ft/i./ «
Изобретение относится к ремонтному производству и может быть использовано при восстановлении изношенных деталей типа крестовин карданного шарнира.
Цель изобретения - повышение качества восстанавливаемых деталей за счет устранения неполной раздачи по длине и забивки смазочных каналов шипов.
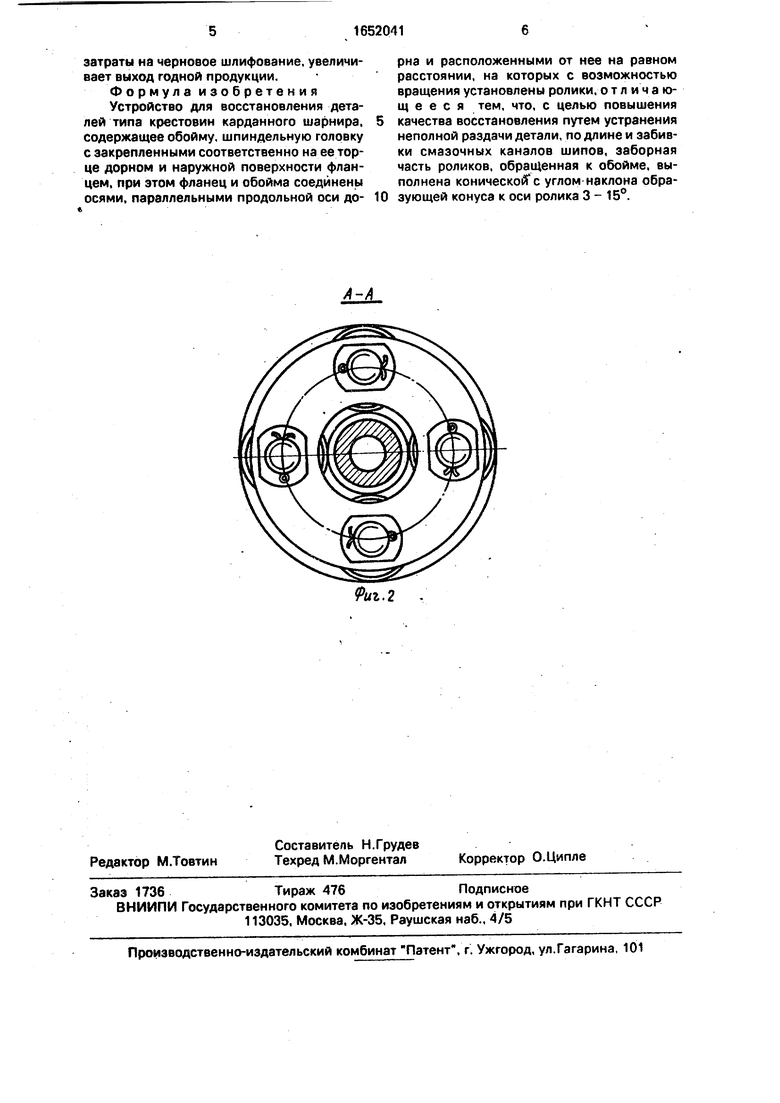
На фиг. 1 изображено предлагаемое устройство; на фиг. 2 - разрез А - А на фиг. 1.
Устройство содержит шпиндельную головку 1 с дорном 2, фланец 3 и обойму-4, ось 5, калибрирующие ролики 6, гайки 7, шплинты 8, восстанавливаемый шип 9.
Фланец 3 жестко соединен со шпиндельной головкой 1. В нем имеются отверстия для крепления осей 5. На осях расположены калибрующие ролики б, оси которых параллельны продольной оси до- рна и расположены на равном расстоянии.
Их перемещение вдоль оси ограничено с одной стороны буртиком, с другой стороны между роликами б и фланцем 3 имеется некоторый зазор. Фланец 3 предназначен для придания системе жесткости.
Устройство совершает вместе со шпиндельной головкой 1 возвратно-поступательное движение.
Принцип работы устройства заключается в следующем. При включении пневмоци- линдра подачи инструмента (не показан) и одновременном вращении шпиндельной головки 1, дорн 2 упирается в раздаваемый шип 9. В результате трения о шип 9 начинается тепловыделение и разогрев последнего до температуры 850 - 950°С, при которой повышается пластичность металла, после чего дорн 2 внедряется в технологическое отверстие шипа 9 и раздает его. Одновременно калибрирующие ролики 6 совершают вращательное движение относительно шипа 9, со скоростью вращения шпиндельной головки 1 и относительно собственной оси. Это приводит к тому, что шип 9 раздается до определенного заранее заданного размера. После окончания процесса раздачи шпиндельная головка 1 вместе с калибрующими роликами 6 отводится в исходное положение.
Следует отметить, что раздача шипов по длине зависит от величины угла конусности а заборной части роликов.
Исследованиям были подвергнуты крестовины карданных шарниров автомобилей УАЗ-469, ГАЗ-24, ГАЗ-24-10, номинальный диаметр шипов которых составляет
16,3-0.012 мм.
Для сравнительных испытаний были отобраны шестнадцать партий по пять крестозин в каждой. Диаметры смазочных отверстий р шипах отобранных крестовин лежали в пределах 6,25 - 6,30 мм.
Перед проведением раздачи деталей каждой партии заборная часть роликов, изготовленных из твердого сплава, подвергалась шлифовке на конус под различными углами (0 - 30°).
Были проведены замеры длины раздачи
шипа (Ip) по его наружной поверхности и
глубина внедрения дорн а в масляный канал
(д).
В результате исследований установлено, что при восстановлении шипов с применёнием обкатывающих калибрующих роликов наблюдалось следующее: при угле конусности заборной части роликов а. 0 - 1 ° не происходит увеличения длины раздачи по сравнению с глубиной внедрения дорна.
Имеет место налипание металла поверхностного слоя шипов на торцы калибрующих роликов; при угле конусности а 2° наблюдалось увеличение на 1 - 3% длины раздачи по сравнению с глубиной внедрения дорна,
налипание металла на торцы шипов отсутствует; значительное увеличение длины раздачи по отношению к глубине внедрения дорна до 8 - 12% происходит в случае наличия угла конусности заборной части 3-15°,
причем наибольшее увеличение длины раздачи наблюдается при угле конусности о 13°. При # 15° наблюдается незначительное сужение смазочного отверстия; увеличение угла конусности заборной части
-калибрующих роликов свыше 15° не влечет за собой увеличения длины раздачи, при этом наблюдается течение поверхностного слоя металла шипа лишь в направлении, перпендикулярном оси вращения дорна и
калибрующих роликов; при угле конусности 3 - 15° забивка масляного канала не наблюдалась.
Таким образом, устройство позволяет устранить неполную раздачу по длине шипа, забивку его масляного канала, а также обеспечить сохранение большего, по сравнению с традиционным способом, слоя цементации и исключает черновую механическую обработку с удалением большего припуска за счет устранения бочкооб- разности и разностенности. Кроме того, удается сгладить следы бринеллирования за счет перемещения массы металла и перераспределения металла по наружной поверхности шипа в осевом направлении, что придает поверхности детали более высокую чистоту.
Это приводит к повышению качества восстанавливаемых крестовин и снижает
затраты на черновое шлифование, увеличивает выход годной продукции.
Формула изобретения Устройство для восстановления деталей типа крестовин карданного шарнира, содержащее обойму, шпиндельную головку с закрепленными соответственно на ее торце дорном и наружной поверхности фланцем, при этом фланец и обойма соединены осями, параллельными продольной оси до
рна и расположенными от нее на равном расстоянии, на которых с возможностью вращения установлены ролики, отличающееся тем, что, с целью повышения качества восстановления путем устранения неполной раздачи детали, по длине и забивки смазочных каналов шипов, заборная часть роликов, обращенная к обойме, выполнена конической с углом наклона образующей конуса к оси ролика 3 - 15°.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ восстановления пустотелых изделий | 1987 |
|
SU1505737A1 |
| Способ восстановления пустотелых деталей раздачей | 1988 |
|
SU1593874A1 |
| Устройство для восстановления деталей | 1990 |
|
SU1742018A1 |
| Устройство для восстановления детали типа крестовины кардонного шарнира | 1980 |
|
SU904963A2 |
| Устройство для восстановления деталей типа крестовин карданного шарнира | 1981 |
|
SU1031710A1 |
| Устройство для восстановления деталей типа крестовин карданного шарнира | 1982 |
|
SU1013186A1 |
| Устройство для восстановления деталей типа крестовины карданного шарнира | 1981 |
|
SU967620A1 |
| Устройство для восстановления детали типа крестовины карданного шарнира | 1977 |
|
SU733949A1 |
| Устройство для восстановления деталей типа крестовины карданного шарнира | 1982 |
|
SU1024138A2 |
| Устройство для восстановления деталей типа крестовины карданного шарнира | 1980 |
|
SU927478A1 |
Изобретение относится к ремонтному производству и может быть использовано при восстановлении изношенных деталей типа крестовин карданного шарнира. Цель изобретения - повышение качества-восстановления за счет устранения неполной раздачи детали по длине и забивки смазочных каналов шипов. Шпиндельная головка 1 с дорном 2 снабжена по меньшей мере одним вращающимся калибрующим роликом б, жестко связанным с дорном посредством фланцев 3 и 4. Оси вращения роликов, изготовленных из твердого сплава, совладают с образующими условного кругового цилиндра, расположенного коицентрично с осью вращения дорна. Заборная часть роликов, обращенная к детали, выполнена конической с углом наклона образующей конус к оси ролика, равным 3...150. Устройство позволяет устранить бочкообразность и раэ- ностенность. 2 ил.
| Способ восстановления пустотелых изделий | 1987 |
|
SU1505737A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Механическая топочная решетка с наклонными частью подвижными, частью неподвижными колосниковыми элементами | 1917 |
|
SU1988A1 |
