаф, насосную установку 25 и платформу 26 с вмонтированным в нее гидроприводом передвижения установки к центру ротора и от него. Ходовые колеса 27 перемещаются по рельсовому пути 28, устанавливаемому на ротор буровой и на подъемные домкраты 29.
Таким образом, предложенная конструкция обеспечивает освобождение центра буровой в 5 период между сварками и отличается от известных устройств симметричным располол ением сварочных трансформаторов и конструкцией залшмных устройств, позволяющих автоматически центрировать изделия с последующим разжатием. Конструкция предусматривает возмол ность применения существующей техиологии спуска колонны на резьбовых соединениях при повышении производительности труда.
5„
Предмет изобретения
1.Установка для контактной стыковой сварки обсадных труб над ус.тьем скважины, содержащая подвил ную раму с укрепленной
0 на ней собственно сварочной машиной, включающей гидроцилиндры залсатия и осадки, отличающаяся тем, что, с целью облегчения работ по монтал у колонны, а с целью фиксации машины на колонне, рама располо5 на платформе, откатывающейся от центра буровой, а сварочная машина смонтирована на раме с помощью механизированной тросовой подвески, причем тросы закреплены на поворотных рычагах, оси вращения которых
0 расположеиы на корпусе сварочной машины, содерл ащем зажимное центрирующее устройство опущенной в скважину колонны.
2.Установка по п. 1, отличающаяся тем, что залсимное центрирующее устройство выполнено в виде зажимных башмаков, взаимодействующих с двуплечими рычагами, снабл енными дополнительными выступами и поворачивающимися вокруг осей при залсатии трубы от клина, установленного на штоке гид0 роцилиндра зажатия, а при трубы - о г штока гидроцилиндра , воздействующего на дополнительные выступы.
3.Установка по пп. 1 и 2, отличающаяся тем, что, с целью упрощения конструкции,
5 осями двуплечих рычагов являются штоки гидроцилиндров осадки, одновременно маслопроводами к гидроцилиндрам осадки. 4..Установка по пп. 1 - 3, отличающаяся
0 тем, что, с целью защиты от брызг расплавленного металла, штоки гидроцилиндров осадки окружены телескопическими прул инами.
игЛ

| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для контактной стыковой сварки обсадных труб над устьем скважины | 1972 |
|
SU441759A1 |
| Устройство для контактной стыковки сварки обсадных труб над устьем скважины буровой вышки | 1975 |
|
SU529026A1 |
| Машина для контактной стыковой сварки труб большого диаметра | 1981 |
|
SU977124A1 |
| Установка для контактной стыковой сварки обсадных труб над устьем скважины | 1971 |
|
SU446164A1 |
| Зажимное устройство машин для сварки давлением | 1981 |
|
SU1007878A1 |
| МАШИНА ДЛЯ СТЫКОВОЙ ПРЕССОВОЙ СВАРКИ ТРУБ | 2008 |
|
RU2416503C2 |
| Машина для контактной стыковой сварки труб | 1968 |
|
SU249507A1 |
| В. А. Б. А. Галян, В. И. Тишура, С. А. Мансуров и А. Д. Институт электросварки им. Е. О. Патонасс:со;ос;;ля ^«3»aiwi45HT;;o •<• ''•"тш:;'ЧЕ"':;.:Б;:5л::г1^::А | 1968 |
|
SU231039A1 |
| Машина для контактной стыковой сварки труб | 1987 |
|
SU1555084A1 |
| МАШИНА ДЛЯ СТЫКОВОЙ СВАРКИ ТРУБ И ВАЛОВДАВЛЕНИЕМ | 1966 |
|
SU178425A1 |