э :о
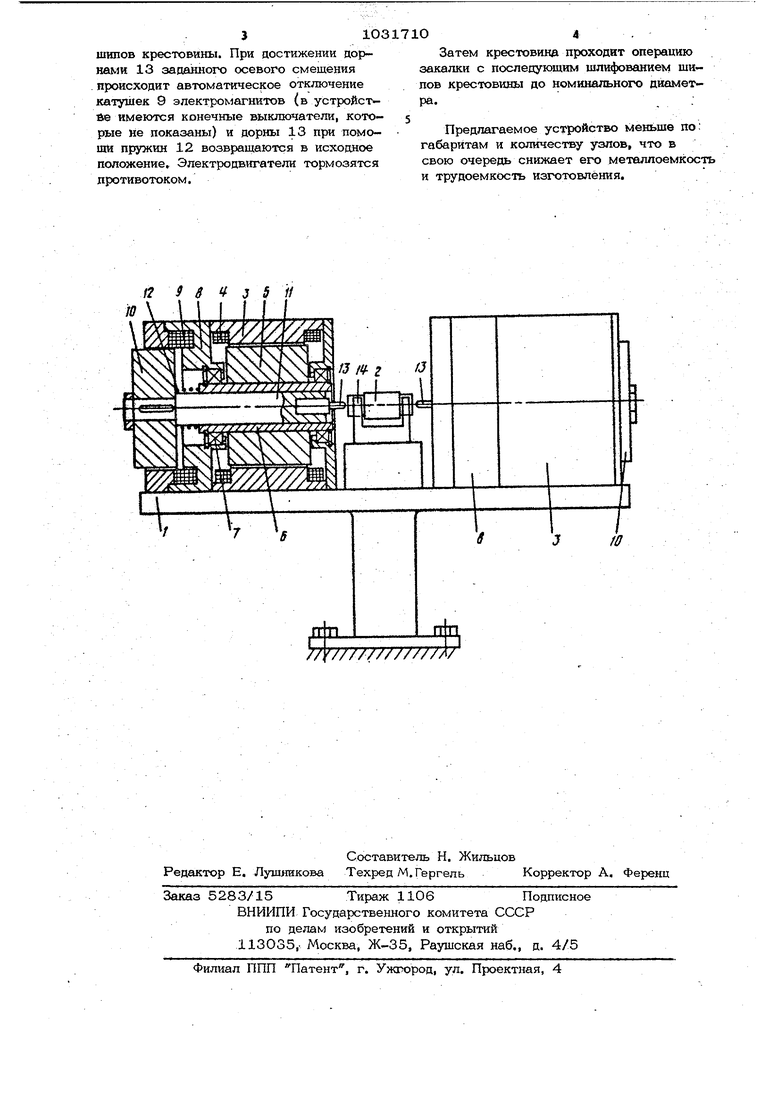
о Изобретение относится к машинострое нию и может быть использовано при ремонте изношенных деталей, например полых крестовин и втулок методом пластической деформации. Известно устройство для восстановле ния деталей типа крестовин карданного шарнира, содержащее шпиндельную головку, закрепленный на ее шпинделе дорн и привод для осевого перемещения голов ки, а также механизм фиксации восстагнаапиваемой детали. Устройство работает по принципу индивидуального нагрева шипа крестовины ош овременно по всей длине от внещнего источника нагрева, например, индуктора высокочастотного тока и последующей раздачей дерном ij Устройство обладает тем недостатком что после раздачи наряду с увеличением диаметра шипов крестовины наблюдается их укорочение по д.тине на 1,5-2,0 мм в связи с чем необходима дополнительна операция по нарашиванию торцов шипов крестовины электродуговой наплавкой с последующей механической обработкой и цементацией. Это приводит к резкому снижению качества и производительности процесса восстановления данных деталей. Кроме того последовательная раз- дача каждого шипа в отдельности приводит к дополнительным потерям времени при переустйновке и смешению центров шипов крестовины. Наиболее близким по технической сущности к предлагаемому является устройство для восстановления деталей типа крестовин карданного шарнира, содержащее станину, на которой смонтированы чет171ре электродвигателя с приводами осевого силового перемещения рабочих инструментов и приспособление для фиксации восстанавливаемой детали, Нагрев шипов крестовины и их раздачу устройством осуществляют путем внед рения вращающихся дорнов в шипы крес товины. Выделякнцаяся при внедрении вращающихся дорнов теплота трения нагревает шипы крестовины до 850-95О Усилие раздачи, действующее со стороны дорнов на шипы, позволяет ртеличить наружные диаметры шипов крестовины на 1,0-1, 5 мм, при этом практически не происходит осевая усадка шипов кресто вины 2 , Недостатками устройства являются его большие габариты и высокая металлоемкость. Цель изобретения - уменьшение габаритов и снижение металлоем1 ости уст- ; ройства. Поставленная цель достигается тем, что. в устройстве для восстановления деталей типа крестовин карданного шарнира, содержащем стан.ину, на которой смонтированы четыре электродвигателя с приводами осевого силового перемещения рабочих инструментов и приспособление для .фиксации восстанавливаемой детали согласно изобретения, приводы осевого силового перемещения рабочих инструментов выполнены в виде электромагнитов, смонтированных на фланцах электродвигателей, а якоря электромагнитов связаны с соответствующими инструментами, установле1Ш1 на валах электродвигателей и подпружинень относительно них. На чертеже изображено устройство для восстановления деталей типа крестовин карданного шарнира, общий вид. Устройство содержит станину 1, на которой установлены четыре асинхронных электродвигателя, расположенные вдоль осей шипов крестовины 2 и включающие статоры 3, обмотки 4 статоров, роторы ,5, полые валы 6, подшипники 7, На фланцах электродвигателей закреплены четыре электромагнита, состоящие из магнитопроводов 8, обмоток 9 и якорей 10. Якоря 10 закреплены на штоках 11, установленных внутри валов 6 на шпонках с . возможностью осевого смещения. Для возврата якорей 10 в исходное положение служат пружины 12. Дорны 13 закреплены на штоках 11. Приспособление для фиксации крестовины обозначено позицией 14. Устройство работает следующим образом. . Крестовину 2 карданного шарнира устанавливают на приспособление 14 и фиксируют на нем. Затем включаются обмотки 4 электродвигателей. Роторы 5, валы 6 электродвигателей вместе с якорями Ю штоками 11 и дорнами 13 разгоняются до номинальных оборотов, С включением q&vioTKK 9 электромагнитов якоря 10 притягиваются к магнитопроводу 8 и, после преодоления,усилие пружин, перемещают дорны 14 в сторону шипов крестовины. При внедрении дорнов 13 во внутренние отверстия Шипов крестовины 2 за счет выделяющегося тепла трения происходит разогрев шипов с одновременной раздачей наружных диаметров
шипов крестовины. При достижении доркакш 13 заданного осевого смещения . происходит автоматическое отключение катушек 9 электромагнитов (в устройстве имеются конечные выключатели, которые не показаны) и дорны 13 при помощи пружин 12 возвращаются в исходное положение Электродвигатели тормозятся противотоком.
Затем крестовина проходит операцию закалки с последующим шлифованием щипов крестовины до номинального диаметра..
Предлагаемое устройство меньше по: габаритам и количеству узлов, что в свою очередь снижает его металлоемкость и трудоемкость изготовления.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для восстановления деталей типа крестовин карданного шарнира | 1982 |
|
SU1013186A1 |
| Устройство для восстановления деталей типа крестовины карданного шарнира | 1981 |
|
SU967620A1 |
| Устройство для восстановления деталей типа крестовины карданного шарнира | 1982 |
|
SU1024138A2 |
| Устройство для восстановления деталей типа крестовины карданного шарнира | 1980 |
|
SU927478A1 |
| Устройство для восстановления детали типа крестовины карданного шарнира | 1977 |
|
SU733949A1 |
| Устройство для восстановления деталей | 1980 |
|
SU979068A1 |
| Способ восстановления пустотелых деталей раздачей | 1988 |
|
SU1593874A1 |
| Устройство для восстановления деталей | 1990 |
|
SU1742018A1 |
| Устройство для восстановления детали типа крестовины кардонного шарнира | 1980 |
|
SU904963A2 |
| Устройство для изготовления полых деталей методом раздачи их по диаметру | 1987 |
|
SU1465154A1 |
УСТРОЙСТВО ДЛЯ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ ТИПА КРЕСТОВИН КАРДАННСЗШ ШАРНИРА, содержащее станину, Hja которой смонтированы четыре электродвигателя с привоцами осевого силового перемещения рабсучих инструментов и приспособление цля фиксации восстанавливаемой детали, отличающееся тем, что, с целью уменьшения габаритов и снижение металлоемкости, приводы осевого силового переме щения рабочих инструментов выполнены в виде электромагнитов, смонтированных на фланцах электродвигателей, а якоря электромагнитов связаны с соответствуюi щими инструментами, установлены на валах электродвигателей и подпружинены (П относительно них.
12 9 $ 4 3 5 11
//Г//////////////
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Справочник инженера механика | |||
| Приводный механизм в судовой турбинной установке с зубчатой передачей | 1925 |
|
SU1965A1 |
| Способ получения продуктов уплотнения фенолов с альдегидами | 1920 |
|
SU361A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство для восстановления детали типа крестовины карданного шарнира | 1977 |
|
SU733949A1 |
| . | |||
