Изобретение относится к чистовым и отделочным способам механической обработки поверхностей-деталей машин режущим инструментом, преимущественно абразивным.
Цель изобретения - повышение точности обработки поверхности деталей,
Указанная цель достигается тем, что в способе обработки поверхностей, включающем передачу деталей с позиции на позицию для последовательной обработки режущими инструментами одного вида, между которыми распределен общий припуск и которые передают с последующей позиции на предыдущую в последовательности, обратной последовательности обработки деталей, на каждой позиции обработку ведут, сообщая детали или инструменту четыре степени свободы для взаимной ориентации при непрерывном совместном перемещении детали и инструмента.
В предлагаемом способе технологическое и транспортное движения осуществляются одновременно. Независимость транспортного движения от технологического обеспечивает возможность иметь высокую скорость потока обрабатываемых деталей, что сокращает рабочий цикл и увеличивает производительность. За счет высокой транспортной скорости припуск между позициями обработки может быть распределен так, что на каждой позиции можно снимать его незначительную долю, что увеличивает качество обрабатываемой поверхности.
На фиг.1 показана принципиальная схема реализации предлагаемого способа обработки на примере обработки отверстия детали типа втулки на автоматической роторной линии (АРЛ); на фиг.2 - инструментальный блок технологического ротора.
АРЛ содержит несколько технологических роторов Pi,P2,...Pn, на каждом из кото- рых с обрабатываемой поверхности детали 1 инструментом 2 снимают часть припуска на обработку, загрузочное устройство 3 деталей, приемник 4 готовой продукции, загрузочное устройство 5 инструментов, устройство выгрузки 6 отработавшего инструмента. Транспортные роторы условно не показаны.
Инструментальный блок ротора включает в себя рабочий инструмент 2, например притир, с двухшарнирным креплением 7, имеющий четыре степени свободы, и приспособление 8 для установки детали 1. Возможна другая схема взаимной ориентации инструмента 2 и детали 1, когда инструмент 2 жестко закреплен, а деталь 1 совместно с установочными элементами приспособления 8 имеет четыре степени свободы.
Как видно из схемы, обработку детали 1 начинают на роторе Pi и, передавая с ротора на ротор, заканчивают на роторе Рп, а новый или восстановленный инструмент,
например притир, устанавливают на роторе Рп и, передавая с ротора на ротор отработавший инструмент, снимают с ротора Pi. В начале обработки деталь 1 поступает из загрузочного устройства 3 на одну из позиций
ротора PL Притир 2 вводится в сопряжение с обрабатываемой поверхностью детали 1 и, совершая возвратно-поступательное и вращательное движения, при непрерывном совместном перемещении с деталью снимает
часть припуска. Обработку детали на роторе Pi ведут притиром, который поступаете ротора Ра, где он уже был использован при аналогичной обработке отверстия предыдущей детали, прошедшей обработку на роторе PL-Деталь 1 после обработки на роторе Pi передают в автоматическом режиме на ротор Ра, а притир 2 после его использования поступает в устройство 6 выгрузки отработавшего инструмента.
Деталь на роторе Ра совершает цикл обработки, аналогичный тому, который произведен на роторе Pi, при этом обработку производят притиром, который поступает на ротор Ра с ротора РЗ. Окончательную
обработку детали 1 осуществляют на роторе
РО новым или восстановленным притиром, поступающим из загрузочного устройства 5, который может быть жестким или разжимным, но обязательно скорректированным по обрабатываемой поверхности до нужного размера.
Высокие точность и чистота получаются за счет снятия незначительных долей общего припуска на каждом роторе и эффекта самозаправляемости притира, поскольку его геометрия при передаче с ротора на ротор не ухудшается, а улучшается, при этом доля общего припуска, снимаемого на каждом роторе, MriSker быть сколь уУЬдно малой и не оказывает влияния на производительность обработки, которая зависит от рабочего цикла роторов и может быть сколь угодно велика.
Формула изобретения Способ обработки деталей на автоматической роторной линии, включающий выполнение ряда однородных технологических
0 операций, согласно которому деталь передают с одной рабочей позиции на другую и обрабатывают при совместном перемещении детали и инструмента, отличающейся тем, что, с целью повышения точности обра5 ботки путем распределения общего припуска между инструментами, обработку ведут инструментом, передаваемым с каждой последующей рабочей позиции на предыдущую в направлении, обратном направлению перемещения детали при этом в процессе обр-с- ботки детали или инструменту сообщают четыре степени свободы для взаимного ориентирования.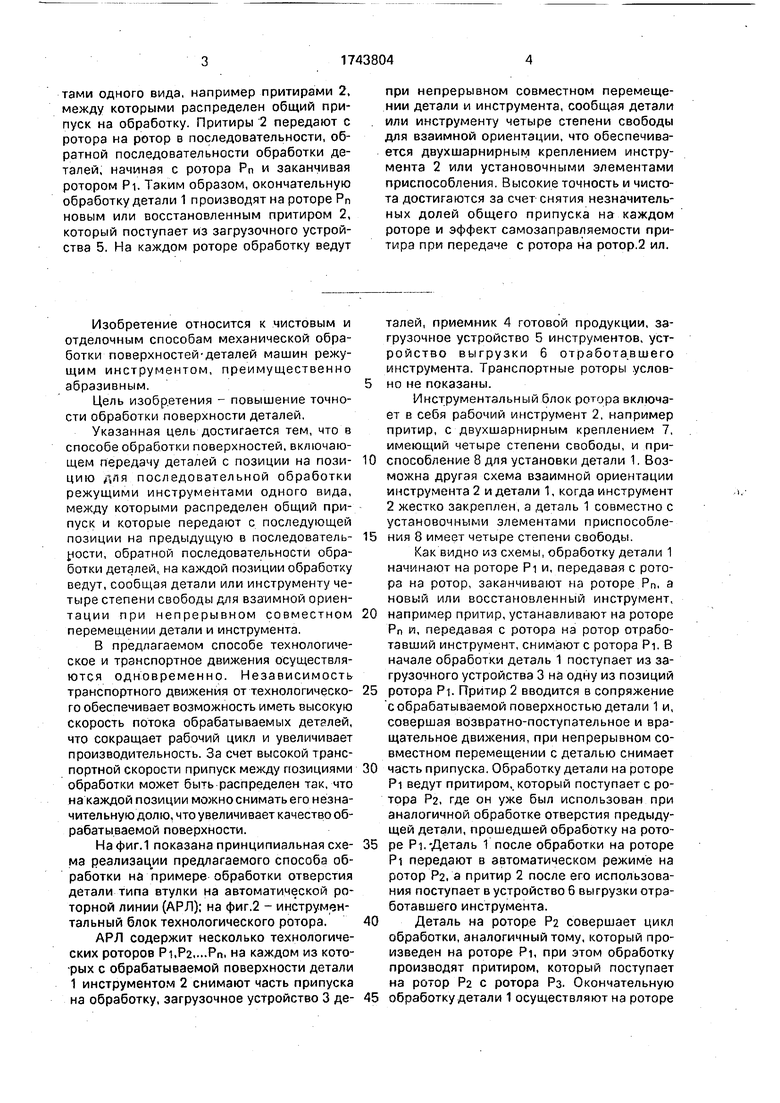
| название | год | авторы | номер документа |
|---|---|---|---|
| Узел крепления оптических деталей | 1987 |
|
SU1505761A1 |
| Способ абразивной обработки | 1988 |
|
SU1548021A1 |
| Станок для доводки плоских поверхностей деталей | 1976 |
|
SU648389A1 |
| СПОСОБ ЗУБОПРИТИРКИ | 1995 |
|
RU2089358C1 |
| Устройство для абразивной обработки плоских поверхностей | 1987 |
|
SU1502280A1 |
| СПОСОБ ОТДЕЛОЧНОЙ ОБРАБОТКИ ВИНТОВ ПРОВОЛОЧНО-АБРАЗИВНЫМ ОХВАТЫВАЮЩИМ ИНСТРУМЕНТОМ | 2002 |
|
RU2230648C1 |
| ВСЕСОЮЗН.АЯ |?1Д1ЕН!И04Й^ПНЕСЙАЯ I. ^---НСТЕКЛ | 1973 |
|
SU381199A1 |
| Способ контроля износа инструмента | 1988 |
|
SU1698695A1 |
| Устройство управления приводом разжима притира | 1981 |
|
SU995067A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ТИПА ПОЛЫХ ЦИЛИНДРОВ, УСТРОЙСТВО ДЛЯ ИХ КРЕПЛЕНИЯ В ОБРАБАТЫВАЮЩЕМ СТАНКЕ И ЛИНИЯ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА. | 1993 |
|
RU2049648C1 |
Использование: изобретение относится к чистовым и отделочным способам механической обработки поверхностей деталей машин режущим инструментом, преимущественно абразивным, в условиях крупносерийного и массового производства. Сущность изобретения: детали 1 передают с ротора на ротор, начиная с ротора Рт и заканчивая ротором Рп, для последовательной обработки инструмен
Составитель И.Журавлева Редактор А.МаковскаяТехред М.МоргенталКорректор СЧерни
Фи&.2
| Прейс В.В | |||
| Технологические роторные машины вчера, сегодня, завтра | |||
| - М.: Машиностроение, 1986, с.26,рис | |||
| Способ использования делительного аппарата ровничных (чесальных) машин, предназначенных для мериносовой шерсти, с целью переработки на них грубых шерстей | 1921 |
|
SU18A1 |
