Способ изготовления объемных сопротивлений, основанпый на введении проволочных выводов в разогретую токопроводящую композицию с последующей опрессовкой заготовки, известен.
В предложенном способе изготовления стеклокерамических сопротивлений, повышение точности установки выводов и упрощение автоматизации процесса изготовления сопротивлений достигнуто тем, что в холодные заготовки, выполненные в виде полых изоляционных трубок, внутренняя полость которых частично заполнена токопроводящей композицией, вводят проволочные выводы, прижимая их концы к токопроводящей композиции. Заготовки транспортируют, удерживая за выводы, в зону нагрева. После размягчения токопроводящей композиции вводят в нее на заданную глубину выводы и производят опрессовку заготовок в цанговорычажной форме, подвергая их всестороннему сжатию.
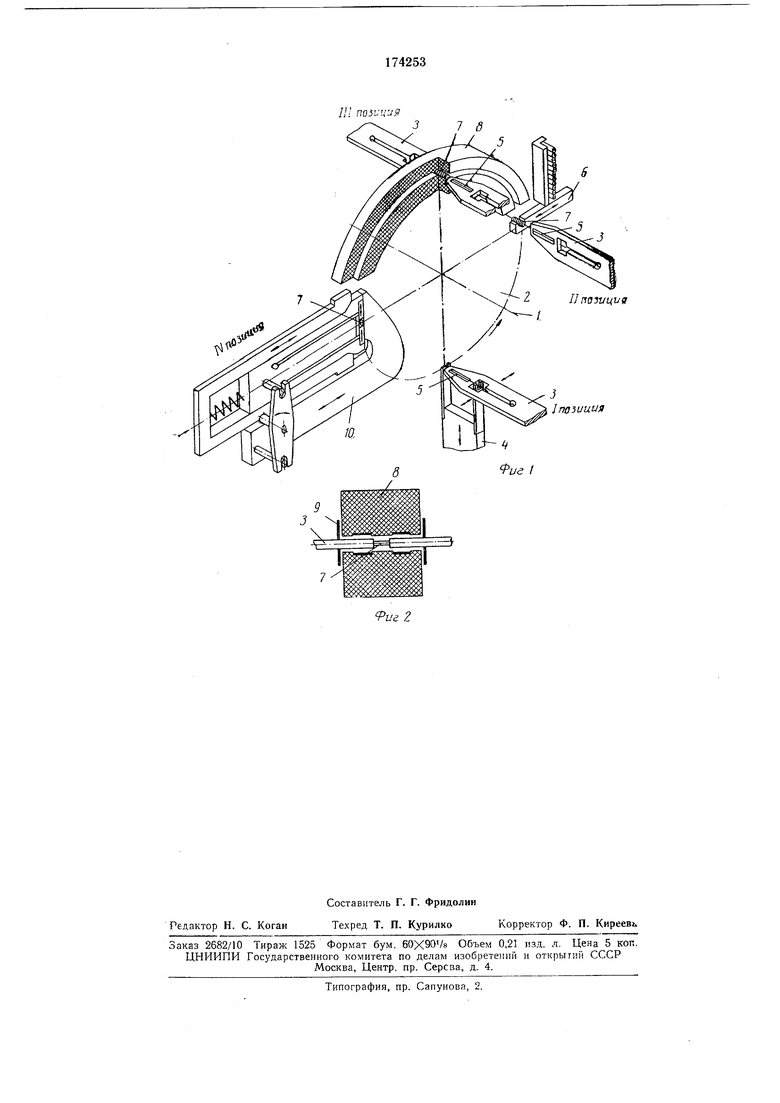
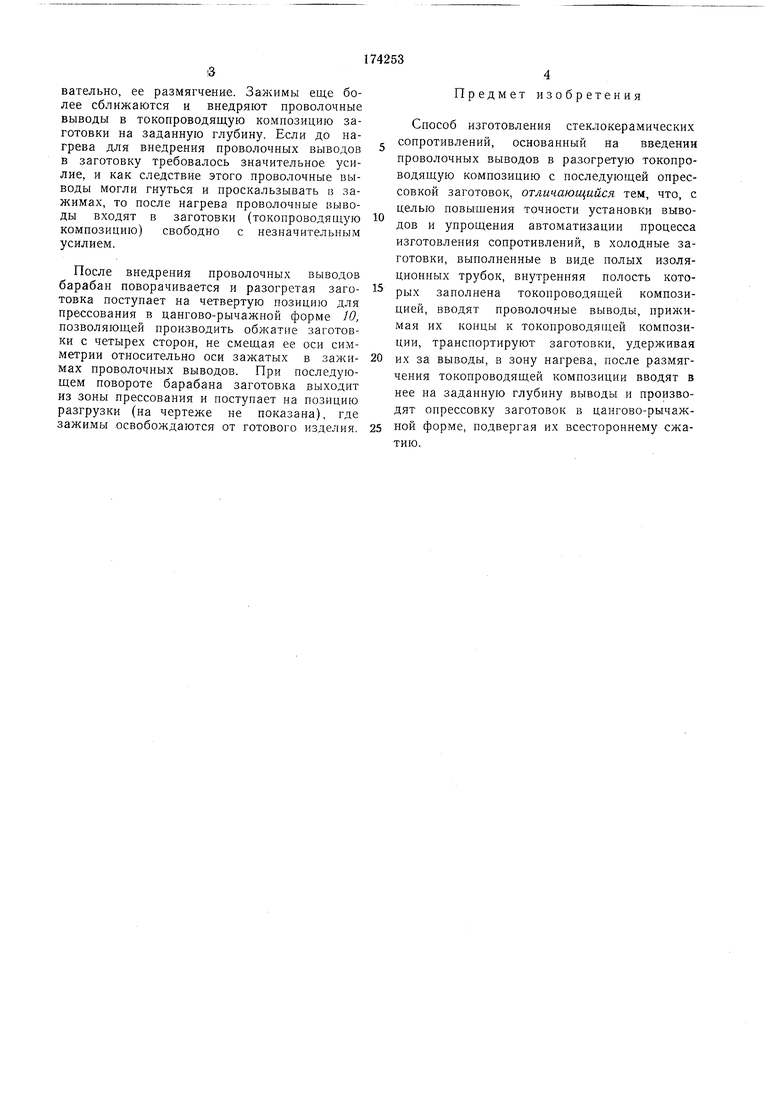
Для пояснения списываемого способа на фиг. 1 изображена схема,, поясняющая последовательность операций при осуществлении способа, выполняемых соответствующим устройством; на фиг. 2 - секторная печь для разогрева заготовок в поперечном разрезе.
На двух расположенных друг против друга на общей оси / дисках (на чертеже не показаны) барабана 2 установлены зажимы 3, которые могут перемещаться навстречу
друг другу и поворачиваться периодически вместе с барабаном. На первой позиции зажимы раскрыты и разведены друг от друга на максимальное расстояние. Переносчик 4, двигающийся по радиусу барабана возвратно-поступательно, вводит изготовленные проволочпые выводы 5 в раскрытый зажим. ЗаЛчим закрывается, а переносчик опускается за следующим проволочным выводом. Барабан поворачивается и зажимы с установленными в них проволочными выводами становятся на вторую позицию. На этой позиции перепосчик 6 вводит в зазор между зажимами заготовку 7, заполненпую токопроводящей композицией. Зажимы сближаются
и кончики проволочных выводов, входя в токопроводящую композицию, удерживают заготовку.
Барабан поворачивается, зажимь с помощью проволочных выводов вынимают заготовку из переносчика и переносят ее на третью позицию в секторную печь 8 с боковыми щелями для прохода . Зажимы несут на себе щитки 9, которые прикрывают щели секторной печи. В секторной певательно, ее размягчение. Зажимы еще более сближаются и внедряют проволочные выводы в токопроводящую комнозицию заготовки на заданную глубину. Если до нагрева для внедрения проволочных выводов в заготовку требовалось значительное усилие, и как следствие этого проволочные выводы могли гнуться и проскальзывать в зажимах, то после нагрева проволочные выводы входят в заготовки (токопроводящую композицию) свободно с незначительным усилием.
После внедрения проволочных выводов барабан поворачивается и разогретая заготовка поступает на четвертую позицию для прессования в цангово-рычажной форме fO, позволяющей производить обжатие заготовки с четырех сторон, не смещая ее оси симметрии относительно оси зажатых в зажимах проволочных выводов. При последующем повороте барабана заготовка выходит из зоны прессования и поступает на позицию разгрузки (на чертеже не показана), где зажимы освобождаются от готового изделия.
Предмет изобретения
Способ изготовления стеклокерамических , сопротивлений, основанный на введении проволочных выводов в разогретую токопроводящую композицию с последующей опрессовкой заготовок, отличающийся тем, что, с целью повышения точности установки выводов и упрощения автоматизации процесса изготовления сопротивлений, в холодные заготовки, выполненные в виде полых изоляционных трубок, внутренняя полость которых заполнена токопроводящей композицией, вводят проволочные выводы, прижимая их концы к токопроводящей композиции, транспортируют заготовки, удерживая
0 их за выводы, в зону нагрева, после размягчения токопроводящей композиции вводят в нее на заданную глубину выводы и производят опрессовку заготовок в цангово-рычаж5 ной форме, подвергая их всестороннему сжатию.
/// пo5lщv l
318
2Ilnamuva
позииия
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ КОНТАКТНЫХ ПРОВОДОВ ИЗ МЕДИ И ЕЕ СПЛАВОВ | 2001 |
|
RU2201311C2 |
| Устройство для горячего прессования трубчатых сопротивлений | 1959 |
|
SU126934A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПУСТОТЕЛЫХ ИЗДЕЛИЙ | 2005 |
|
RU2297913C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МУЛЬТИКАПИЛЛЯРНЫХ СТРУКТУР ДЛЯ ХРАНЕНИЯ ГАЗА | 2023 |
|
RU2809396C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВОК ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2005 |
|
RU2285583C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЛЕКТОРОВ ЭЛЕКТРИЧЕСКИХ МАШИН И ПРЕСС-ФОРМА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2041539C1 |
| СПОСОБ СПЕКАНИЯ ВОЛОКОННЫХ ПАКЕТОВ | 1966 |
|
SU178521A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЕСС-ФОРМЫ-ХОЛОДИЛЬНИКА-ТОКОПОДВОДА К АГРЕГАТУ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ | 2002 |
|
RU2236337C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТРУКТУРНОГО БЛОКА ИЗ СТЁКОЛ РАЗНЫХ СОСТАВОВ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2021 |
|
RU2772026C1 |
| Автомат для изготовления тарелок ножек электрических источников света | 1982 |
|
SU1070627A1 |