Настоящее изобретение относится к устройствам для горячего п)ессования трубчатых сопротивлений, каждое из которых представляет собою стекло-керамическую трубку, заполненную токопроводящим материалом, в который вводятся проволочные выводы.
Предлагаемое устройство отличается от известных тем, что оно состоит из вертикально расположенного ползуна, переносящего заготовки из печи на рабочую позицию и образующего нижнюю стенку камеры прессования; двух встречно движущихся пуансонов, представляющих собой боковые стенки этой камеры; и заслонки, образующей верхнюю стенку камеры.
Такое выполнение устройства позволяет автоматизировать операцию горячего прессования трубчатых сопротивлений.
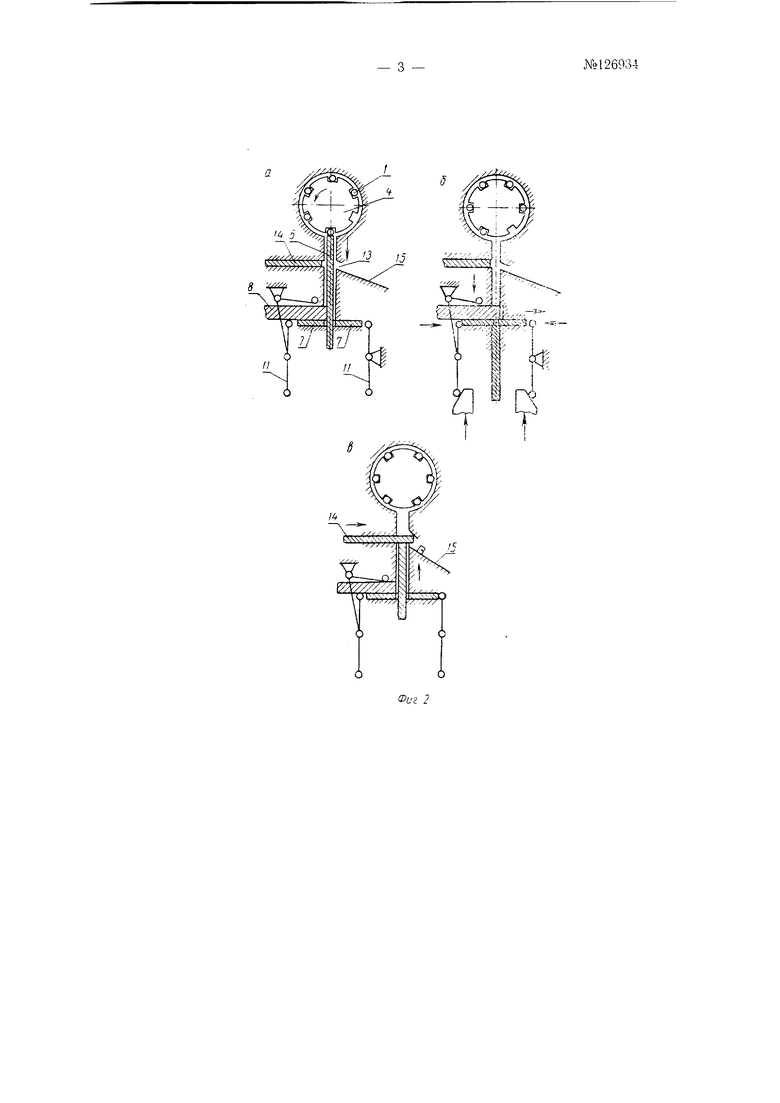
На фиг. 1 изображена кинематическая схема управления предлагаемым устройством; на фиг. 2-схема прессования трубчатых сопротивлений (на фиг. 2а - укладка заготовки на ползун, на фиг. 26 - прессование, на фиг. 2в - сбрасывание сопротивления).
Устройство оборудовано магазином для стекло-керамических трубчатых заготовок, транспортирующим лотком, нагревательной печью, двумя подающими проволоку каретками с отрезными ножами, пневмокраном и передаточным механизмом привода.
Заготовки 1 сопротивлени подаются из магазина штоком 2 по лотку 3 попадают в барабан 4, расположенный внутри печи для подогрева заготовок и периодически вращающийся от механизма 5. По периферии барабана и.меется несколько пазов-гнезд для заготовок.
Прессующее устройство состоит из ползуна 6, образующего нижнюю стенку камеры прессования: двух встречно движущихся пуансонов 7, составляющих боковые стенки этой камеры; и заслонки 8, представляющей собой верхнюю стенку камеры.
№ 126934- 2 -
Нагретые заготовки из барабана 4 последовательно скатываются на ползун (), который, опускаясь впиз, переносит их в зону прессования ниже заслонки 5 (фиг. 2а).
Перед, прессованием очередной заготовки подвижные каретки 9 вводят в нее проволочные выводы 10. Затем рычаги // сдавливают пуансоны 7 и зйслонку 8, осуществляя прессование заготовки с выводами (фиг. 26,-Выдержка времени при прессовании может регулироваться взаимным смещением кулачков кулачкового вала 12, осуществляющих воздействие на рычаги 11. В конце каждого цикла прессования ползун 6 перемещается вверх и останавливается против окна 13. При этом сбрасыватель 14 сбрасывает готовое сопротивление на лоток 15 (фиг. 20) и включает воздущный кран для очистки рабочего места.
П ) е д м е т изобретения
1.Устройство для горячего прессования трзбчатых сопротивлений, представляющих собою стекло-керамическую трубку, заполненную токопроводящим материалом, в который вводятся проволочные выводы, отличающееся тем, что, с целью автоматизации операции прессования, оно состоит из вертикально расположенного ползуна, переносящего заготовки из печи на рабочую позицию и образующего нижнюю стенку камеры прессования; двух встречно движущихся пуансонов, образующих боковые стенки этой камеры; и заслонки, образующей верхнюю стенку камеры.
2.Совместное с устройством по п. 1 применение поворотного барабана с гнездами на периферии для подачи нагретых заготовок из печи к ползуну.

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕКЛОКРРАМИЧЕСКИ^ СОПРОТИВЛЕНИЙВСЕСОЮ>&:НАЯ о П.\ТННТ1!в-^ ТЕ;;И;;ЧЕСШ5ш:;зтЕкд | 1965 |
|
SU174253A1 |
| МНОГОПОТОЧНАЯ РОТОРНАЯ МАШИНА | 1967 |
|
SU205799A1 |
| УСТАНОВКА ДЛЯ УДАРНОГО ПРЕССОВАНИЯ ИЗДЕЛИЙ ИЗ ПОРОШКОВ | 1992 |
|
RU2029661C1 |
| Установка для гидропрессования с нагревом заготовок | 1972 |
|
SU450614A1 |
| УСТАНОВКА ГОРЯЧЕЙ ШТАМПОВКИ ПОРОШКОВЫХ МАТЕРИАЛОВ | 2015 |
|
RU2606823C2 |
| УСТАНОВКА ДЛЯ ПРЕССОВАНИЯ ИЗДЕЛИЙ ИЗ ЗАГОТОВКИ ТУГОПЛАВКОГО Л1АТЕРИАЛА\-л1 | 1965 |
|
SU167979A1 |
| Способ изготовления поршня с нирезистовой вставкой методом изотермической штамповки и литьем под давлением | 2023 |
|
RU2806416C1 |
| Автоматическая линия изготовления изделий металлических порошков | 1976 |
|
SU576159A1 |
| РОТОРНАЯ МАШИНА | 1972 |
|
SU423680A1 |
| Способ изготовления деталей из полой заготовки и устройство для его осуществления | 1984 |
|
SU1303225A1 |