йечивает изменения положения мундштука в нроцессе сварки. Участие горелки и мундштука с блоком корректировки в процессе слежения требует больших мош,иостей двигателя блока слежения и снижает точность настройки всей системы, в результате чего качество сварного соединения тоже снижается.
Целью изобретения, является повышение качества- сварного соединения при многоирОходной сварке путем сохранения первоначальнйгб положения муидштука относительно горелки в плоскости стыка и повышения точиости настройки устройства.
Это достигается тем, что )стройство для дуговой сварки неплавяш;имся электродом в среде заш,итных газов с подачей присадочной проволоки, содержаш,ее горелку с неплавяшимся электродом, мундштук для направления присадочной проволоки, а блок корректировки положения мундштука и блок слежеиия за длиной дуги, снабжено кареткой с установленным на ней блоком колебания горелки и подпружиненной относительно каретки рамой со смонтированными на ней соосными шарнирно-связанлыми валами, один из которых кинематически связан с выходным элементом блока йТрЕ)ектировки положения мундштука, - с выходным элементом блока колебания горелки, причем горелка закреплена на свободном конце этого вала, рама кинематически связана с блоком слежения за длиной дуги, а блок корректировки положения мундштука установлен на каретке.
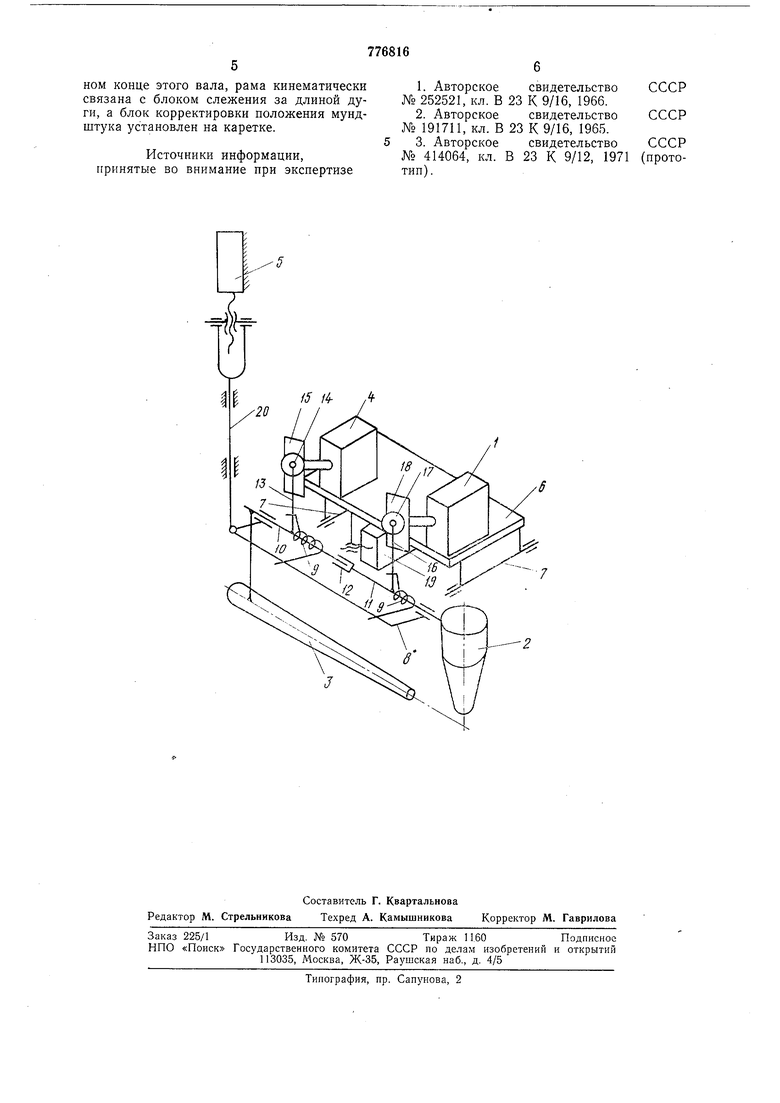
На чертеже представлена схема предлагаемого устройства.
Устройство содержит блок колебаний 1 горелки 2, мундштук 3 для направления присадочной проволоки, блок корректировки 4 положения мундштука 3, а блок слежения 5 за длиной дуги. Блоки 1 и 4 расположены на каретке 6, установленной в направляющих 7 корпуса устройства. Устройство снабжено также рамой 8, подпружиненной пружиной 9 относительно каретки 6. На раме 8 соосно смонтированы валы 10 и 11, связанные между собой шарниром 12. Вал 10 через рычаг 13 и ролик
14соединен с плоским выходным элементом
15блока корректировки 4, а вал И через рычаг 16 и ролик 17 - с плоским выходным элементом 18 блока колебаний 1 горелки 2, причем последняя установлена па свободном конце вала 11. Каретка 6 имеет привод 19. Рама 8 кинематически связана с блоком слежения за длиной дуги через тягу 20.
Устройство работает следующим образом.
Перед началом сварки горелку 2 устанавливают на середину стыка, затем настраивают муднштук 3 относительно электрода горелки 2 блоком корректировки 4 положения мундштука. Вал 10 поворачивается вокруг оси шарнира 12. Нри сварке толстостенных элементов в несколько проходов необходимо разворачивать горелку 2 и мундштук 3 относительно середины стыка. Для этого приводом 19 перемещают каретку 6 по направляющим 7 корпуса устройства, при этом ролики 14 и 17 поступательно перемещаются вместе с кареткой 6. Носкольку рычаги 13 и 16 роликов 14 и 17 жестко связаны с валами 10 и 11, последние поворачиваются вокруг своей оси и разворачивают горелку 2 и мундштук 3 на один п тот же Згол.
Дополп 1телы1ая поднастройка мундштука 3 относительно горелкп 2 не нужна, так как первоначальпое положение мундштука 3 относительно горелки 2 сохраняется при всех перемещениях каретки 6.
Затем включают блок колебаний 1 горелки 2, которая колеблется независимо от муидштука 3 за счет того, что валы 10 и 11 соединены шарнирно. Слежение за длиной дуги осуществляется блоком 5. При
слежении тяга 20, связанная с рамой 8, перемещается в вертикальном направлении, одновременно перемещая горелку 2 и мундштук 3. Ролики 14 и 17 катятся по плоским выходным элементам 15 и 18 соответственно. При этом массы блоков 1 и 4 в слежении не участвуют.
Предлагаемое устройство позволяет повысить качество сварных швов при сварке толстостенных соединений за счет повышеПИЯ точности настройки устройства и точности слежения за длиной дуги, что на 20% уменьшает количество брака, т. е. таких дефектов, как несплавление и непровары.
Формула изобретения
Устройство для дуговой сварки неплавящимся электродом в среде защитных газов
с подачей присадочной проволоки, содержащее горелку с неплавящимся электродом, мундштук для направления присадочной проволоки, а также блок корректировки полол ения мундштука и блок слеження за длиной дуги, отличаюшееся тем, что, с целью повышения качества сварного соединения при многопроходной сварке путем сохрапения первоначального положепия мундштука относительно горелки в плоскости стыка и повышения точности настройки устройства, оно снабжено кареткой с установленным на ней блоком колебания горелки и подпружиненной относительно каретки рамой со смонтированными на ней
соосными шарнирно связанными валами, один из которых кинематически связан с выходным элементом блока корректировки положения мундштука, а другой - с выходным элементом блока колебания горелки, причем горелка закреплена на свободном конце этого вала, рама кинематически связана с блоком слежения за длиной дуги, а блок корректировки положения мундштука установлен на каретке.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР № 252521, кл. В 23 К 9/16, 1966.
2.Авторское свидетельство СССР № 191711, кл. В 23 К 9/16, 1965.
3.Авторское свидетельство СССР № 414064, кл. В 23 К 9/12, 1971 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сварки неплавящимся электродом с подачей присадочной проволоки | 1983 |
|
SU1146908A1 |
| Устройство для дуговой сварки | 1991 |
|
SU1808564A1 |
| Устройство для дуговой сварки неплавящимся электродом с подачей присадочной проволоки | 1984 |
|
SU1249793A1 |
| Устройство для сварки | 1985 |
|
SU1250422A1 |
| СВАРОЧНАЯ ГОЛОВКА | 1990 |
|
RU2048281C1 |
| Устройство для полуавтоматической сварки неплавящимся электродом с подачей присадочной проволоки | 1978 |
|
SU743808A1 |
| Устройство для сварки неплавящимся электродом с подачей присадочной проволоки | 1982 |
|
SU1031698A1 |
| Устройство для автоматической двухдуговой сварки неплавящимися электродами | 1976 |
|
SU859077A1 |
| Устройство для сварки вертикальных угловых швов | 1991 |
|
SU1796393A1 |
| Устройство для сварки неповоротных стыков труб | 1981 |
|
SU1018833A1 |
J
