Изобретение относится к станкостроению, в частности, к плоскошлифовальным станкам, работающим торцом круга в автоматическом цикле.
Целью изобретения является повышение производительности за счет сокращения числа правок.
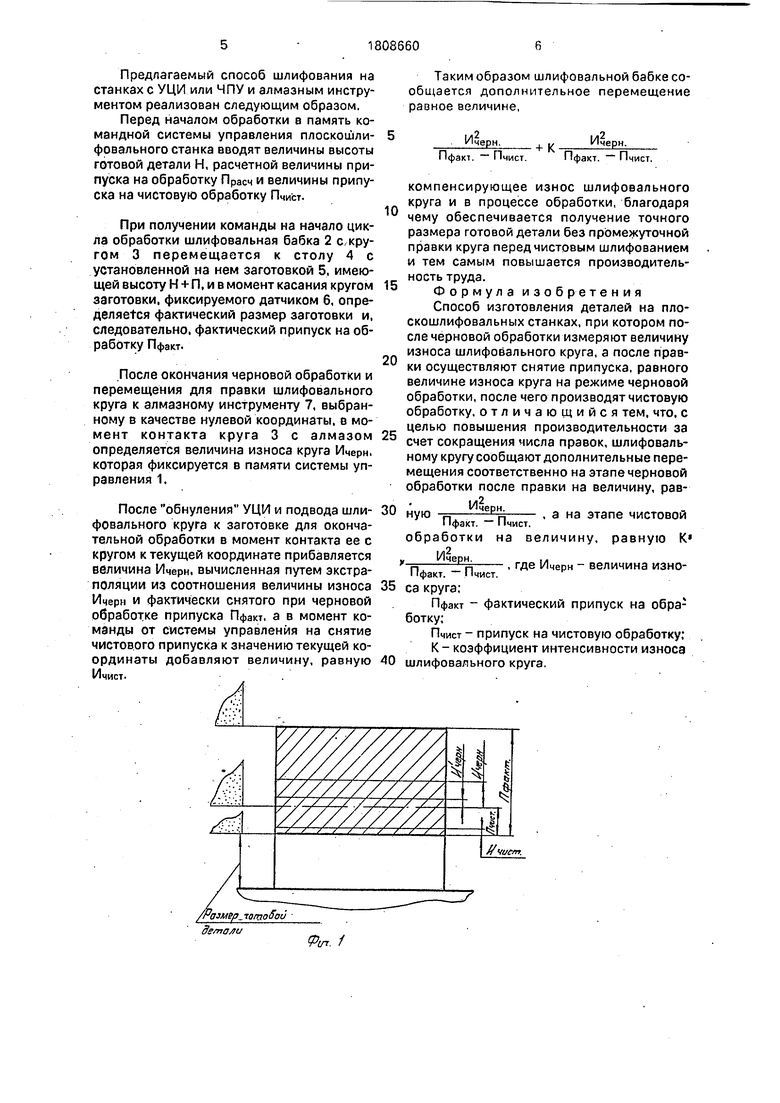
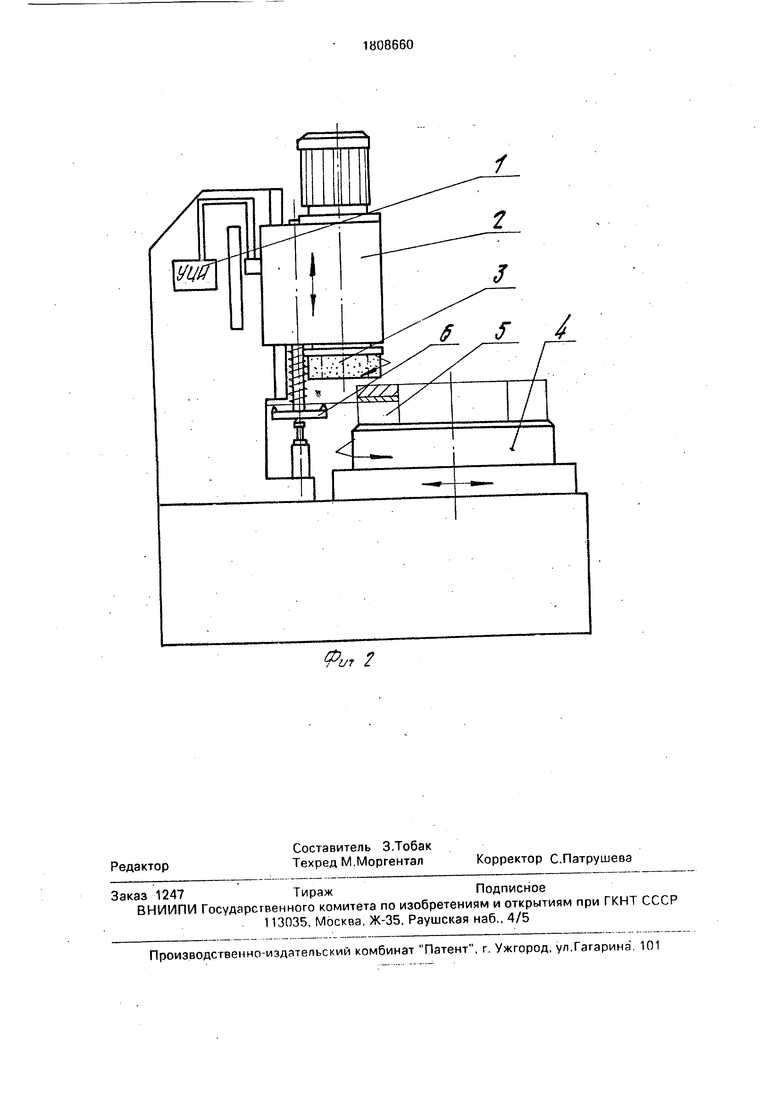
На фиг.1 показана схема .изготовления детали на плоскошлифовальном станке в соответствии с предлагаемым способом; на фиг.2 - станок, работающий в соответствии с предлагаемым способом.
Способ осуществляют следующим образом.
Перед началом обработки в запоминающее устройство системы управления вводятся данные о размере готовой детали Низд., расчетной величине припуска на обработку Прасч, и величине припуска на чистовую обработку Пчист.
В начале процесса шлифования по команде шлифовальный круг ускоренно перемещается к заготовке до уровня, превышающего расчетную высоту Низд + Прасч на 0,5-1,0 мм. При достижении кромкой круга этого уровня, в соответствии со следующей командой скорость перемещения круга уменьшается и круг перемещается до контакта с заготовкой. В момент контакта сигнал отдатчика мощности поступает в систему управления станка, где запоминается фактический размер заготовки, следова00
о
09
О
о
тельно, величина фактического припуска Пфакт, и выдается команда на шлифование с черновой подачей.
Когда шлифовальный круг пройдет путь, соответствующий расчетной величине чер- нового припуска Прасч, система управления выдает ряд последовательных команд на выполнение правки, о результате чего, измеряют величину износа Ичерн, как разность между фактическим и расчетным перемеще- ниями шлифовального круга до нулевой координаты - алмаза и вводят полученный результат в систему управления. В то же время Ичерн - это толщина слоя неснятого чернового припуска вследствие износа кру- га.
После этого в соответствии с предлагаемым способом вычисляют соотношение между износом круга Ичерн и толщиной слоя снятого металла Ппракт-Пчист, где Пфакт - фактический общий припуск на обработку, Пчист - расчетный припуск на чистовую обработку.
Исходя из предположения, что интенсивность износа круга при черновой обра- ботке равномерная, путем экстраполяции определяют предполагаемый износ круга при снятии оставшейся части чернового припуска на черновой подаче Ичерн по фор- муле
у|. Ичерн.
Пфакт. - Пчист. Ичерн.
Предполагается, что отношение износа круга при черновой обработке к объему металла на этой операции пропорционально отношению величины износа круга при снятии недошлифованной части чернового припуска к соответствующему съёму металла,
И т.е.-гг--ЧВЕН.--, где И черн - это опреУ1черн. И черн.
делаемый путем экстраполяции износ круга при снятии оставшейся части и чернового припуска, т.е.
перенося выражение из второй части урнения в первую, получим
И,, Ичерн. И черн. черн т ргг----п--- тз--- I факт. 11чист. ь Ьзрн.
Ичерн.
Пфакт. Пчист. Ичерч.
ИЛИ
Ичерн.
И1
черн
(1+-,
Пфакт. Пчист. Ичерн
-)
И
черн.
Пфакт. - Пчист. - Ичерн.
Тогда
И1
Ичерн. ( Пфакт. -
черн - -улТ- -п- ГТЛ---V (факт. 11чист. Ичерн. )
- Пчист. - Ичерн. ) ( Пфакт. Пчист. )
т.е.
И
Ич-ерн.
черн -рг --- Гп--- 1 факт. - чист.
Аналогичным образом вычисляют предполагаемый износ круга Ичист при снятии чистового припуска на чистовой подаче
Ичерн.
Пфакт. Пчист.
К - коэффициент интенсивности износа шлифовального круга, в зависимости от режима обработки.
Полученные чистовые значения И черн и Ичист вводятся в память системы управления.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления деталей на плоскошлифовальных станках | 1987 |
|
SU1618591A1 |
| Способ правки шлифовального круга | 1990 |
|
SU1754427A1 |
| Способ управления плоским шлифованием периферией круга в процессе черновой обработки | 1987 |
|
SU1548022A1 |
| Способ управления поперечной подачей внутришлифовального станка и устройство для реализации этого способа | 1974 |
|
SU521124A1 |
| Плоскошлифовальный станок с числовым программным управлением | 1981 |
|
SU1007946A2 |
| СПОСОБ УПРАВЛЕНИЯ ЦИКЛОМ ШЛИФОВАНИЯ НА МНОГОИНСТРУМЕНТАЛЬНОМ СТАНКЕ | 1990 |
|
RU2038943C1 |
| Устройство для шлифования | 1981 |
|
SU1024245A1 |
| СПОСОБ ПЛОСКОГО ШЛИФОВАНИЯ | 1999 |
|
RU2162400C2 |
| Способ контроля правки шлифовального круга алмазом | 1985 |
|
SU1355468A1 |
| Устройство для программного управления шлифовальными станками | 1978 |
|
SU746430A1 |
Использование: в станкостроении при обработке деталей на плоскошлифовальных станках, работающих торцом круга в автоматическом цикле. Сущность изобретения: измеряют величину фактического припуска и определяют износ шлифовального круга в процессе снятия чернового припуска. После этого путем экстраполяции определяют предполагаемый износ шлифовального круга при снятии оставшегося чернового припуска. В момент выдачи системой управления соответствующей команды сообщают шлифовальной бабке дополнительные перемещения на этапе черновой обработки на величину, равную И2черн/Пфакт-Пчист. а на этапе чистовой обработки на величину, равную К И2черн/Пфакт-Пчист, ГДС Ичерн В6ЛИЧИНЭ И3 носа круга; Пфакт - фактический припуск на обработку, Пчист - припуск на чистовую обработку: К - коэффициент интенсивности износа шлифовального круга. 2 ил.
И.
черн.
Ичерн. - И черн. Ичерн.
Пфакт. Пчист. - Ичерн.
Ичерн.
Пфакт. Пчист. Ичерн.
Ичерн. И черн.
Пфакт. Пчист. Ичерн.
После окончания правки и возврата шлифовального круга к заготовке для снятия оставшегося припуска в момент касания кругом заготовки добавляют к значению текущей координаты величину, равную И черн, и продолжают шлифование с черновой подачей до снятия всего чернового припуска под контролем системы управления, а в момент получения команды на снятие чистового припуска добавляют к текущей координате величину, равную Ичист. и ведут шлифование с чистовой подачей до получения требуемого размера готовой детали.
Предлагаемый способ шлифования на станках с У ЦП или ЧПУ и алмазным инструментом реализован следующим образом.
Перед началом обработки в память командной системы управления плоскошлифовального станка вводят величины высоты готовой детали Н, расчетной величины припуска на обработку Прасч и величины припуска на чистовую обработку Пчист.
При получении команды на начало цикла обработки шлифовальная бабка 2 с/кругом 3 перемещается к столу 4 с установленной на нем заготовкой 5, имеющей высоту Н + П, и в момент касания кругом заготовки, фиксируемого датчиком 6, определяется фактический размер заготовки и, следовательно, фактический припуск на обработку Пфакт.
После окончания черновой обработки и перемещения для правки шлифовального круга к алмазному инструменту 7, выбранному в качестве нулевой координаты, в мо- мент контакта круга 3 с алмазом определяется величина износа круга Ичерн. которая фиксируется в памяти системы управления 1.
После обнуления УЦИ и подвода шлифовального круга к заготовке для окончательной обработки в момент контакта ее с кругом к текущей координате прибавляется величина Ичерн, вычисленная путем экстраполяции из соотношения величины износа Ичерн и фактически снятого при черновой обработке припуска Пфакт, а в момент команды от системы управления на снятие чистового припуска к значению текущей координаты добавляют величину, равную И чистТаким образом шлифовальной бабке сообщается дополнительное перемещение равное величине,
+ К
Ичерн.
Пфа
-П
чист.
0
5
0
5
компенсирующее износ шлифовального круга и в процессе обработки, благодаря чему обеспечивается получение точного размера готовой детали без промежуточной правки круга перед чистовым шлифованием и тем самым повышается производительность труда.
Формула изобретения Способ изготовления деталей на плоскошлифовальных станках, при котором после черновой обработки измеряют величину износа шлифовального круга, а после правки осуществляют снятие припуска, равного величине износа круга на режиме черновой обработки, после чего производят чистовую обработку, отличающийся тем. что. с целью повышения производительности за счет сокращения числа правок, шлифовальному кругу сообщают дополнительные перемещения соответственно на этапе черновой обработки после правки на величину, рав0
ную
Ичерн.
а на этапе чистовой
Пфакт. - Пчист.
обработки на величину, равную К
о
Ичерн.
, где Ичерн - величина изноПфакт. Пчист.
са круга;
Пфакт - фактический припуск на обра; ботку;
Пчист - припуск на чистовую обработку;
К - коэффициент интенсивности износа шлифовального круга.
Pw 2
| Способ изготовления деталей на плоскошлифовальных станках | 1987 |
|
SU1618591A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
