Изобретение относится к к испытаниям материалов и может быть использовано в машиностроении при оценке прессуемости металлической стружки.
Известен способ оценки механического состояния металлической стружки по результатам испытаний на микротвердость. Как кос- венный и локальный - этот метод не позволяет достоверно определить технолог;и- ческую пластичность тонкостенных структурно-анизотропных частиц стружки и выбрать оптимальный режим ее переработки, не применим при поточном контроле качества шихты для брикетирования, поскольку требует трудоемкой подготовки образцов и прецизионных измерений.
Методом технологических испытаний листовых материалов, наиболее близким к заявляемому по сущности и достигаемому результату, является выдавливание лунки в зажатой по контуру пластине индентором с шаровым наконечником.
Недостатком известного способа является низкая точность при определении технологической пластичности стружки труднодеформируемых сплавов (титановых, нержавеющих сталей и др.), поскольку сильно охрупченные при стружкообразовании тонкостенные пластины дробленой стружки разрушаются в захватах испытательной машины и при нагружении не получают остаточных деформаций.
Целью изобретения является повышение точности определения технологической пластичности тонкостенных хрупких пластин, конкретно металлической стружки, что позволит повысить эффективность переработки стружковых отходов за счет их унификации по уровням пластичности и рационального выбора режимов компакти- рования.
Это достигается тем, что испытанию на вытяжку сферической лунки подвергают одновременно несколько образцов пластинчатой формы, установленных друг на друга большими сторонами, внедрение индентора прекращают после образования трещины на поверхности ближайшего к индентору
(Л
С
N
ь. ел XI
ел
«гад
образца, а остаточное формоизменение регистрируют на целых пластинах. Количество N одновременно испытуемых образцов выбирают из условия
NH+D/2t(1),
где D - диаметра индентора,
t - толщина образца.
Заявляемый способ реализован при оценке прессуемости стружки, полученной после различных режимов токарной обработки изделий из титанового сплава ВТЗ-1 (партии №№ 1-3) и сплава АМцб (партия Ns 4). Вьюнообразную стружковую ленту дробят на пластины квадратной формы со стороной, равной ширине ленты. Диаметр ичдечтора выбирают в зависимости от характерного размера пластин в соответствии с требованиями ГОСТ 10510-80. Испытания материала на технологическую пластичность проводят по способу-прототипу на машине МГУЫОГ, по заявляемому способу - на твердомере типа ТШМ-10. Требуемое количество пластин в пакете определяют в зависимости от толщины стружки и применяемой оснастки по формуле (1).
При испытании по заявляемому способу, после образования трещины в пластине, непосредственно воспринимающей нагрузку от индентора, испытание прекращают и измеряют глубину сферической лунки в ближайшей к индентору пластине, сохранившей свою целостность. Измерение проводят на микроскопе типа МИМ-7 по показаниям от- счетной шкалы микрометрического винта. О технологической пластичности материала судят по степени изменения площади поверхности стружки в зоне внедрения индентора, расчитываемой по формуле:
Ј 4Jr. 10Q%
d где h - глубина сферической лунки, ед.дл.;
D - диаметр отпечатка, ед.дл.; Ј - относительная степень изменения площади поверхности пластины в зоне внедрения индентора, %.
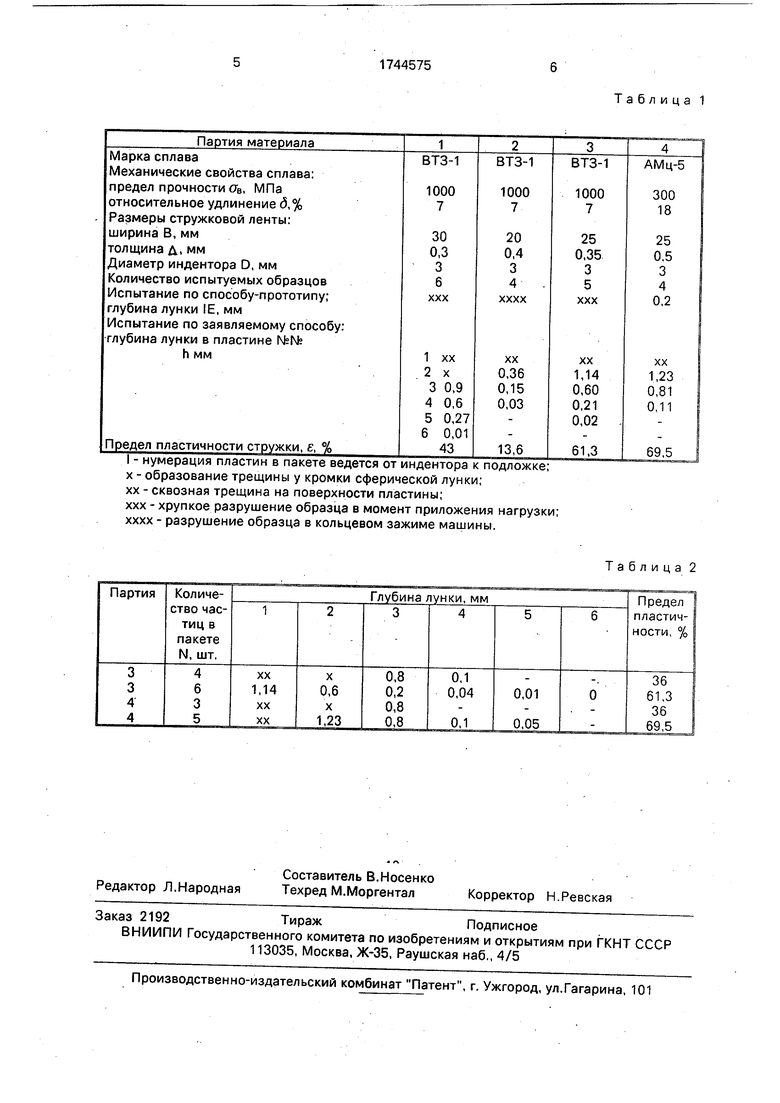
Результаты испытаний стружки по способу-прототипу и заявляемому способу представлены в табл. 1.
В табл. 2 приведены результаты парци- онных испытаний стружки по заявляемому способу с количество частиц в пакетах, отличным от рассчитанных по формуле (1),
Из таблиц следует, что испытание по заявляемому способу характеризуется значительно более высокой точностью при определении технологической пластичности металлической стружки. Применение заявляемого способа позволило, в частности,
классифицировать соответственно как существенно различный и идентичный уровни технологической пластичности стружки, полученной из сплава ВТЗ-1 при токарной
обработке по режимам 2 и 3, и из титанового и алюминиевого сплавов - по режимам 3 и 4. На основании полученных данных было принято решение брикетировать стружку 1- й, 3-й и 4-й партий при идентичных режимах,
а стружку 2-й партии предварительно подвергнуть термической обработке для снижения наклепа.
Расчет количества частиц в пакете по формуле (1) обеспечивает получение требуемого спектра степеней деформации в составляющих образца от запредельной до близкой к нулевой. Увеличение частиц в пакете сверх расчетного не рационально, поскольку не влияет на информативность
испытания и точность регистрации предельной степени деформации в стружке. Формирование пакета из пластин, количество которых меньше расчетного, приводит к снижению точности испытаний.
Использование заявляемого изобретения в машиностроении при определении технологической пластичности металлической стружки, в особенности ценнейших машиностроительных отходов высокопрочных
сложнолегированных сплавов, позволит повысить качество стружковых брикетов, эффективность и производительность переработки стружки и других тонколистых отходов.
Формула изобретения
1.Способ определения технологической пластичности, по которому в испытуемые образцы внедряют сферический индентор и регистрируют остаточное формоизменение в зоне внедрения, по которому судят о технологической пластичности, отличающийся тем, что, с целью повышения точности определения технологической пластичности тонколистовых хрупких пластин, используют образцы пластинчатой формы, перед внедрением индентора образцы устанавливают друг на друга большими сторонами, внедрение прекращают после образования трещины на
поверхности ближайшего к индентору образца, а остаточное формоизменение регистрируют на целых образцах,
2.Способ поп. 1, отличающийся тем, что количество N образцов выбирают
из условия
N 1 + D/2t,
где D - диаметр индентора; t - толщина образца.
Таблица 1
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ испытания листовых материалов на одноосное сжатие | 1991 |
|
SU1803779A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ КОЭФФИЦИЕНТА ВЯЗКОСТИ МИКРОРАЗРУШЕНИЯ ТОНКИХ ПЛЕНОК ИЗ МНОГОКОМПОНЕНТНЫХ АМОРФНО-НАНОКРИСТАЛЛИЧЕСКИХ МЕТАЛЛИЧЕСКИХ СПЛАВОВ (ВАРИАНТЫ) | 2014 |
|
RU2561788C1 |
| Устройство для испытания металлической стружки на изгиб | 1991 |
|
SU1810784A1 |
| Способ определения вязкости микроразрушения тонких аморфно-нанокристаллических плёнок | 2018 |
|
RU2699945C1 |
| Способ брикетирования металлической стружки | 1991 |
|
SU1801774A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ МЕХАНИЧЕСКИХ СВОЙСТВ ОБРАЗЦОВ ГОРНЫХ ПОРОД И МАТЕРИАЛОВ | 2013 |
|
RU2521116C1 |
| СПОСОБ КОНТРОЛЯ СВОЙСТВ И ДИАГНОСТИКИ РАЗРУШЕНИЯ ИЗДЕЛИЙ | 1998 |
|
RU2138039C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ МЕХАНИЧЕСКИХ ХАРАКТЕРИСТИК, ИСПОЛЬЗУЕМЫХ В РАСЧЕТАХ КОНТАКТНОГО ВЗАИМОДЕЙСТВИЯ | 2007 |
|
RU2333472C1 |
| СПОСОБ ПРОГНОЗИРОВАНИЯ ИЗНОСОСТОЙКОСТИ ТВЕРДОСПЛАВНЫХ РЕЖУЩИХ ИНСТРУМЕНТОВ | 2007 |
|
RU2356699C1 |
| СПОСОБ ПРОГНОЗИРОВАНИЯ ИЗНОСОСТОЙКОСТИ ТВЕРДОСПЛАВНЫХ РЕЖУЩИХ ИНСТРУМЕНТОВ | 2014 |
|
RU2569920C1 |
Использование: оценка прессуемое™ хрупкой металлической стружки. Сущность изобретения: образцы пластинчатой формы устанавливают большими сторонами друг на друга. Внедряют в используемые образцы ин- дентор. Внедрение прекращают после образования трещин в ближайшем к индентору образце. Регистрируют остаточное формоизменение на целых образцах, по которому судят о пластичности. Количество N образцов выбирают из условия 0:21,где D - диаметр индентора; т-толщина образца. 1 з.п. ф-лы, 2 табл.
I - нумерация пластин в пакете ведется от индентора к подложке;
х - образование трещины у кромки сферической лунки;
хх-сквозная трещина на поверхности пластины;
ххх - хрупкое разрушение образца в момент приложения нагрузки;
хххх - разрушение образца в кольцевом зажиме машины.
Таблица 2
| Устройство для очистки кишек | 1927 |
|
SU10510A1 |
