Каждая шпиндельная головка может иметь упругий элемент, устаноэленный между шпинделем и приводом ocesoixt перемеще ни я.
Благодаря такому выполнению устройства одновременно обрабатываются все шипы крестовины путем вращения порна и его одновременного выдвижения, что позволяет вести раздачу шипов крестовины без их усадки в длину и сократить время, требующееся для пров:эдения этого процесса.
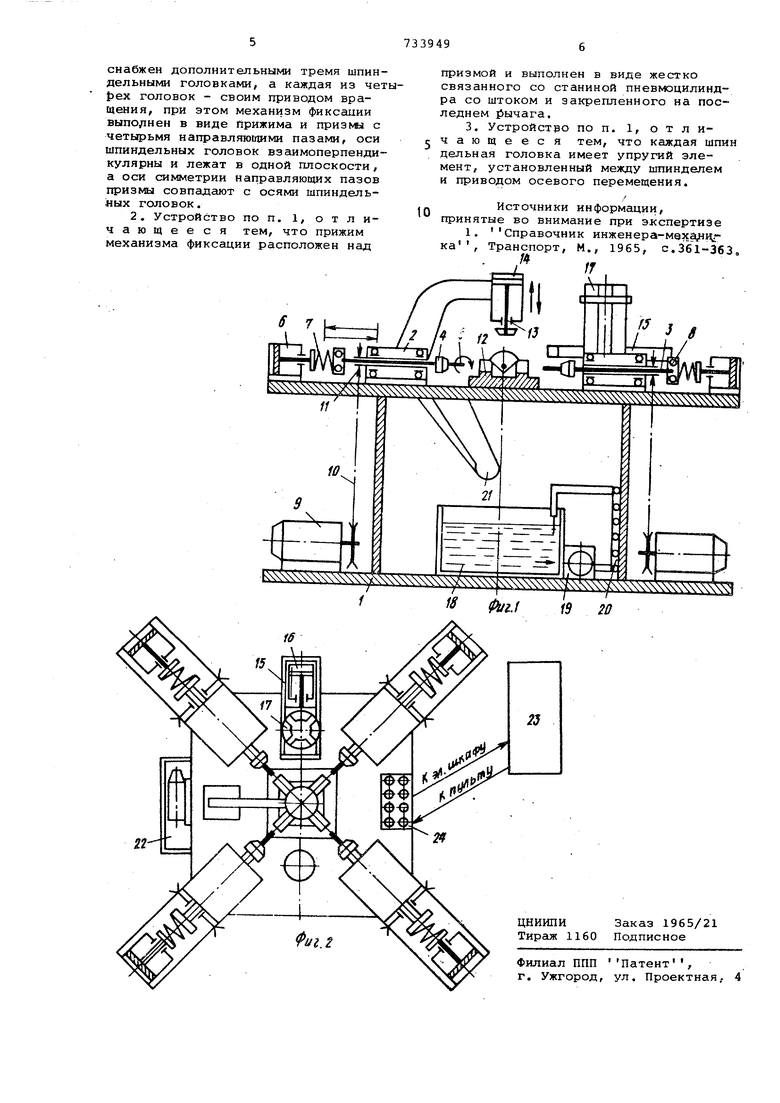
На фиг. 1 изображено предлагаемое устройство, продольный разрез; на фиг. 2 - то же, вид сверху.
Устройство содержит станину 1, на верхней горизонтальной плите которой установлены четыре взаимно перпендикулярные головки 2 с выдвижными шпинделями 3. На переднем конце шпинделя смонтирован патрон 4 для крепления деформирующего инструмента 5, например, дорна, который выполнен из твердосплавного стержня. Привод горизонтального перемещения выдвижного шпинделя осуществляется пневмоцилиндром б через упругие элементы, например, пружины 7. Упорный подшипник 8 предотвращает передачу крутящего момента на шток пневмоцилйндра б. Вращательное движение шпинделя осуществляется от электродвигателя 9, ременную передачу 10 и шкив 1.1, который закреплен на шпиндельной головке. Фиксация восстанавливаемой детали (крестовины) осуществляется в призме 12 с четырьмя направляющими пазами, оси симметрии которых совпадают с осями шпин.тельных головок, а точка их пересечения расположена в центре пересечения осей вращения шпинделей и рычага 13 пневмоцилиндра 14. Выгрузка и загрузка крестовин в фиксирующую призму производится съемно-подающим устройство 15 (фиг. 1 и фиг. 2) с приводом от пневмоцилиндра 16. Накопитель 17 выполняет функции подачи восстанавливаемых крестовин в съемно-подающее устройство 15. Б нижней части станины размещена закалочная ванна 18 (фиг. 1), снабженная насосом 19 и холодильником 20 для перекачивания и охлаждения закалочной среды (масла). Желоб 21 служит для направленного сброса восстановленной детали в закалочную ванну. На пневмопанеле 22 (фиг. 2) расположен блок .ки воздуха и пневмораспределители,в выносном электрошкафу 23 (фиг. 2) смонтирована электроаппаратура установки, а с пульта 24 произ водится управление и настройка заданного технологического цикла восстановления.
Подгртовка к работе данного устройства .включает загрузку восстанавл ваемых крестовин в накопитель 17, включение электродвигателей 9 Придода вращения шпинделей, включение электродвигателя привода насоса 19 для перекачивания закалочной.среды и подвода сжатого воздуха к пневмопанели 22. После проведения указанных подготовительных операций работа на установке осуществляется в полуавтоматическом режиме.
После нажатия кнопки Подача крестовины подается воздух в пневмоцилиндр 16 привода съемно-подающего устройства 15, которое осуществляет установку крестовины в призму 12. После возврата в исходное положение механизма подачи включается привод пневмоцилиндра 14 и рычаг 13 фиксирует восстанавливаемую крестовину в призме 12. После этого включается привод пневмоцилиндра 6 и осуществляется горизонтальная подача деформирующего инструмента 5. При соприкосновении конца инструмента 5 с торцом крестовины за счет сжатия пружин .7 инструмент прекращает движение подачи. При трении торца крестовины и инструмента шип нагревается до температуры 850-950®С. т.е. до температуры пластической деформации. После полного сжатия пружины 7 нагрузка от пневмоцилиндров полностью передается на инструмент 5, в результате чего инструмент внедряется в отверстия крестовин при одновременном интенсивном нагреве тела шипов. Прг-.исходит процесс раздачи, т.е. увеличение наружного диаметра шипов крестовин. После окончания процесса раздачи шпинделя одновременно отводятся в исходное положение. При последующем рабочем ходе съемно-подающего механизма 15 осуществляется сталкивание на.гретой, восстановленной крестовины в накалочную ванну 18 и установка следующей крестовины в призлм 12. В дальнейшем цикл работы повторяется.
Предлагаемая установка позволяет резко повысить качество восстановления деталей и увеличить производительность в 8-10 раз. Себестоимост восстановления деталей на установке не превышает 5-10% от стоимости новых деталей.
Формула изобретения
1. Устройство для восстановления детали типа крестовины карданного шарнира, содержащее исполнительный механизм, включающий шпиндельную головку, закрепленный на ее шпинделе дорн и привод для осевого пере(Мещения голбвки, а также механизм фиксации восстанавливаемой детали, отличающее с я тем, что, с целью повышения качества восстанавливаемой детали и производительносги труда, исполнительный механизм
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для восстановления деталей типа крестовин карданного шарнира | 1982 |
|
SU1013186A1 |
| Устройство для восстановления детали типа крестовины кардонного шарнира | 1980 |
|
SU904963A2 |
| Устройство для восстановления деталей типа крестовин карданного шарнира | 1989 |
|
SU1652041A1 |
| Способ восстановления пустотелых деталей раздачей | 1988 |
|
SU1593874A1 |
| Устройство для восстановления деталей типа крестовин карданного шарнира | 1981 |
|
SU1031710A1 |
| Способ восстановления пустотелых изделий | 1987 |
|
SU1505737A1 |
| Устройство для восстановления деталей | 1990 |
|
SU1742018A1 |
| Вертикальная машина для центробежного литья | 1978 |
|
SU1011332A1 |
| Устройство для восстановления деталей типа крестовины карданного шарнира | 1982 |
|
SU1024138A2 |
| Устройство для восстановления деталей типа крестовины карданного шарнира | 1981 |
|
SU967620A1 |
