О
«ч
ф
00 ili
Изобретение относится к области обработки металлов резанием и может быть использовано при обработке нежестких деталей повьшенной точности.
Цель изобретения - повышение производительности процесса и расширение технологических возможностей за счет оптимизации величины удаляемого припуска и стабилизации энергетичесг- кого состояния поверхностного слоя обрабатьшаемой детали.
На чертеже изображена схема реализации предлагаемого способа.
Способ осуществляют следующим образом.
Обрабатываемую деталь 1 закрепляют на столе 2 и датчиком 3 измеряют внутренние остаточные напряжения на обрабатьгоаемой поверхности при помощи измерителя 4 остаточных напряжений. Затем подводят инструмент 5 и лазер 6 и обрабатывают деталь с припуском, равным
-{
hz
4Эд-Е1
где h 3л
|Г -
I L
п
толщина детали, мм . энергия лазерного излуче-. ния, Дж;
модуль упругости материала, МПа; - момент инерции, мм
-длина мм;
-внутренние остаточные напряжения, МПа.
Пример. Обрабатываемую детал 1 из углеродистой стали устанавливают и закрепляют на столе 2 фрезерного станка, датчиком 3 с измерителем 4 остаточньпс напряжений определяют внутренние остаточные напряжения обрабатываемой поверхности и производя обработку режущим инструментом 5 с
0
5
0
5
,4
одновременным воздействием на поверхность лазером 6, снимая припуск, определенный по указанной зависимости.
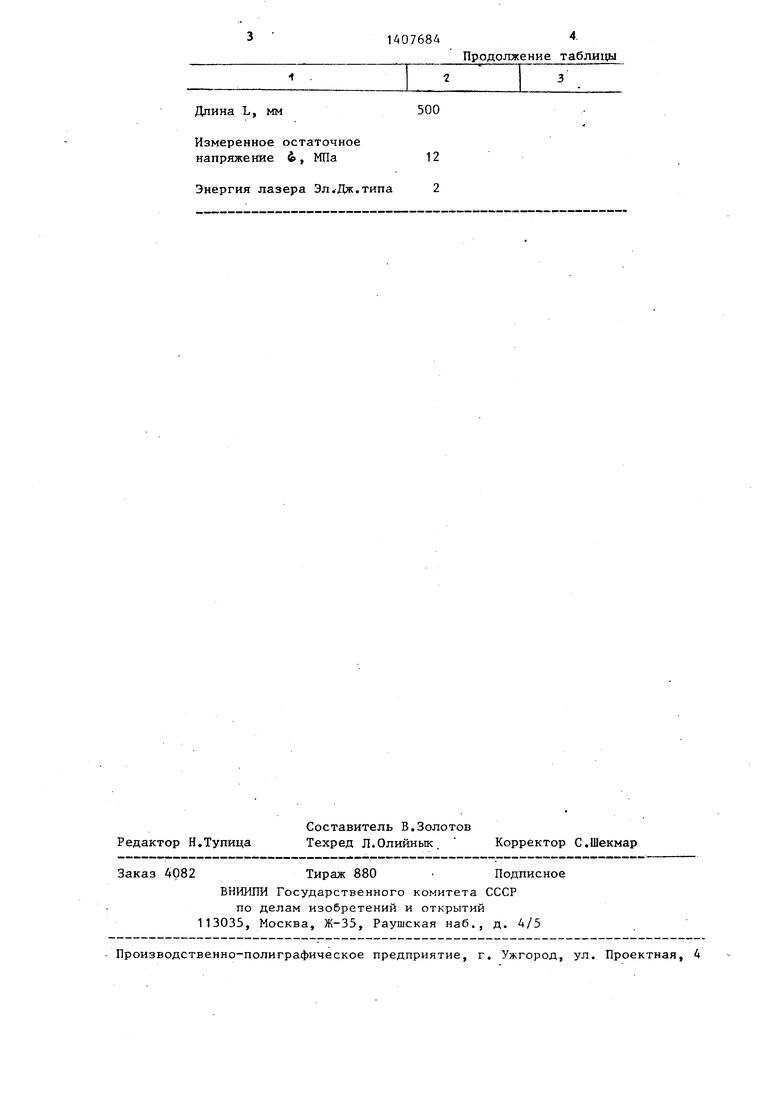
В таблице приведены размеры детали и измеряемые значения.
При этом оптимизируется величина снимаемого припуска и снижаются поводки обрабатьшаемой детали за счет компенсации теряемой при обработке части энергии поверхностного слоя введением в него посредством лазера дополнительной энергии, устанавливая внутреннее энергетическое равновесие.
.Форму л-а изобретения
Способ обработки нежестких деталей, заключазоцийся в их закреплении и последовательном съеме припуска режущим инструментом с одновременным воздействием лазерного ,излучения, отличающийся тем, что, с целью повьшения производительности процесса и расширения технологических возможностей, определяют вьгутренние остаточные напряжения обрабатьшаемой поверхности и назначают припуск е Т на механическую обработку из соотношения
е
-f
ЭлЕ1 LHn
где
h - толщина детали, мм;
9д - энергия лазерного излучения, Дж;
Е - модуль упругости материала, МПа;
I - момент инерции, ,
L - длина детали, мм;
| - внутренние остаточные напряжения в удаляемом слое припуска, МПа.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ механической обработки нежестких деталей | 1990 |
|
SU1798052A1 |
| Способ механической обработки | 1986 |
|
SU1445868A1 |
| Способ механической обработки деталей несколькими переходами | 1988 |
|
SU1613307A1 |
| Способ снятия остаточных напряжений в изделиях | 1987 |
|
SU1446167A1 |
| Способ определения состояния образца после обработки | 1990 |
|
SU1774227A1 |
| Способ обработки нежестких деталей | 1986 |
|
SU1373492A1 |
| Способ фрезерования | 1986 |
|
SU1468681A1 |
| Способ обработки поверхностей нежестких деталей | 1983 |
|
SU1183306A1 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТЕЙ НЕЖЕСТКИХ ЭЛЕМЕНТОВ ЗАГОТОВОК | 2009 |
|
RU2410207C1 |
| Способ резания с нагревом материала срезаемого слоя | 1990 |
|
SU1743701A1 |
Изобретение относится к области обработки металлов резанием и может быть использовано при обработке нежестких деталей повьшенной точности. Целью изобретения является повышение производительности процесса и расширение технологических возможностей за счет оптимизации величины удаляемого припуска и стабилизации энергетического состояния поверхностного слоя обрабатываемой детали. Для этого определяют внутренние остаточные напряжения обрабатываемой поверхности детали 1 и при ее обработке режущим инструментом 5 с одновременным воздействием лазера 6 снимают припуск, определяемый из соотношения е 1 /2(h -V h2 - 4ЭдЕ1:ЬЗб„), где h - толщина детали, мм; Зд- энергия лазерного излучения, Дж, Е - модуль упругости материала МПа, I - момент инерции, мм , L - длина детали, мм, 6| - внутренние остаточные напряжения в удаляемом слое припуска, МПа,: 1 ил, 1 табл. с «
Толщина h, мм
Модуль упругости Е, МПа
Момент инерции, I bhV2, мм
Ширина
мм
.0,9
Длина L, мм500
Измеренное остаточное
напряжение &, МПа12
Энергия лазера Эл.Дж.типа2
| СПЛАВ НА ОСНОВЕ КАРБИДА ВОЛЬФРАМА | 1992 |
|
RU2012646C1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
