Известны устройства для изготовления электродов химических источников тока, например положительных электродов серебряно-цинковой электрохимической системы, содержащие, например, в одном агрегате дозатор порошка, узел прессования электрода, узел транспортирования электрода с пневмозахватом, узел обработки электрода и узел выдачи готового электрода. Эти устройства не обеспечивают надежную передачу и ориентацию электродов различных размеров в процессе их изготовления, а также автоматическую подачу токоотводов для их закрепления с электродами.
Для обеспечения автоматической и надежной передачи и ориентации электродов различных размеров в процессе их изготовления, а также автоматической подачи токоотводов для их закрепления с электродами в предлагаемом устройстве пневмозахват выполнен в Ёиде вилки с двумя упорами и роликом., входящими в зацепление с ловиТелями, установленными на операционных инструментах, например прессформах. Пневмозахват сопровождает их определенное время, необходимое для выдачи электродов. Узел поштучной выдачи токоотводов содержит периодически вращающийся диск с окнами, выступами и толкателем для передачи токоотводов в гнездо инструмента для их закрепления, вибробункер с лотком для ориентации токоотводов и заполнения ими приемной кассеты, из которой пневмозахват передает их в окна указанного диска.
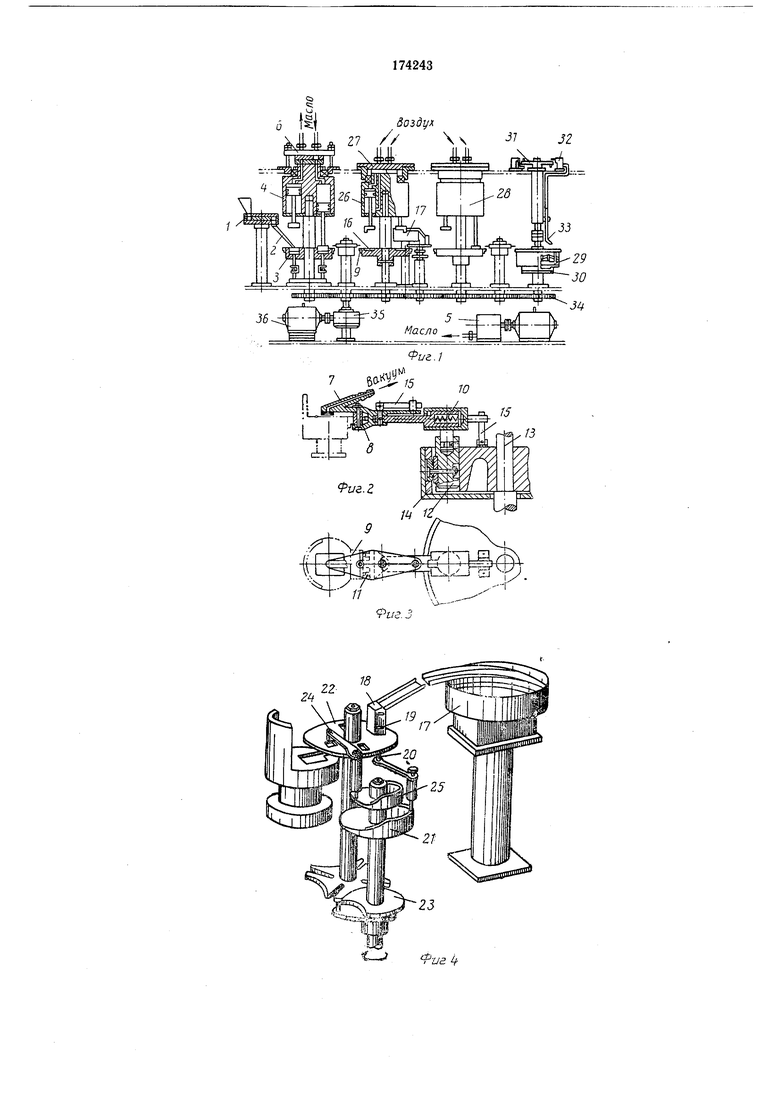
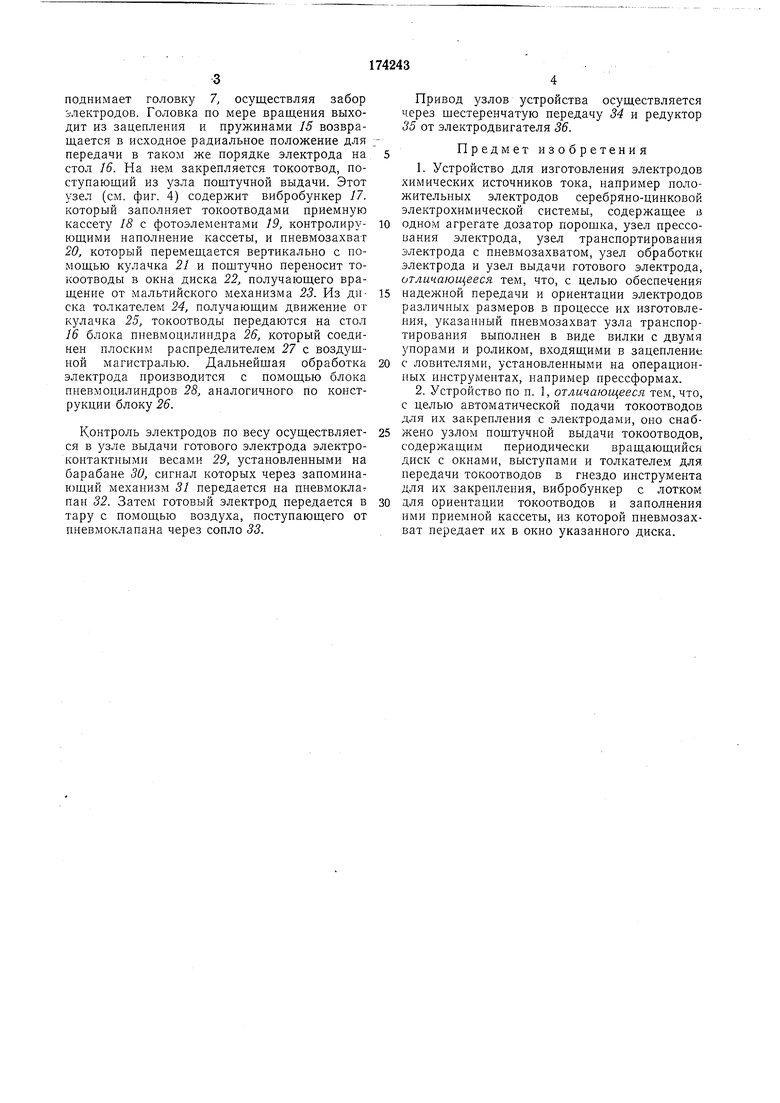
На фиг. нриведен общий вид предлагаемого устройства; на фиг. 2 и 3 - узел транспортирования электрода с пневмозахватом спереди и сверху; на фиг. 4 - общий вид узла автоматической поштучной выдачи токоотводов.
Изготовление электродов осуществляется в процессе непрерывного вращения его механизмов. Дозирование порошка производится регулируемыми мерниками диска Д из которых по лотку 2 порошок поступает на увлажненный нижний пуансон прессформы 3. После разравнивания порошка и укладки на него решетки происходит прессование электрода. Необходимое усилие прессования обеспечивается блоком цилиндров 4, соединенным с гидросистемой 5 плоским распределителем 6.
Головка 7 с пневмозахватом, выполненная в виде вилки с роликом 8 и являющаяся основой транспортирующего узла, входит в зацепле.ние с ловителем 9 прессформы 5. Пружина 10 прижимает упоры // к плоскости ловителя и заставляет головку 7 сопровождать прессформу 3 определенное время. За это время нолзун 12, установленный в барабане
поднимает головку 7, осуществляя забор электродов. Головка по мере вращения выходит из зацепления и пружинами 15 возвращается в исходное радиальное положение для передачи в таком же порядке электрода на стол Уб. На нем закрепляется токоотвод, поступающий из узла пощтучной выдачи. Этот узел (см. фиг. 4) содержит вибробункер П. который заполняет токоотводами приемную кассету 18 с фотоэлементами 19, контролирующими наполнение кассеты, и пневмозахват 20, который перемещается вертикально с помощью кулачка 21 и поштучно переносит токоотводы в окна диска .22 получающего вращение от мальтийского механизма 23. Из диска толкателем 24, получающим движение от кулачка 25, токоотводы передаются на стол 16 блока пневмоцилиндра 26, который соединен нлоским распределителем 27 с воздушной магистралью. Дальнейшая обработка электрода нроизводится с помощью блока нневмоцилиндров 28, аналогичного по конструкции блоку 26.
Контроль электродов по весу осуществляется в узле выдачи готового электрода электроконтактными весами 29, установленными на барабане 30, сигнал которых через запоминающий механизм 31 передается на пневмоклат пан 32. Затем готовый электрод передается в тару с помощью воздуха, поступающего от цневмоклапана через сопло 33.
Привод узлов устройства осуществляется через шестеренчатую передачу 34 и редуктор 35 от электродвигателя 36.
Предмет изобретения
1.Устройство для изготовления электродов химических источников тока, например положительных электродов серебряно-цинковой электрохимической системы, содержащее в
одном агрегате дозатор порошка, узел прессования электрода, узел транспортирования электрода с пневмозахватом, узел обработки электрода и узел выдачи готового электрода, отличающееся тем, что, с целью обеспечения
надежной передачи и ориентации электродов различных размеров в процессе их изготовления, указанный пневмозахват узла транспортирования выполнен в виде вилки с двумя упорами и роликом, входящими в зацепление
с ловителями, установленными на операционных инструментах, например прессформах.
2.Устройство по п. 1, отличающееся тем, что, с целью автоматической подачи токоотводов для их закрепления с электродами, оно снабжено узлом поштучной выдачи токоотводов, содержащим периодически вращающийся диск с окнами, выступами и толкателем для передачи токоотводов в гнездо инструмента для их закрепления, вибробункер с лотком
для ориентации токоотводов и заполнения ими приемной кассеты, из которой пневмозахват передает их в окно указанного диска.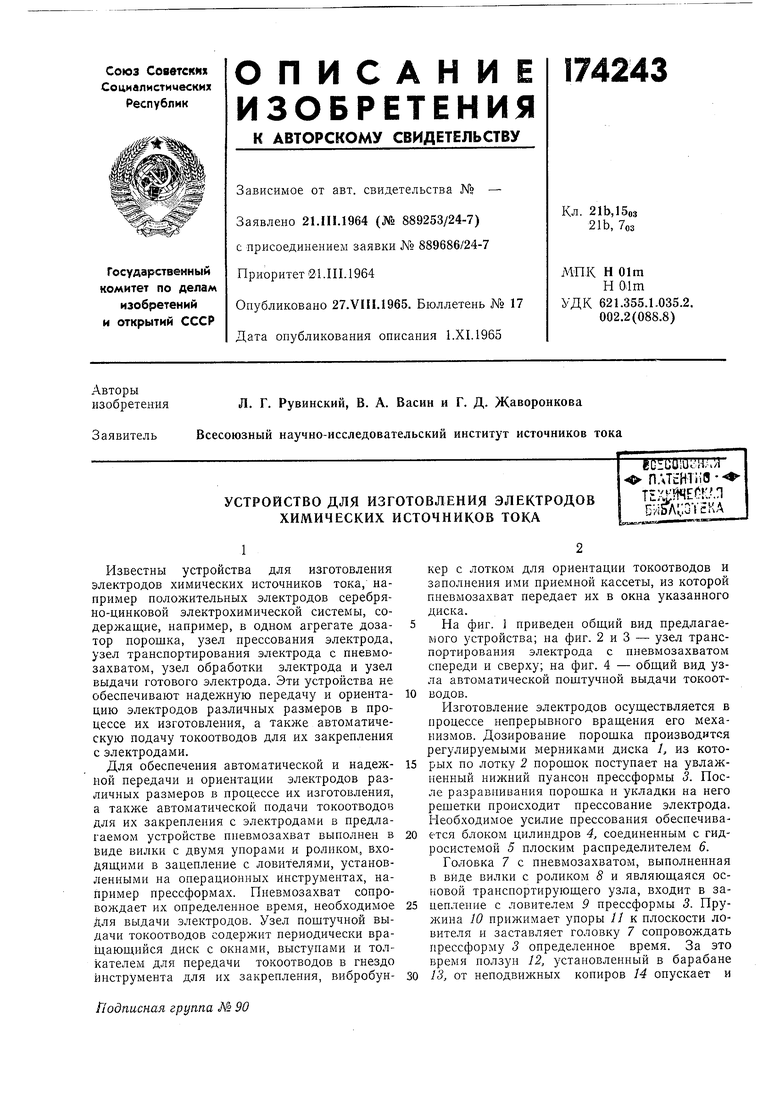
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматической сборки узла состоящего из двух деталей | 1968 |
|
SU604651A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОДОВ ХИМИЧЕСКИХ ИСТОЧНИКОВ ТОКА | 1965 |
|
SU174678A1 |
| УСТРОЙСТВО для СБОРКИ и ПАЙКИ ТВЕРДОСПЛАВНЫХ ПЛАСТИН С ДЕРЖАВКАМИ РЕЖУЩЕГО ИНСТРУМЕНТА | 1969 |
|
SU253561A1 |
| АВТОМАТ ДЛЯ СБОРКИ УЗЛОВ ЧАСОВЫХ МЕХАНИЗМОВ | 1973 |
|
SU366959A1 |
| Линия для пайки | 1986 |
|
SU1433665A1 |
| Устройство для ориентирования деталей | 1976 |
|
SU654389A1 |
| Устройство для автоматической сборки составных частей химических источников тока | 1991 |
|
SU1790016A1 |
| Автомат для прорезания шлицев в головках винтов | 1978 |
|
SU921732A1 |
| Устройство для сборки резьбовых соединений | 1982 |
|
SU1034889A1 |
| Робототехнологический комплекс для сборки | 1990 |
|
SU1782203A3 |