Изобретение относится к станкостроению, з частности к епособам получения изделий на плоскошлифовальных станках в процессе черновой обработки.
Целью изобретения является повышение производительности при обработке партии деталей и снижение брака за счет исключения прижогов на детали и избыточного механического напряжения.
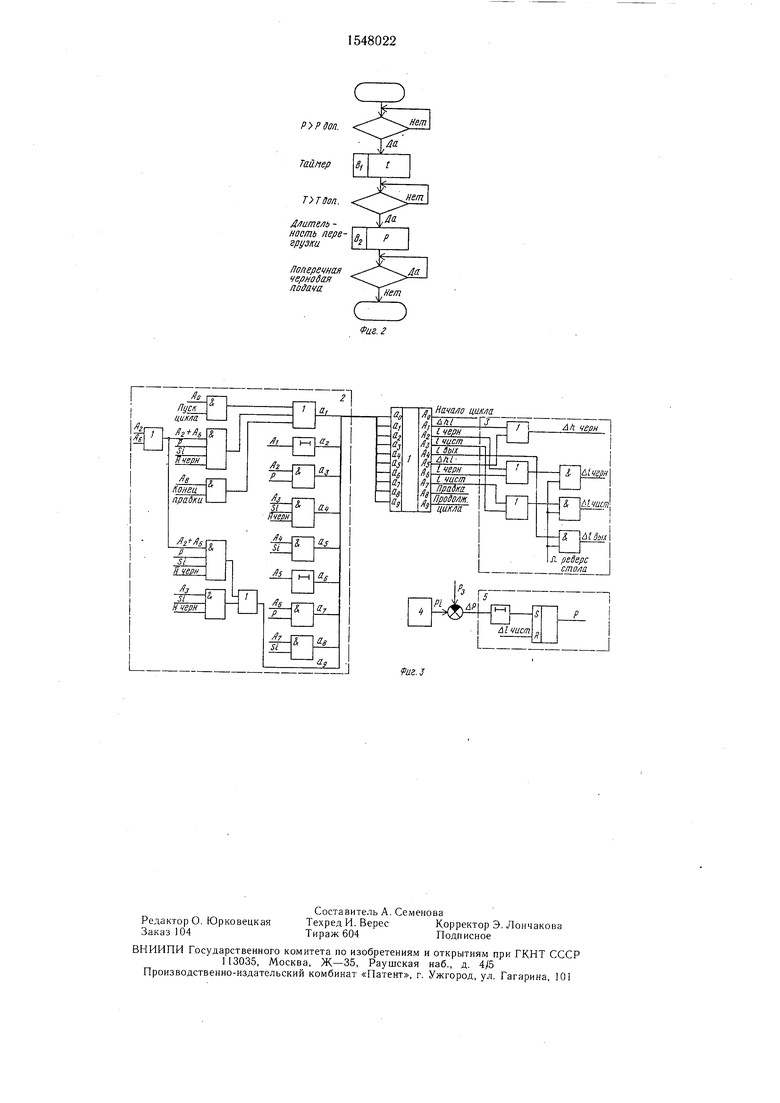
На фиг. 1 показана блок-схема алгоритма управления по предлагаемому способу плоскошлифовальным станком с прямоугольным столом и горизонтальным шпинделем; на фиг. 2 - блок-схема алгоритма фиксации перегрузки; на фиг. 3 - функциональная схема устройства управления.
На фиг. 1 -3 обозначены: Р - перегрузка; S.-г -я плоскость обработана; Я,, - черновой припуск снят; /.„Р, - разрешение черновой поперечной подачи; L - разрешение чистовой поперечной подачи; /„« - разрешение поперечной подачи при выхаживании; Д/Ьсрн - черновая вертикальная подача;
Л/к.,, - черновая поперечная подача; Д/.шст- чистовая поперечная подача; &.L,-, - поперечная подача при выхаживании.
Устройство содержит конечный автомат 1 (фиг. 3), к входам которого подключены выходы блока 2 формирования команд перехода из состояния в состояние, реализованного на логических элементах И. ИЛИ и схемах задержки, к выходам конечного автомата 1 подключен блок 3 управления режимами обработки, реализованной на логических элементах И и ИЛИ. Мощность, потребляемая двигателем шлифовального круга, контролируется датчиком 4 мощности. Разностный сигнал между измеренным Р и заданным Рз значениями мощности подается на вход блока 5 фиксации перегрузки, реализованный на схеме задержки и Л 5-триг- гере.
При подаче сигнала «Пуск -цикла происходит переход из исходного состояния АО в состояние А (на фиг. 3 - команда а -До «Пуск цикла перехода в состояние А конечного автомата 1), в котором выдается команда на обработку черновой подачи А/г.,,.,,,, на вертикальное врезание (команда формируется блоком 3 управления).
По истечении выдержки времени либо по сигналу окончания подачи на врезание происходит переход в состояние AI (на фиг. 3 - команда а А -ty перехода з состояние А. конечного автомата 1), в котором в точках реверса стола выдаются команды на черновую поперечную подачу Д/.„.,,. (команда , А-2 «Реверс стола формируется блоком 3 управления.
В случае отсутствия перегрузки по окончании съема f-ro слоя припуска, т. е. обработки г-й поверхности S,, если черновой припуск ЯюП1. еще не снят, происходит возврат в состояние А и процесс возобновляется. На фиг. 3 этому условию соответствует AiP .5,-Я„„„.
В случае возникновения перегрузки Р, РЪ (фиг. 2) запускается задержка (на фиг. 3 реализованная в виде схемы задержки в блоке 5 фиксации перегрузки). Если длительность существования перегрузки пре10
20
Это позволяет уменьшить перегрузку и снизить возможный брак. После перехода на чистовую поперечную подачу сигнал перегрузки Р снимается (/ S-триггер в блоке 5 фиксации сбрасывается).
Обработка в этом режиме продолжается до окончания съема слоя припуска и обработки поверхности (сигнал 5,). Если черновой припуск Ячерн еще не снят, происходит переход в состояние At (на фиг. 3 - команда перехода а4 - Л3-5,--Я,,, из состояния АЗ в состояние А4 конечного автомата ), в котором Б точках реверса стола осуществляется поперечная .подача на величину ДЛ,, (команда Д/„,.Л4 «Реверс стола формиру- 15 ется блоком 3 управления).
В случае, если черновой припуск Н. , снят, происходит переход в состояние Ад (на фиг. 3 - команда перехода Х5,-Я., ч. пз состояния Аз в состояние Ад конечного автомата I), в котором осуществляется продолжение цикла, сопровождающееся обработкой в режиме чистового шлифования.
По окончании выхаживания (сигнал S, об окончании обработки поверхности) проис- 25 ходит переход в состояние А$ (на фиг. 3 - команда as-Лл-S, перехода из состояния А$ в состояние /Ь конечное автомата ), в котором выдается команда ка очередную подачу на срезание Д/г., .„ xe. Дгь,,,. ,+ор- мируется в блоке 3 управления).
По окончании подачи происходит перс- ход в состояние Ле (на фиг. 3 - команда перехода из состояния А$ в состояние Ле конечного автомата 1), в котором аналогично описанному происходит обработка на черновой подаче (команда Д/,. -ЛБ «Реверс стола на фиг. 3) с одновременным контролем потребляемой мощности.
Если в результате выхаживания перегрузка устранена не была, снова появляется сигнал Р и происходит переход в состояние AJ (на фиг. 3 - команда перехода из состояния ЛБ в состояние AJ конеч-. ного автомата 1) с переходом на чистовую поперечную подачу Д/ч,-и до окончания съема
30
35
40
слоя припуска (ка фиг.
команда Д/.,„.-
Лт «Реверс стола }. По окончании съема
вышает величину задержки, формируется 45 этого слоя припуска по сигналу S, проигхо- сигнал Р длительной перегрузки (устанав-дит переход в состояние Л8, в котором производится правка шлифовального круга. По окончании правки происходит возврат в состояние А (на фиг. 3 - команда «Конец правки) и процесс управления во- 50 зобновляется аналогично описанному до окончания съема всего чернового припуска //«-,,„
ливается / 5-триггер в блоке 5). Задержка введена для повышения помехоустойчивости путем фильтрации помех и кратковременных выбросов мощности.
В результате происходит переход в состояние Лз (команда перехода из состояния Ач конечного автомата 1 в состояние Л3 на фиг. 3), в котором при очередном реверсе стола производится переход с черновой на чистовую поперечную переда- 55 чу, не дожидаясь окончания съема всего слоя припуска (команда Д/.,. «Реверс стола формируется блоком 3 управления.
После этого происходит переход к обработке с чистовыми подачами на врезание (состояние Ло).
Способ управления может быть также реализован программными средствами, например, в блоках микропрограммного управления либо в устройствах ЧПУ.
0
0
Это позволяет уменьшить перегрузку и снизить возможный брак. После перехода на чистовую поперечную подачу сигнал перегрузки Р снимается (/ S-триггер в блоке 5 фиксации сбрасывается).
Обработка в этом режиме продолжается до окончания съема слоя припуска и обработки поверхности (сигнал 5,). Если черновой припуск Ячерн еще не снят, происходит переход в состояние At (на фиг. 3 - команда перехода а4 - Л3-5,--Я,,, из состояния АЗ в состояние А4 конечного автомата ), в котором Б точках реверса стола осуществляется поперечная .подача на величину ДЛ,, (команда Д/„,.Л4 «Реверс стола формиру- 5 ется блоком 3 управления).
В случае, если черновой припуск Н. , снят, происходит переход в состояние Ад (на фиг. 3 - команда перехода Х5,-Я., ч. пз состояния Аз в состояние Ад конечного автомата I), в котором осуществляется продолжение цикла, сопровождающееся обработкой в режиме чистового шлифования.
По окончании выхаживания (сигнал S, об окончании обработки поверхности) проис- 5 ходит переход в состояние А$ (на фиг. 3 - команда as-Лл-S, перехода из состояния А$ в состояние /Ь конечное автомата ), в котором выдается команда ка очередную подачу на срезание Д/г., .„ xe. Дгь,,,. ,+ор- мируется в блоке 3 управления).
По окончании подачи происходит перс- ход в состояние Ле (на фиг. 3 - команда перехода из состояния А$ в состояние Ле конечного автомата 1), в котором аналогично описанному происходит обработка на черновой подаче (команда Д/,. -ЛБ «Реверс стола на фиг. 3) с одновременным контролем потребляемой мощности.
Если в результате выхаживания перегрузка устранена не была, снова появляется сигнал Р и происходит переход в состояние AJ (на фиг. 3 - команда перехода из состояния ЛБ в состояние AJ конеч-. ного автомата 1) с переходом на чистовую поперечную подачу Д/ч,-и до окончания съема
0
5
0
слоя припуска (ка фиг.
команда Д/.,„.-
Лт «Реверс стола }. По окончании съема
5 этого слоя припуска по сигналу S, проигхо- дит переход в состояние Л8, в котором производится правка шлифовального круга. По окончании правки происходит возврат в состояние А (на фиг. 3 - команда «Конец правки) и процесс управления во- зобновляется аналогично описанному до окончания съема всего чернового припуска //«-,,„
После этого происходит переход к обработке с чистовыми подачами на врезание (состояние Ло).
Способ управления может быть также реализован программными средствами, например, в блоках микропрограммного управления либо в устройствах ЧПУ.
Формула изобретения
Способ управления плоским шлифованием периферией круга в процессе черновой обработки, включающий съем припуска с одновременным контролем мощности шлифования, выхаживание при превышении мощностью шлифования значения ее уставки, последующий съем припуска и правку круга, отличающийся тем, что, с целью повывышении мощностью шлифования зн: чсния уставки по окончании продольного х да переходят с черновой поперечной подачи на чистовую, продолжая обработку ь этом режиме до окончания съема текущего слоя припуска, после чего проводят выхаживание, после выхаживания осуществляют съем последующего слоя припуска и в случае превышения мощностью шлифования значения уставки вновь переходят на чистовую пошения производительности при обработке Ю перечную подачу до окончания съема слоя партии деталей и снижения брака, при пре-припуска.
вышении мощностью шлифования зн: чсния уставки по окончании продольного х да переходят с черновой поперечной подачи на чистовую, продолжая обработку ь этом режиме до окончания съема текущего слоя припуска, после чего проводят выхаживание, после выхаживания осуществляют съем последующего слоя припуска и в случае превышения мощностью шлифования значения уставки вновь переходят на чистовую по
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для управления шлифовальным станком | 1977 |
|
SU723514A1 |
| Способ управления рабочим циклом поперечной подачи при шлифовании и устройство для его осуществления | 1985 |
|
SU1316800A1 |
| СПОСОБ АВТОМАТИЗАЦИИ ЦИКЛА ВРЕЗНОГО ШЛИФОВАНИЯ | 1973 |
|
SU404610A1 |
| Способ контроля правки шлифовального круга алмазом | 1985 |
|
SU1355468A1 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ВРЕЗНОГО ШЛИФОВАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2133186C1 |
| СПОСОБ УПРАВЛЕНИЯ ПОПЕРЕЧНОЙ ПОДАЧЕЙ ПРИ ВРЕЗНОМ ШЛИФОВАНИИ НА КРУГЛОШЛИФОВАЛЬНЫХ И ВНУТРИШЛИФОВАЛЬНЫХ СТАНКАХ С ЧИСЛОВЫМ ПРОГРАММНЫМ УПРАВЛЕНИЕМ (ЧПУ) ПО РАЗМЕРНЫМ КОМАНДАМ ПРИБОРА АКТИВНОГО КОНТРОЛЯ (ПАК) | 2013 |
|
RU2551326C2 |
| Способ адаптивного управления шлифовальным станком | 1984 |
|
SU1291379A1 |
| Способ управления шлифованием при работе в цикле и устройство для его осуществления | 1984 |
|
SU1204368A1 |
| Устройство для программного управления шлифовальными станками | 1978 |
|
SU746430A1 |
| Способ управления поперечной подачей внутришлифовального станка и устройство для реализации этого способа | 1974 |
|
SU521124A1 |
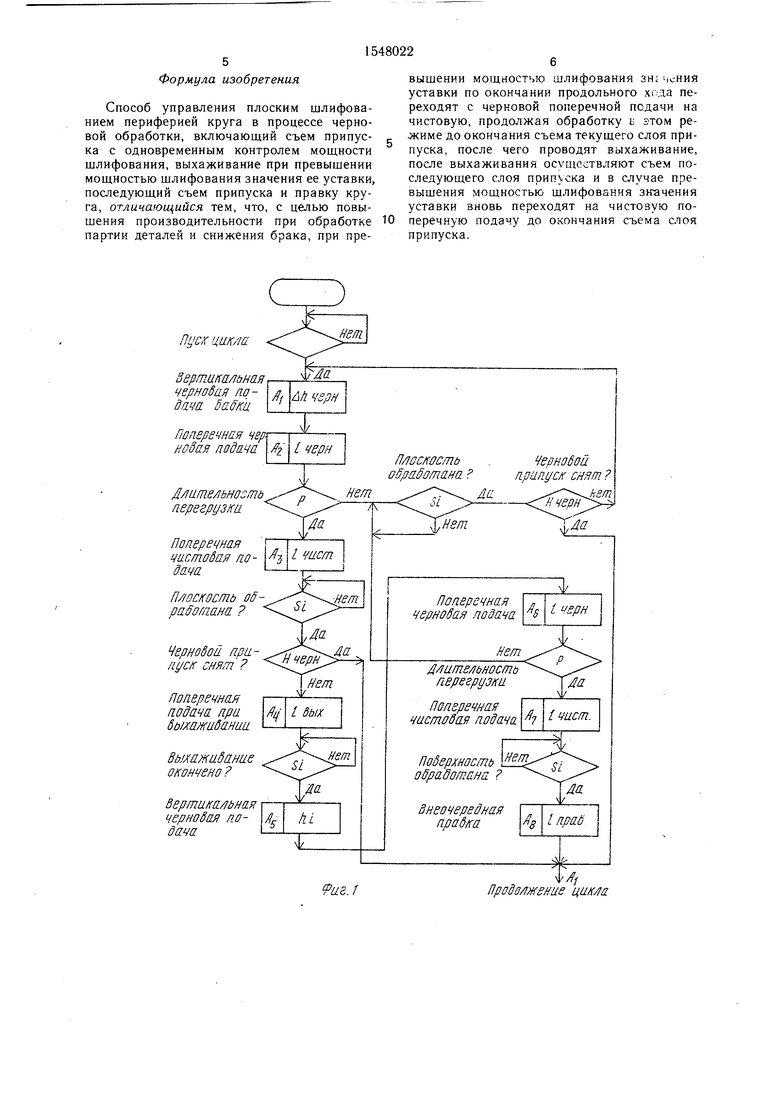
Изобретение относится к станкостроению. Цель изобретения - повышение производительности при обработке партии деталей и снижение брака за счет исключения прижогов на детали и избыточного механического напряжения. В процессе черновой обработки контролируется мощность шлифования. Шлифовальный круг врезается в заготовку и происходит построчный съем металла. При отсутствии перегрузки по мощности величина поперечной подачи остается равной черновой. По окончании съема одного слоя припуска происходит подача на глубину черновой подачи и снимается следующий слой. Процесс повторяется по полного съема припуска, после чего осуществляют переход на чистовой режим обработки. Если в процессе чернового съема припуска происходит перегрузка по мощности (например, по причине засаливания шлифовального круга), во время первого же реверса стола происходит переход на чистовую поперечную подачу. Мощность шлифования уменьшается. В процессе чистовой подачи осуществляется съем оставшейся части слоя. По окончании съема этого слоя припуска начинается выхаживание. После этого снимается следующий слой припуска:происходит очередная подача на глубину черновой подачи и включается при каждом реверсе стола поперечная подача бабки с черновым шагом. Если при этом оказывается, что мощность больше допустимой, то осуществляется немедленно (при первом реверсе стола) переход на подачу с чистовым шагом. По окончании съема слоя припуска переходят на внеочередную правку круга. Если после выхаживания в процессе съема слоя припуска перегрузки нет, по окончании съема этого слоя переходят к съему следующего слоя, процесс повторяется. 3 ил.
П сх цик/т
Зертикальная черновая подача Вааш
Поперечная черновая подача
Д/штельнозть перегрузка
Поперечная чистовая подача.
Плоскость обработана
Черновой припуск снят
Поперечная подача при выхаживании
Выхаживание окончено
Вертикальная черновая подача
Риг.1
Плоскость о5работана
Черновой припуск снят
hetn
Поперечная черновая подача
Нет
Длительность перегрузки
Поперечная чистовая подача.
Поверхность Нет обработана
Внеочередная прадка
Продолжение цикла
.
Таймер
.
Длитель - насть перегрузки
Поперечная
чернобая
подача.
Риг.З
| Каталог фирмы ELB-Schlief, станок мод | |||
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
