РГзвестны лабораторные установки для определения основных энергетических кинематических, технологических и других -параметров процесса непрерывной прокатки труб на длинной оправке.
Новым в описываемой установке является то, что рабочий поршневой цилиндр установлен на штоке дополнительного поршневого цилиндра. Такая установка позволяет исследовать процесс непрерывной прокатки труб и обеспечивает не только натяжение или подпор прокатываемого металла, но и одновременно дает возможность передвигать олравку с различными скоростями в лроцессе прокатки. Кроме того, для исследования процесса прокатки -в два и более проходов установка снабжена реечным механизмом перемещения этих цилиндров.
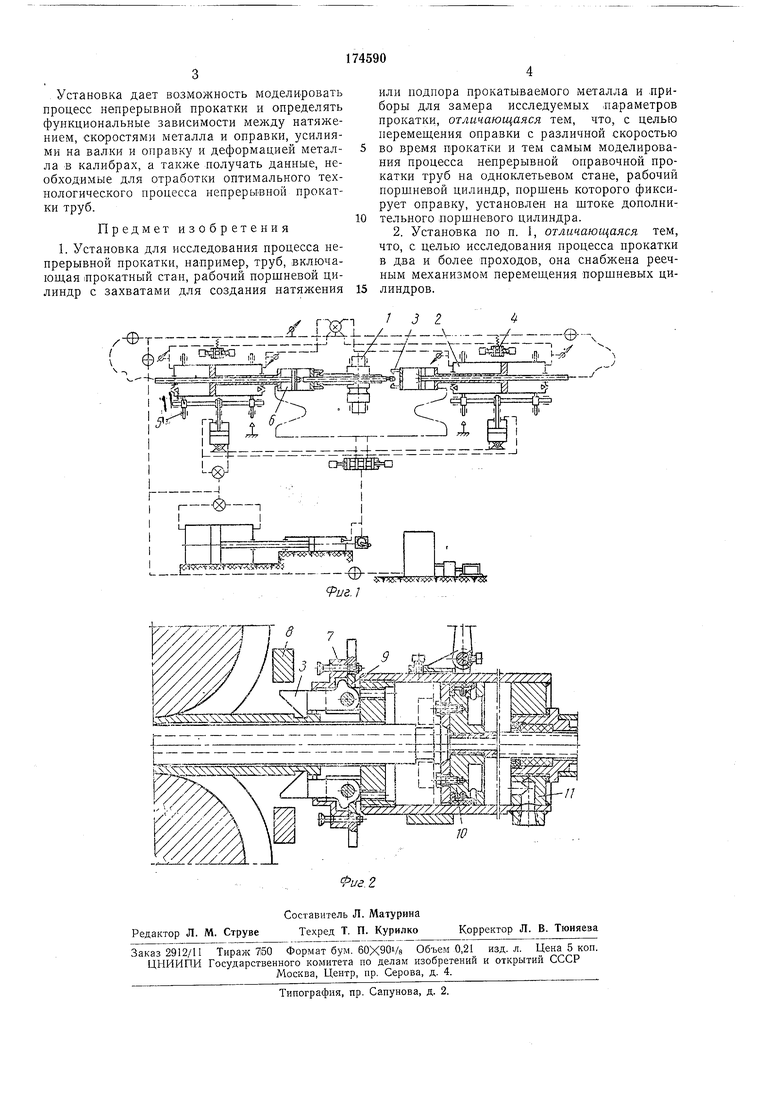
На фиг. 1 схематически изображена установка; на фиг. 2 - установка в разрезе.
Установка включает реверсивный прокатный стан ДУО / и два лневмоцилиндра 2, установленных по обеим сторонам рабочей клети для создания натяжения или подпора прокатываемой гильзы при помощи захватов 3. Для обеспечения различных режимов натяжения (переднее, заднее, подпор) цилиндры снабжены электромагнитными регуляторами 4, подающими воздух в необходимые полости. При прокатке в два прохода устройство снабжено реечным механизмом 5 перемещения пневмоцилиндров. Для изменения скорости перемещения оправки в широких пределах на штоках пневмоцилиндров установлены гидроцилиндры 6. Включение и выключение всех систем осуществляется конечными выключателями. Стан оборудован аппаратурой и приборами для замера необходимых параметров. В исходном крайнем переднем положении
захваты разведены, так как кольцо 7 упирается в ограничитель хода 8. При выходе из стана передний конец трубы захватывается захватами, а освобождается вручную рукояткой. Задний конец трубы освобождается из захватов автоматически. Освободив задний конец трубы, захваты скользят по оправке до кольцевой проточки и фиксируются в этом положении кольцом 9. Ускорение или торможение оправки относительно трубы в процессе прокатки производится порщнем 10 гидроцилиндра П соответственно с задней или передней стороны стана. После прокатки оправку из трубы извлекают непосредственно на стане. При этом захваты, освободив трубу, сводятся и задерл иеают выходящий конец оправки. С другой стороны стана захваты продолжают удерживать трубу и при обратном ходе штока пневмоцилиндра, находящегося на задней стороне ста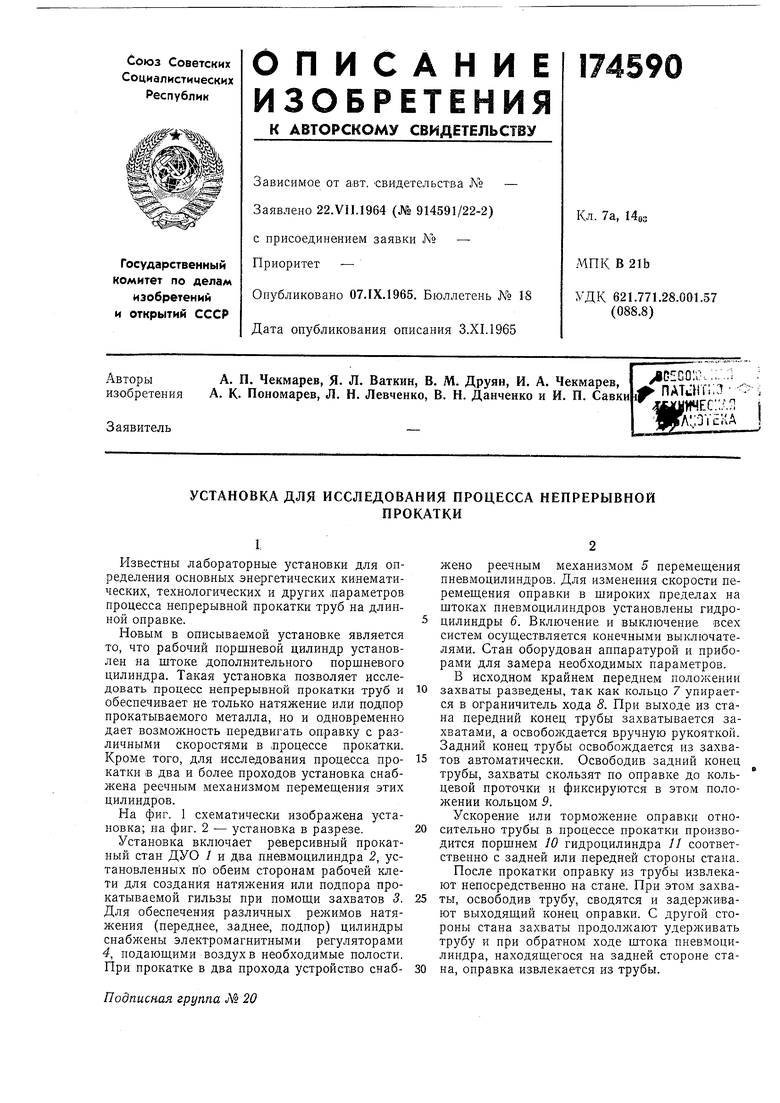
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для шаговой подачи обраба-ТыВАЕМОй зАгОТОВКи | 1977 |
|
SU729905A1 |
| Механизм подпора заготовки на стане винтовой прокатки | 1990 |
|
SU1784307A1 |
| Дорновое устройство подающего аппарата пилигримового стана | 1976 |
|
SU740318A1 |
| Способ холодной прокатки труб и стан для его осуществления | 1985 |
|
SU1346282A1 |
| УСТРОЙСТВО ДЛЯ СОЗДАНИЯ НАТЯЖЕНИЯ ПРИ ПРЕССОВАНИИ МЕТАЛЛОВ | 2005 |
|
RU2278758C1 |
| Гидротолкатель оправки трубопрокатного стана | 1986 |
|
SU1349814A1 |
| СТАН ДЛЯ РОТАЦИОННОГО ВЫДАВЛИВАНИЯ ОСОБОТОНКОСТЕННЫХ ЦИЛИНДРОВ | 1971 |
|
SU427760A1 |
| ПРОЦЕСС ПРОКАТКИ ТРУБ В НЕПРЕРЫВНОМ МНОГОКЛЕТЬЕВОМ ПРОКАТНОМ СТАНЕ | 2012 |
|
RU2553176C2 |
| ЛИНИЯ СТАНА ВИНТОВОЙ ПРОКАТКИ | 1962 |
|
SU158249A1 |
| СПОСОБ ПРОШИВКИ СЛИТКОВ И ЗАГОТОВОК МАССОЙ ОТ 3 ДО 10 ТОНН В ГИЛЬЗЫ В СТАНЕ ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 2012 |
|
RU2523402C1 |
