2
СО
Ч
00
о
| название | год | авторы | номер документа |
|---|---|---|---|
| Многооперационный станок с автоматической сменой инструмента | 1983 |
|
SU1133799A1 |
| Многоцелевой станок с автоматической сменой инструмента | 1988 |
|
SU1570874A1 |
| Устройство для автоматической смены инструмента | 1983 |
|
SU1135593A1 |
| Многошпиндельный станок с автоматической сменой инструмента | 1985 |
|
SU1340972A1 |
| Металлорежущий станок с устройством для автоматической смены многошпиндельных головок | 1977 |
|
SU772473A3 |
| Многооперационный станок | 1984 |
|
SU1212753A1 |
| МНОГОШПИНДЕЛЬНЫЙ СТАНОК С УСТРОЙСТВОМ ДЛЯ АВТОМАТИЧЕСКОЙ СМЕНЫ ИНСТРУМЕНТА И СПОСОБ СМЕНЫ ИНСТРУМЕНТА НА ЭТОМ СТАНКЕ | 2001 |
|
RU2210466C2 |
| Многооперационный фрезерно-расточный станок | 1982 |
|
SU1065134A1 |
| Многооперационный станок с ЧПУ | 1985 |
|
SU1305000A1 |
| Многооперационный станок | 1979 |
|
SU880689A1 |
Изобретение относится к станкостроению и может быть использовано в автоматических линиях из многошпиндельных агрегатных станков, работающих стержневым инструментов, закрепленным в инструментальных оправках. Цель изобретения Щ расширение технологических возможностей за счет обеспечения обслуживания нескольких рабочих позиций. Для этого устройство имеет два раздельных магазина 1,2 для использованного 7 и нового 8 инструментов, предназначенных соответственно для многошпиндельных головок 10. Устройство снабжено индивидуальными приводами 13 для перемещения магазинов в зону смены инструмента. Для смены инструментальных магазинов в зоне смены инструмента многошпиндельных головок автоматической линии, имеющей две или более горизонтальные или вертикальные, или наклонные многошпиндельные головки, магазины перемещают общим приводом одновременно вдоль рабочих позиций линии, при этом все магазины контактируют между собой боковыми поверхностями. 1 з.п.ф-лы, бил. Щ &
L
шиг/
ч
Изобретение относится к станкостроению и может быть использовано в автоматических линиях из многошпиндельных агрегатных станков, работающих стержневым инструментом, закрепляемым в инструментальных оправках.
Цель изобретения - расширение технологических возможностей за счет обеспечения обслуживания нескольких рабочих позиций.
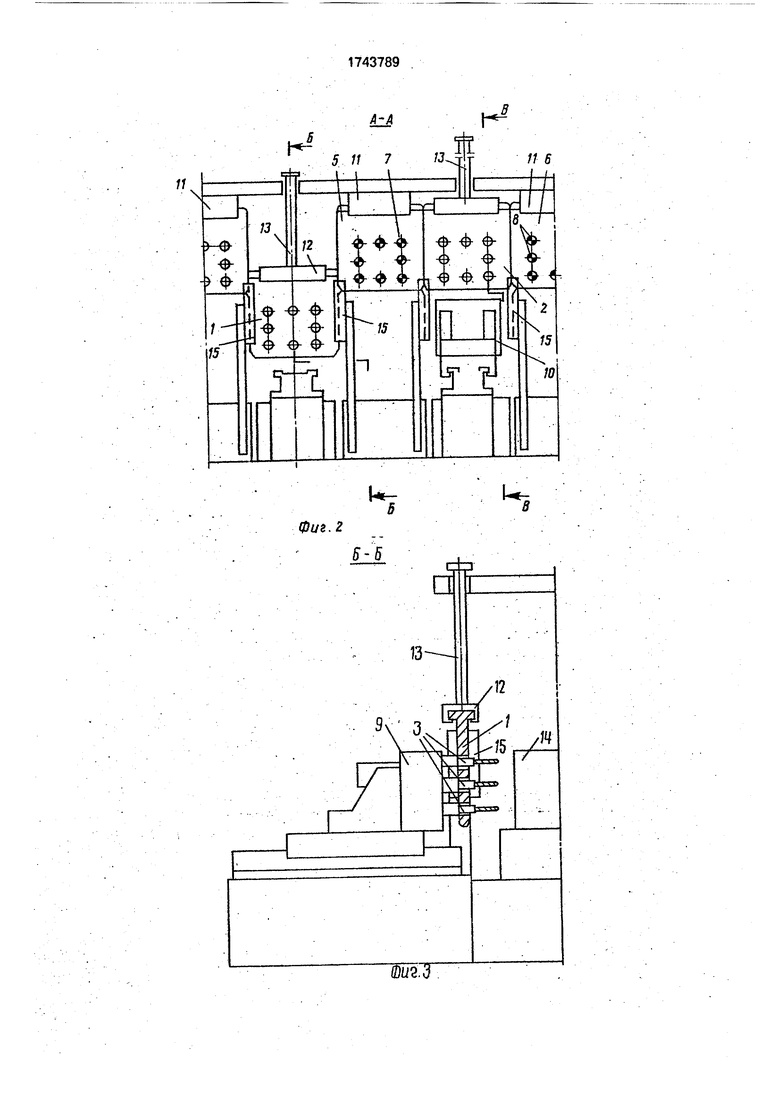
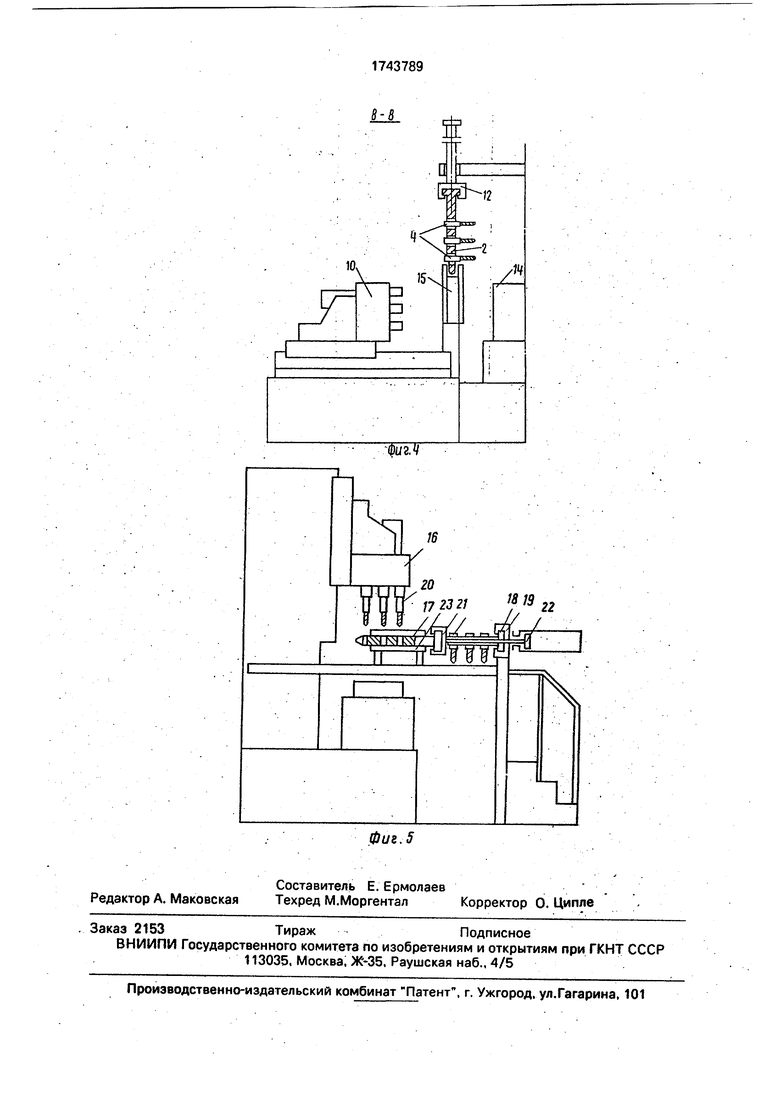
На фиг. 1 изображено устройство для обслуживания участка автоматической линии с горизонтальным расположением мно- гошпиндельных головок, вид сверху с частичным разрезом; на фиг. 2 - участок автоматической линии с горизонтальным расположением многошпиндельных головок, вид сзади (разрез А-А на фиг.1); причем левая многошпиндельная головка условно не показана; один из инструментальных магазинов (левый) для съема использованного инструмента показан в опущенном для смены инструмента положении, другой (правый) - в поднятом, трасса для возвратно-поступательного перемещения инструментальных магазинов вдоль линии расположена над линией; на фиг. 3 - горизонтальная многошпиндельная головка автоматической линии в положении перезакрепления использованного инструмента из головки в инструментальный магазин (разрез Б-Б на фиг. 2); на фиг. 4 - горизонтальная многошпиндельная головка автоматической линии в положении после удаления из многошпиндельной головки использованного инструмента и подъема магазина в верхнее положение (разрез В-В на фиг. 2); на фиг. 5 - вертикальная многошпиндельная головка автоматической линии, вид сбоку (трасса для возвратно-поступательного перемещения инструментальных магазинов вдоль линии расположена сбоку линии).
Устройство для автоматической смены инструмента в автоматической линии, имеющей горизонтальные многошпиндельные головки (фиг. 1-4), состоит из инструментальных магазинов 1 и 2 для использованного инструмента 3 и 4 и инструментальных магазинов 5 и б для нового инструмента 7 и 8, предназначенных соответственно для многошпиндельных головок 9 и 10. В устройстве имеются неподвижные участки горизонтальных направляющих 11 и подвижные участки горизонтальных направляющих 12 с индивидуальными приводами 13 для инструментальных магазинов. В исходном положении инструментальные магазины находятся над зоной смены инструмента и контактируют один с другим
своими боковыми сторонами с возможностью перемещения вдоль линии от общего привода (не показан).
В зоне смены инструмента, т.е. в свободном пространстве между зажимными приспособлениями 14 и многошпиндельными головками 9 и 10, отведенными в исходное заднее положение, находятся поперечные относительно автоматической
0 линии направляющие 15, ориентирующие инструментальные магазины в зоне смены инструмента - см. фиг. 2 (положение магазина 1) и фиг. 3.
При вертикальном или наклонном рас5 положении в автоматической линии многошпиндельных головок все устройства оказываются повернутыми на соответствующий угол так, чтобы инструментальные ма- газины располагались в плоскости,
0 перпендикулярной осям шпинделей многошпиндельных головок линии.
Пример расположения устройства при вертикальной компоновке многошпиндельных головок 16 автоматической линии при5 веден на фиг. 5. В этом случае инструментальные магазины 17 и 18 располагаются в горизонтальной плоскости, неподвижные участки горизонтальных направляющих 19 для возвратно-поступа0 тельного перемещения инструментальных магазинов вдоль линии находятся сбоку зону смены инструмента 20. а подвижные участки направляющих 21, связанные со своим индивидуальным приводом 22, расположе5 ны горизонтально - в одной плоскости с поперечными направляющими 23, ориентирующими инструментальные магазины в зоне смены инструмента.
Устройство для смены инструмента ав0 тематической линии, имеющей горизонтальные многошпиндельные головки, работает следующим образом.
Во время обработки изделий на линии (во время резания) устройство находится в
5 исходном положении, т.е. инструментальные магазины 1 и 2 для использованного инструмента своими индивидуальными приводами 13 выведены из зоны смены инструмента и подвижные участки направляющих
0 12 находятся на одном уровне с неподвижными участками направляющих 11. Рядом с магазинами 1 и 2 в промежутках между соседними многошпиндельными головками в неподвижных направляющих 11 находятся
5 инструментальные магазины 5 и б установленным в них новым инструментом 7 и 8, предназначенным для многошпиндельных головок 9 и 10.
Все инструментальные магазины контактируют между собой своими боковыми
сторонами. При значительном расстоянии между соседними многошпиндельными головками они могут контактировать через промежуточные детали (не показаны).
При получении команды на автоматиче- скую смену инструмента на многошпиндельных головках 9 и 10 эти многошпиндельные головки отводятся в исходное заднее положение. Индивидуальные приводы 13 перемещают подвижные участки направляющих 12 с магазинами 1 и 2 в зону смены инструмента соответствующей многошпиндельной головки, вводя инструментальные магазины в поперечные направляющие 15. Многошпиндельные го- ловки 9 и 10 перемещаются к инструментальным магазинам 1 и 2, вводят использованный инструмент 3 и 4 в соответствующие магазины 1 и 2, в которых производится зажим указанного инструмента с одновременным его освобождением из многошпиндельных головок.
Многошпиндельные головки 9 и 10 без использованного инструмента возвращаются в исходное положение, а индивидуаяь- ные приводы 13 выводят инструментальные магазины с использованным инструментом из зоны смены инструментов до совмещения участков подвижных направляющих 12 с неподвижными 11..
Далее общий привод продольного перемещения магазинов (не показан) перемещает все магазины вдоль линии до тех пор, пока на месте магазинов 1 и 2 с использованным инструментом не окажутся инстру- ментальные магазины 5 и 6 с новым инструментом 7 и 8.
Установка в многошпиндельных головках 9 и 10 нового инструмента 7 и 8 из инструментальных магазинов 5 и S осущест- вляется аналогично описанному выше сье- му использованного инструмента, т.е. магазины с новым инструментом опускаются в зону смены инструментов, многошпиндельные головки, надвигаясь на новый инструмент, захватывают его и отводятся в исходное положение, а свободные от инструмента магазины возвращаются в свое исходное положение - на трассу перемещения инструментальных магази- нов вдоль линии. После этого автоматическая линии может быть включена на обработку деталей (на автоматическом цикле), а наладчик линии имеет возможность извлечь использованный инструмент из ма- газиков 1 и 2, находящихся между станками линии, и подать команду на перемещение всех магазинов вдоль линии на один шаг в обратном направлении. При этом пустые магазины 5 и 6 для нового инструмента окажутся между станками линии, оператор заполняет эти магазины новым настроенным для каждого станка инструментом, после чего устройство готово к выполнению следующего автоматического цикла смены инструмента.
При необходимости смены инструмента на отдельных головках устройство работает аналогично описанному выше, но ввод магазинов в зону смены инструмента осуществляется только к тем головкам, на которых появилась необходимость сменить инструмент, так как механизмы ввода магазинов в зоны смены инструментов имеют индивидуальные приводы.
Устройство для смены инструмента в автоматической линии, имеющей вертикальные многошпиндельные головки, работает аналогично, с тем отличием (фиг. 5), что инструментальные магазины 17 и 18 размещаются в горизонтальной плоскости и для смены инструмента перемещаются в горизонтальные поперечные направляющие 23 с помощью подвижных участков направляющих 21, жестко связанных с горизонтально расположенными приводами 22.
Формула изобретения
й/Х1ф
a/ft
R
t±±l
Ц
5 //
H
f
,
с Л6
3-5
г (&
ff -4
// 5
jcp
Г1
esiet ii
| Заявка ФРГ № 3505138, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
