Изобретение относится к стройиндуст- рии, а именно к изготовлению железобетонных изделий в кассетных установках.
Цель изобретения - сокращение расхода тепловой энергии на термообработку изделий и повышение надежности работы установки.
На фиг. 1 изображена кассетная установка, вид сверху; на фиг. 2 - узел I на фиг. 1.
Кассетная установка содержит крайние 1 и внутренние 2 формовочно-тепловые щиты, бортоснастку 3, трубопроводы подачи пара 4 и отвода конденсата 5.
К внутренним и одному или обоим крайним щитам приварены направляющие 6, выполненные в виде кронштейнов с круглыми отверстиями 7, в которых свободно размещены патрубки 8 и 9 коллектора подачи пара и 10, 11 коллектора отвода конденсата.
Патрубки 8-11 снабжены на их открытых торцах обоймами 12 с упругими прокладками 13. С внутренними полостями щитов 2 и 1 патрубки соединены гибкими рукавами 14. Обоймы 12 имеют продольные прорези 15, в которых находятся фиксаторы 16 упругих прокладок.
К одному или обоим крайним щитам приварены жесткие упоры 17, снабженные регулировочными винтами 18, взаимодействующими с закрытыми торцами патрубков 9 и 11 одного или обоих крайних щитов. К одному из крайних щитов патрубки коллекторов подачи пара и отвода конденсата могут быть приварены жестко и выполнять дополнительные функции упоров.
Установка работает следующим образом.
После распалубки изделий, чистки, смазки и армирования формовочно-тепло- вых щитов они сплачиваются в пакет с помощью известного устройства, например распалубочной машины 19, и обжимаются в упорную раму 20. При этом патрубки 8,9 и 10,11 взаимодействуют между собой через упругие прокладки 13, которые равномерно сжимаются, образуя плотные стыки коллекторов подачи пара и отвода конденсата. Фиксаторы 16 перемещаются в прорезях 15
обойм 12, не препятствуя сжатию прокладок. Гибкие рукава 14 компенсируют возможные осевые перемещения патрубков 8 и 10 в отверстиях 7 направляющих 6.
После сборки и обжатия пакета щитов в формовочные отсеки укладывается бетонная смесь, в полости щитов подается пар и производится тепловая обработка изделий, При обнаружении парения или утечек конденсата вследствие, например, износа прокладок или частичной потери ими упругости, необходимая плотность стыков достигается регулированием усилия сжатия прокладок при помощи регулировочных винтов 18,
ввернутых в жесткие упоры 17. Затем пакет разбирается, изделия распалубливаются, выполняются операции по подготовке щитов, и далее цикл повторяется.
При разборке пакета щиты отодвигаются друг от друга, а вместе с ними и патрубки 8,9 и 10,11. Упругие прокладки 13 удерживаются от выпадания из обойм 12 фиксаторами 16.
Формула изобретения
Кассетная установка для изготовления железобетонных изделий, содержащая крайние и внутренние формовочно-тепловые щиты, бортоснастку, коллекторы подачи
пара и отвода конденсата, выполненные в виде контактирующих один с другим соос- ных патрубков, соединенных с внутренними полостями щитов и снабженных на откры- тыхторцах обоймами с упругими прокладками, отличающаяся тем. что, с целью сокращения расхода тепловой энергии на термообработку изделий и повышения надежности работы установки, она снабжена прикрепленными к щитам направляющими
для патрубков, установленных в них с возможностью осевого перемещения и соединенных с полостями щитов при помощи гибких рукавов, крайние щиты снабжены жесткими упорами с регулировочными винтами, контактирующими с патрубками, обоймы выполнены с продольными прорезями, упругие прокладки имеют фиксаторы, размещенные в прорезях обойм.
J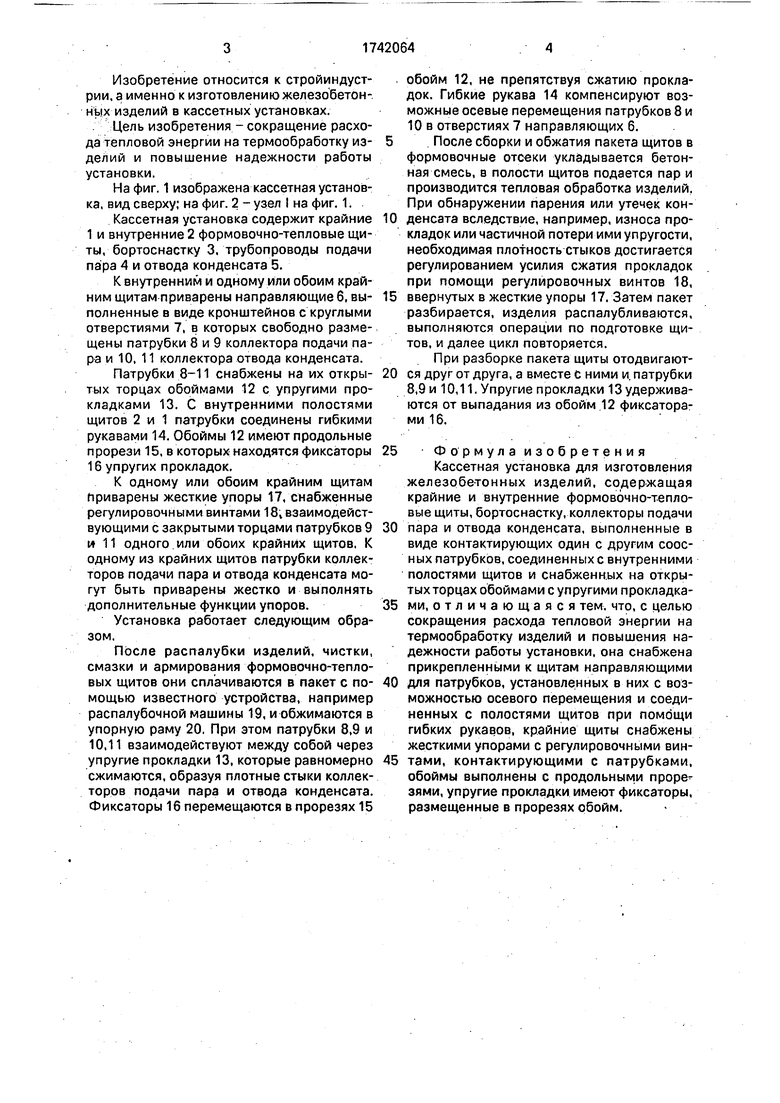
| название | год | авторы | номер документа |
|---|---|---|---|
| Кассетная установка | 1980 |
|
SU903118A1 |
| Кассетная установка | 1990 |
|
SU1728027A1 |
| Касетная установка для изготовления изделий из бетонных смесей | 1981 |
|
SU1004107A1 |
| Кассетная установка для формования изделий из бетонных смесей | 1985 |
|
SU1433811A1 |
| Кантователь формовочно-тепловых щитов кассеты | 1981 |
|
SU1043009A1 |
| Кассетная установка для изготовленияСТРОиТЕльНыХ издЕлий | 1979 |
|
SU841982A1 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ БЕТОННЫХ И ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 1992 |
|
RU2017609C1 |
| Установка для вертикального формования бетонных изделий | 1987 |
|
SU1447673A1 |
| Устройство для формования бетонных и железобетонных изделий на кассетно-конвейерных линиях | 1989 |
|
SU1652070A1 |
| Установка для изготовления бетонных изделий | 1979 |
|
SU874364A1 |

Использование: в области стройиндуст- рии. Изготовление железобетонных изделий в кассетных формах. Сущность изобретения: установка содержит формовочные щиты 1,2, бортоснастку 3, трубопроводы 4,5, патрубки 8,9,10,11, упругие прокладки, гибкие рукава 14. Патрубки взаимодействуют между собой через прокладки. При обнаружении парения или утечки конденсата из-за износа прокладок и частичной потери ими упругости необходимая плотность стыков достигается регулированием усилия сжатия прокладок при помощи регулировочных винтов 18, ввернутых & жесткие упоры 17. 2 ил. П J8 w Ј Лова 4 ю о о 4. I зФиг.1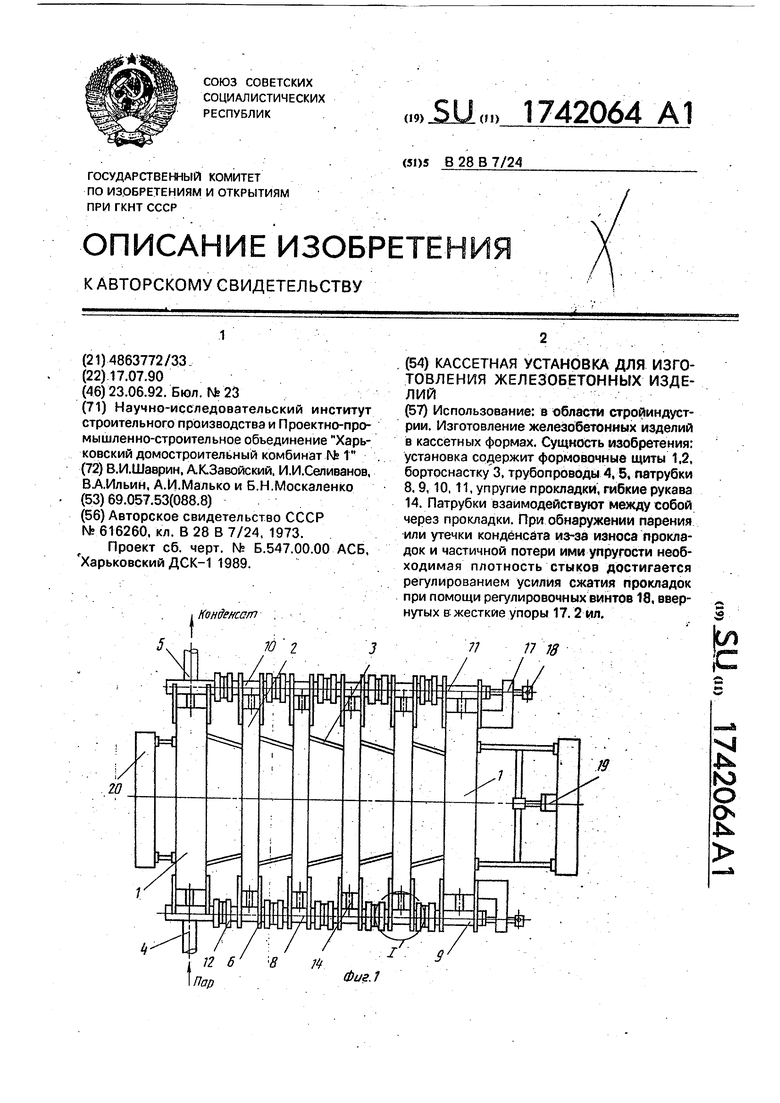
И
15
/
I I L I IIII VAV
. П
м
к
#
/J
/
ХХХ
7
8
Фиг.1
| Кассета для изготовления железобетонных изделий | 1976 |
|
SU616260A1 |
| кл | |||
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
| Проект сб | |||
| черт | |||
| Комнатная печь | 1922 |
|
SU547A1 |
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
