Область техники, к которой относится изобретение.
Настоящее изобретение относится к процессу прокатки труб в непрерывном многоклетьевом прокатном стане, работающем с оправкой.
Уровень техники.
Продольные многоклетьевые прокатные станы, работающие с оправкой по известному уровню техники, могут классифицироваться по различным типам в зависимости от их конфигурации и управления скоростью прокатки и положением оправки в трубе.
Непрерывные прокатные станы с плавающей оправкой, т.е. свободной оправкой, относятся к станам, в которых оправка может свободно перемещаться внутри трубы, проходящей через многоклетьевой прокатный стан во время операции прокатки, под действием сил трения, которые создаются между оправкой и внутренней стенкой трубы. Таким образом, оправка движется с ускорением, последовательно проходя через клети прокатного стана. Извлечение оправки из трубы происходит в конце операции прокатки снаружи линии прокатки или в любом случае, когда хвостовая часть трубы выходит из последней клети прокатного стана, и когда свободная оправка имеет скорость подачи, как и труба. Прокатные станы такого типа обеспечивают очень короткие циклы изготовления и, тем самым, высокую производительность, например 4-5 труб в минуту.
С другой стороны, прокатный стан этого типа имеет различные недостатки. Ускорение оправки вызывает возникновение состояний сжатия трубы, что отрицательно сказывается на размерах и дефектности труб, поскольку ручей, ограничиваемый прокатными валками, закупоривается (это состояние обычно носит название «переполнение») в первых клетях и забивается (это состояние обычно носит название «незаполнение») в отделочных клетях в конце прокатного стана. Таким образом, возникают проблемы стабильности прокатки и получения изделий, имеющих слишком большие допуски. Кроме того, охлаждение трубы по длине трубы является неравномерным. Поскольку передняя часть трубы, до которой не доходит оправка, дольше остается горячей после первого этапа прокатки, в то время как задняя часть, где оправка все еще вставлена, когда операция прокатки продолжается, частично охлаждается оправкой, с которой она находится в контакте. В этих прокатных станах обычно существует необходимость применения нагревательной печи ниже по технологическому потоку с целью нормализации температуры трубы перед окончательной операцией прокатки, которая предназначена для калибровки или дополнительного уменьшения диаметра трубы.
Прокатный стан второго типа носит название «прокатный стан с наполовину удерживаемой оправкой»; в этом стане во время операции прокатки оправка удерживается и подается более медленно, чем труба, со скоростью, приемлемой с технологической точки зрения. В конце операции прокатки после выхода концевой части трубы из последней клети прокатного стана оправка освобождается из удерживающего устройства, оставаясь при этом в трубе и позволяя ей перемещаться от линии прокатки. Извлечение оправки из трубы выполняется вне линии прокатки или в любом случае, когда хвостовая часть трубы выходит из последней клети прокатного стана, и, следовательно, когда свободная оправка имеет такую же скорость подачи, как и труба. Прокатные станы такого типа обеспечивают очень короткие циклы изготовления и, тем самым, высокую производительность, например 3-4 трубы в минуту.
С другой стороны, эквивалентные проблемы возникают при эксплуатации прокатных станов вышеуказанного типа в отношении неравномерности температуры по длине трубы. Прокатный стан третьего типа носит название «прокатный стан с удерживаемой оправкой»; этот стан отличается тем, что в нем предусмотрено устройство для удерживания реечной оправки. В конце операции прокатки трубы, когда хвостовая часть трубы выходит из последней клети прокатного стана, труба уже предварительно захвачена у переднего участка после прокатного стана с помощью извлекающего устройства, которое захватывает наружную поверхность трубы. Извлекающее устройство, которое, в общем, имеет форму конкретной последовательности клетей прокатного стана, перетаскивает трубу в том же направлении, что и прокатка, в то время как удерживающая система блокирует оправку таким образом, чтобы ее можно было извлечь из трубы, и она перемещается назад к входной стороне прокатного стана, где она выгружается в соответствующее место для выполнения стандартного цикла транспортирования оправки. Извлекающее устройство или прокатный стан также служит для уменьшения наружного диаметра трубы посредством прокатки трубы без внутренней оправки после ее извлечения. В прокатном стане этого типа циклы являются более продолжительными и, следовательно, производительность этого стана будет меньше по сравнению с производительностью станов, описанных выше, и может составлять, в общем, 2 прокатанных трубы в минуту.
При выполнении стандартных операций прокатки на установках с удерживаемой оправкой во время этапа прокатки оправка подается с регулируемой скоростью, которая также носит название скорость удерживания, направленной в том же направлении, что и труба, от входа к выходу многоклетьевого прокатного стана во время полного цикла прокатки.
Как правило, в начале каждого цикла прокатки во время выполнения процессов прокатки, осуществляемых в прокатном стане этого типа, оправка сначала вставляется в полое тело с задней части в направлении передней части того же полого тела, при этом перемещение выполняется в том же направлении, что и направление прокатки трубы.
Эта первая операция может выполняться на одной прямой с осью прокатки, и в этом случае она носит название вставление на одной линии, или со смещением, и в этом случае она носит название предварительное вставление, поскольку предварительное вставление оправки в полое тело используется для уменьшения перемещения устройств удерживания оправки, что, тем самым, снижает продолжительность цикла прокатки и повышает производительность. Следовательно, ограничением этой технологии является низкая производительность, в частности, в отношении прокатных станов, используемых для прокатки малых и средних труб, например труб номинальным диаметром менее 7′′ (177,8 мм) или равных этому значению.
Прокатный стан другого типа носит название «прокатный стан с удерживаемой оправкой» и оборудован съемником. При этом труба освобождается в конце операции прокатки, и оправка проходит через съемник. Процесс прокатки, выполняемый в прокатном стане этого типа, обеспечивает, что в конце операции прокатки трубы оправка крепится с помощью специального удерживающего устройства, в то время как труба снимается с оправки с помощью съемного устройства посредством его перемещения вдоль линии прокатки. После полного прохождения полого тела через съемное устройство оправка освобождается от удерживающего устройства, транспортируется вперед с помощью нажимных роликов вдоль линии прокатки и проходит через съемное устройство сразу же после трубы и, наконец, выгружается после съемника и направляется в соответствующее место для повторного использования оправок. Для прокатных станов этого типа обеспечиваются относительно короткие циклы изготовления (2,5 трубы в минуту).
Недостаток прокатного стана этого типа состоит в том, что процесс включает в себя транспортирование оправки, которая является очень горячей, с помощью нажимных роликов, что создает риск повреждения поверхности оправки. В процессе этого типа устройство, которое удерживает оправку на этапе прокатки и является устройством реечного типа, должно предусматривать устройство освобождения, функционирующее во время цикла и предназначенное для освобождения оправки после удаления трубы.
Для выполнения процесса прокатки в прокатном стане с удерживающей оправкой прохождение оправки через съемное устройство или прокатный стан требует, чтобы последний был оборудован клетью, которая может быстро открываться и закрываться, чтобы сначала прокатанная труба и затем оправка могли перемещаться во время каждого цикла прокатки, принимая во внимание высокие скорости, с которыми трубы и оправки перемещаются вдоль линии прокатки. Если во время выполнения этой операции не обеспечивается точность функционирования съемного устройства, может возникнуть риск неправильного выравнивания двух смежных валков и возникновения следов на прокатанной трубе в продольном направлении.
Процессы, выполняемые в прокатных станах с удерживаемой оправкой, имеют преимущество в том отношении, что обеспечивается надлежащее качество трубы, и температурные условия, при которых труба выходит из прокатного стана, и фактически, только в прокатном стане этого типа может обеспечиваться калибровка до окончательного диаметра трубы даже без промежуточного нагрева.
Для обеспечения эффективного процесса прокатки, как с применением удерживаемой оправки, так и с применением оправки, удерживаемой наполовину, имеет смысл предусмотреть удерживающее устройство, которое обеспечивает стабильность скорости оправки, является жестким и обеспечивает возможность захватывания и освобождения оправки без системы цепь-звездочка. Фактически, в случае прокатного стана с оправкой, удерживаемой наполовину или удерживаемой оправкой, устройство, имеющее цепь, намотанную на звездочки, и оборудованное захватывающими шестернями, не обеспечивало бы преимуществ из-за возможного преждевременного износа, шумности и удлинения самой цепи в процессе эксплуатации. Для устранения таких недостатков цепной системы в некоторых известных установках с удерживаемой оправкой и регулируемой скоростью были предложены системы захватывания и удерживания для разработки способов прокатки с низким значением продолжительности цикла. Однако эти системы не функционируют как сцентрированные с осью перемещения оправки, в результате чего возникают проблемы, связанные с изгибающими нагрузками, которые действуют на системы захватывания/освобождения.
Прокатный стан и соответствующий процесс прокатки с удерживаемой оправкой описаны в документе WO 2011/000819, где после удаления трубы, в то время как оправка все еще удерживается, и труба транспортируется и прокатывается через съемное устройство без оправки, оправка удаляется в боковом направлении с линии прокатки относительно линии прокатки.
Однако в известных установках с удерживаемой оправкой, описанных выше, сложно изготавливать короткие трубы, поскольку последние имеют длину меньше расстояния между осью последней клети многоклетьевого прокатного стана и первой клетью съемника.
На рынке требуются прокатные установки, которые обеспечивают повышенную гибкость готового изделия, т.е. возможность прокатки труб различной длины с заменой минимального количества компонентов установки, что позволяет уменьшить продолжительность цикла прокатки труб, увеличить общую производительность установки и повысить качество готовых труб или, по меньшей мере, сохранить его на прежнем уровне, при этом установки должны иметь более рациональную конструкцию, что позволяет уменьшить расходы на производство и погрузку/разгрузку.
В общем, продольные прокатные станы вышеописанных типов также определяются согласно следующим параметрам:
- количество валков на клеть прокатного стана (обычно 2-3),
- возможность или отсутствие возможности загрузки полого тела на входную сторону прокатного стана с уже предварительно вставленной оправкой или с оправкой, вставленной на линии,
- наличие или отсутствие калибровочных клетей для трубы перед первой клетью прокатного стана,
- наличие или отсутствие завершающих клетей, расположенных после последней клети прокатного стана, в которых выполняется прокатка трубы по толщине между валками и оправкой, все еще расположенной внутри трубы. Обычно завершающие клети используются в тех процессах прокатки, в которых извлечение оправки из трубы выполняется со смещением от линии.
Раскрытие изобретения.
Основная задача настоящего изобретения состоит в том, чтобы выполнить процесс прокатки труб в непрерывном многоклетьевом прокатном стане, работающем с оправкой, который является более производительным по сравнению с известными процессами и может выполняться на прокатных станах, которые являются более приемлемыми с точки зрения изготовления и управления без снижения производительности процесса прокатки.
Другая задача изобретения состоит в том, чтобы предложить прокатную установку для оптимального внедрения вышеуказанного процесса прокатки, которая является более приемлемой с точки зрения изготовления и внедрения.
Эти задачи решаются согласно первому аспекту изобретения с помощью процесса прокатки трубы из полого тела, имеющего внутреннюю полость, используя, по меньшей мере, одну оправку, при этом предлагается прокатная установка, содержащая прокатный стан с некоторым количеством клетей прокатного стана, определяющих ось прокатки, направление прокатки, входную сторону, образованную перед прокатным станом, выходную сторону, образованную после прокатного стана, при этом на входной стороне предусмотрены первое загрузочное устройство, первое разгрузочное устройство и первый транспортер для оправки, и на выходной стороне предусмотрены второе разгрузочное устройство, второе загрузочное устройство и второй транспортер для оправки; вышеуказанный процесс содержит следующие этапы цикла прокатки:
- загрузка полого тела вдоль оси прокатки с входной стороны с помощью вышеуказанного первого загрузочного устройства,
- загрузка, по меньшей мере, одной оправки вдоль оси прокатки с выходной стороны с помощью вышеуказанного второго загрузочного устройства и соединение первой концевой стороны, по меньшей мере, одной оправки с вышеуказанным вторым транспортером,
- перемещение в осевом направлении, по меньшей мере, одной оправки, вдоль оси прокатки через прокатный стан и через внутреннюю полость полого тела,
- крепление как одно целое второй концевой стороны, по меньшей мере, одной оправки к вышеуказанному первому транспортеру и освобождение первой концевой стороны, по меньшей мере, одной оправки от вышеуказанного второго транспортера,
- прокатка полого тела, посредством его прохождения через клети прокатного стана в направлении прокатки для получения прокатанной трубы при одновременной подаче оправки первым транспортером в направлении, противоположном направлению прокатки,
- полное извлечение оправки из прокатанной трубы и из прокатного стана.
Вышеуказанные задачи также решаются согласно второму аспекту изобретения, используя прокатную установку для получения труб заданной длины, предназначенную для внедрения процесса, описанного выше; установка содержит прокатный стан, содержащий некоторое количество клетей прокатного стана, предназначенных для прокатки полого тела в каждом цикле прокатки, образования оси прокатки, направления прокатки и цикла прокатки каждой прокатанной трубы,
по меньшей мере, одну оправку, предназначенную для взаимодействия с прокатным станом во время вышеуказанной прокатки при каждом цикле прокатки,
первое загрузочное устройство, предназначенное для загрузки полого тела в каждом цикле прокатки вдоль оси прокатки, первое разгрузочное устройство, предназначенное для разгрузки, по меньшей мере, одной оправки с оси прокатки, первый транспортер для транспортирования оправки, предназначенный для захватывания и освобождения заднего конца, по меньшей мере, одной оправки, расположенной перед прокатным станом, и второе разгрузочное устройство, предназначенное для разгрузки прокатанных труб с оси прокатки, второе загрузочное устройство, предназначенное для загрузки, по меньшей мере, одной оправки вдоль оси прокатки, второй транспортер для транспортирования оправки, предназначенный для захватывания и освобождения переднего конца, по меньшей мере, одной оправки, расположенной после прокатного стана,
средства управления установкой, которые позволяют первому транспортеру захватывать и освобождать вышеуказанный задний конец, по меньшей мере, одной оправки в каждом цикле прокатки, чтобы согласованно освобождать и захватывать, соответственно, вышеуказанный передний конец, по меньшей мере, одной оправки с помощью второго транспортера.
В процессе прокатки по изобретению оправка, используемая в цикле прокатки, вставляется в полое тело на линии, но перемещается в противоположном направлении через многоклетьевой прокатный стан в обратном направлении по сравнению с нормальной операцией в прокатных станах с удерживаемой оправкой, т.е. в направлении, противоположном направлению прокатки, посредством входа в последнюю клеть прокатного стана задним концом.
Благодаря инновационным отличительным характеристикам процесса прокатки по изобретению съемное устройство прокатного стана может быть исключено из установки, при этом сохраняются преимущества, обеспечиваемые при использовании процесса прокатки известного типа с удерживаемой оправкой. Другое преимущество, которое можно извлечь непосредственно из процесса по изобретению, состоит в том, что имеется возможность прокатки труб разной длины, в частности, даже более коротких труб по сравнению с трубами, выпускаемыми в настоящее время, т.е. с длинами более примерно 8-10 мм на выходе многоклетьевого прокатного стана.
Отказ от использования прокатного стана для снятия трубы в конце линии прокатки позволяет получать трубы с меньшей толщиной стенки. Фактически, когда в прокатном стане с удерживаемой оправкой предусмотрен прокатный стан для снятия трубы, что обычно принято по существующему уровню техники, уменьшается возможность прокатки тонких труб, т.е. с высоким отношением диаметр/толщина. Причина состоит в том, что прокатный стан для снятия трубы обычно предназначен для выполнения дополнительной функции прокатки, которая обеспечивает 3-5% уменьшение наружного диаметра трубы, и при отсутствии оправки эта операция приводит к утолщению стенки трубы на 1,5-2,5%. По существу, отношение наружного диаметра трубы к толщине могло бы быть уменьшено на 4,5-7,5%. Это исключается благодаря использованию процесса по изобретению.
Однако, поскольку процесс по изобретению вытекает из процесса прокатки с удерживаемой оправкой, сохраняются те же самые преимущества прокатного стана такого типа, и возможность уменьшения окончательного диаметра труб повышается без необходимости промежуточного нагрева между этапами прокатки с оправкой и этапом уменьшения окончательного диаметра, который в прокатных станах с удерживаемой оправкой по существующему уровню техники обычно выполняется на калибровочном прокатном стане или стане для прокатки труб с натяжением. Вкратце, оправка, которая используется для конкретного цикла прокатки, загружается после прокатного стана и вставляется в обратном направлении в многоклетьевой прокатный станс помощью транспортера для оправки, когда последний расположен после прокатного стана. Полое тело, которое подлежит прокатке с помощью этой конкретной оправки, загружается посредством ее перемещения в поперечном направлении относительно направления прокатки и размещается вдоль оси прокатки относительно входа многоклетьевого прокатного стана. Вставление оправки продолжается после выхода из первой клети многоклетьевого прокатного стана в обратном направлении в полое тело, и задний конец оправки, который выступает из концевой части полого тела, в конечном счете, прицепляется к транспортеру для оправки на входной стороне многоклетьевого прокатного стана. С этой целью вышеуказанный задний конец оправки имеет специальный выступ, пригодный для захватывания. В этот момент оправка расположена соответственно отличительным характеристикам используемого полого тела и изготавливаемой трубы. Затем полое тело перемещается в многоклетьевой прокатный стан с помощью приводных направляющих роликов, в то время как оправка перемещается в обратном направлении с регулируемой скоростью прокатки.
Система управления прокатной установки включает в себя прокатку последней части трубы (хвостовой или задний участок) в последней клети, где стенка трубы прокатывается по толщине, когда передняя часть оправки расположена после клети, в результате чего устраняется необходимость использования прокатного стана для снятия прокатанной трубы с оправки. Такая точка обычно носит название «точка встречи» оправки и прокатанной трубы.
Далее труба перемещается к выходу многоклетьевого прокатного стана, в то время как оправка продолжает перемещаться в противоположном направлении к входной стороне прокатного стана. Благодаря кинематическим характеристикам такого относительного перемещения оправки и трубы уменьшается временной интервал, в течение которого уже прокатанная труба перекрывает оправку, которая удерживается во внутренней полости трубы. Таким образом, уменьшается продолжительность охлаждения трубы, что связано с ее контактом с телом оправки, которое имеет более низкую температуру, чем труба, в результате чего облегчается возможная последующая операция прокатки для уменьшения наружного диаметра без необходимости промежуточного нагрева.
После отделения трубы от оправки она останавливается после многоклетьевого прокатного стана в том месте, которое полностью находится вне объема прокатного стана, в то время как используемая оправка останавливается у входа прокатного стана в том месте, передний конец оправки расположен полностью снаружи клетей прокатного стана, при этом оправка полностью находится вне объема прокатного стана.
В этот момент на входной стороне оправка, используемая в завершившемся цикле прокатки, перемещается в боковом направлении от оси прокатки в смещенное положение и освобождает линию прокатки. В это же время или сразу же после описанной операции следующее полое тело загружается от смещенной линии на ось прокатки с целью запуска следующего цикла прокатки с такой последовательностью действий.
Такие операции удаления оправки с линии прокатки на входной стороне и установки на линию следующего полого тела могут выполняться различными способами, например, посредством использования двух согласованно действующих поворотных плеч.
На выходной стороне многоклетьевого прокатного стана труба, прокатанная в завершившемся цикле прокатки и находящаяся в неподвижном положении после торможения, удаляется с оси прокатки на смещенную линию с помощью различных систем, например, посредством поворотного плеча. Оправка, которая должна использоваться для прокатки в следующем цикле, транспортируется со смещенной линии, например, также с помощью поворотных плеч. Перемещение двух этих поворотных плеч может быть согласовано для сокращения времени цикла.
В этом цикле аналогично всем предыдущим циклам процесса новая оправка вставляется в обратном направлении в прокатный стан, при этом повторяются все этапы операции, описанные выше в отношении предыдущего цикла.
Ниже перечислены некоторые преимущества, обеспечиваемые посредством применения процесса по изобретению:
- высокая производительность и возможность прокатки длинных труб,
- отсутствие необходимости в применении прокатного стана для снятия трубы в установке, в которой выполняется процесс,
- уменьшенный рабочий ход транспортера для перемещения оправки, расположенного на входной стороне прокатного стана,
- уменьшение времени простоя, т.е. разницы между временем цикла и временем прокатки трубы на этапе, когда труба удерживается в клетях многоклетьевого прокатного стана,
- устранение опасности застревания трубы на оправке из-за скольжения трубы под роликами съемника во время этапа извлечения оправки из полости прокатанной трубы,
- возможность прокатки более коротких труб по сравнению с трубами, прокатываемыми в известных прокатных станах с удерживаемыми оправками,
- возможность прокатки труб с более тонкими стенками. Зависимые пункты формулы изобретения относятся к предпочтительным вариантам выполнения изобретения.
Краткое описание чертежей.
Другие отличительные характеристики и преимущества изобретения станут более понятными после изучения подробного описания предпочтительных, но не исключительных вариантов выполнения процесса прокатки труб по изобретению, представленных с помощью неограничивающего примера со ссылкой на приложенные чертежи, на которых:
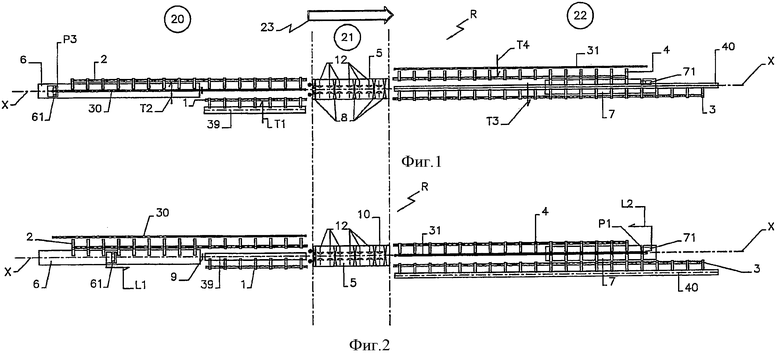
фиг.1 - схематичный вид сверху установки для прокатки труб, в которой выполняется этап процесса прокатки труб по изобретению;
фиг.2 - схематичный вид сверху установки из фиг.1 на этапе процесса, выполняемом после этапа из фиг.1;
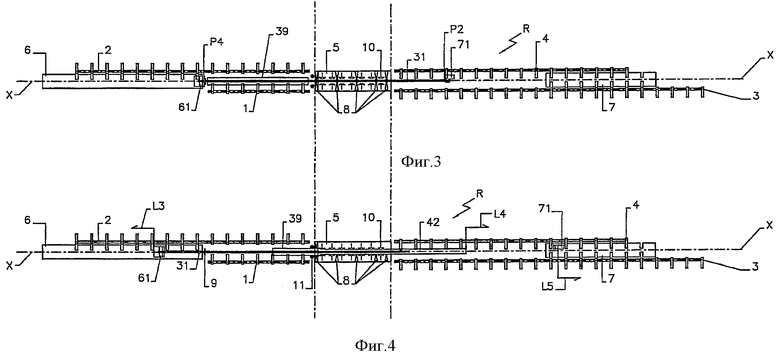
фиг.3 - схематичный вид сверху установки из фиг.1 на этапе процесса, выполняемом после этапа из фиг.2;
фиг.4 - схематичный вид сверху установки из фиг.1 на этапе процесса, выполняемом после этапа из фиг.3;
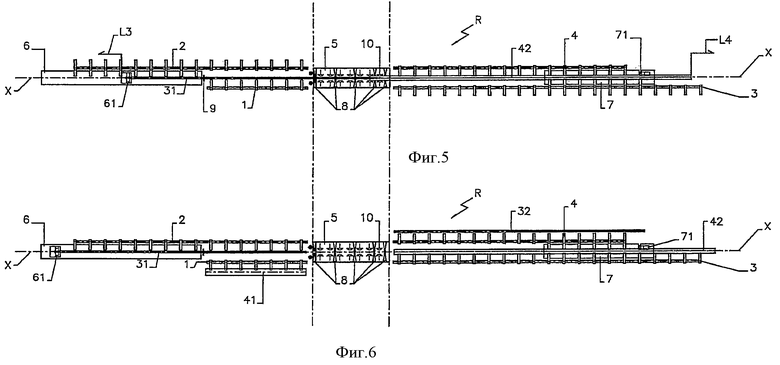
фиг.5 - схематичный вид сверху установки из фиг.1 на этапе процесса, выполняемом после этапа из фиг.4;
фиг.6 - схематичный вид сверху установки из фиг.1 на этапе процесса, выполняемом после этапа из фиг.5;
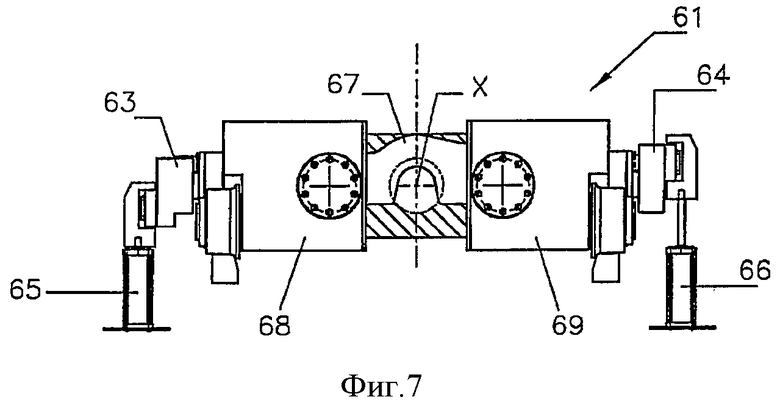
фиг.7 - вид в направлении, параллельном оси Х прокатки, элемента установки из фиг.1 в первом рабочем положении;
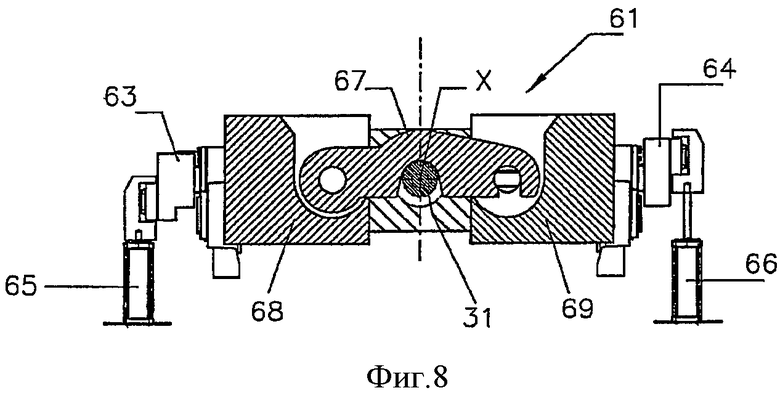
фиг.8 - вид в разрезе по плоскости, нормальной к оси Х прокатки элемента из фиг.7;
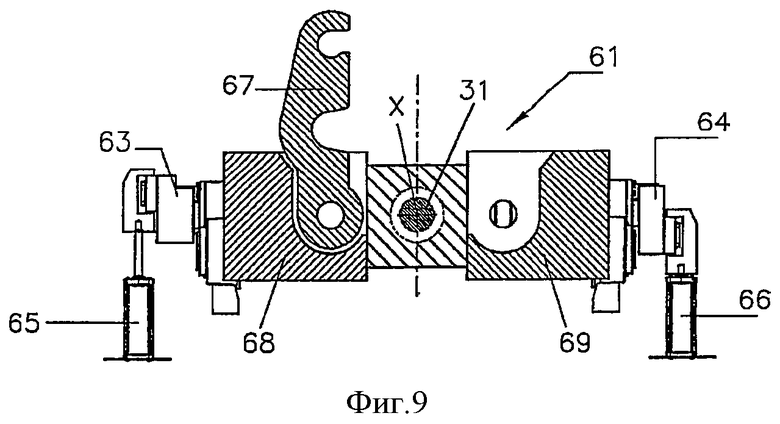
фиг.9 - вид в разрезе по плоскости, нормальной к оси Х прокатки элемента из фиг.7 во втором рабочем положении;
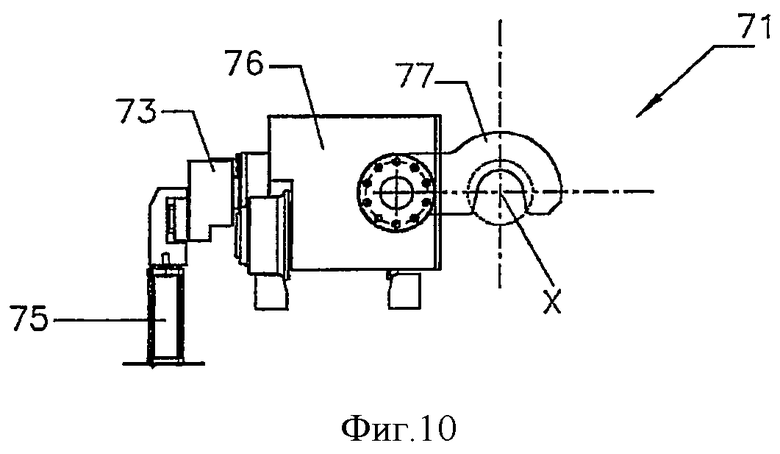
фиг.10 - вид в направлении, параллельном оси Х прокатки, другого конструктивного элемента установки из фиг.1;
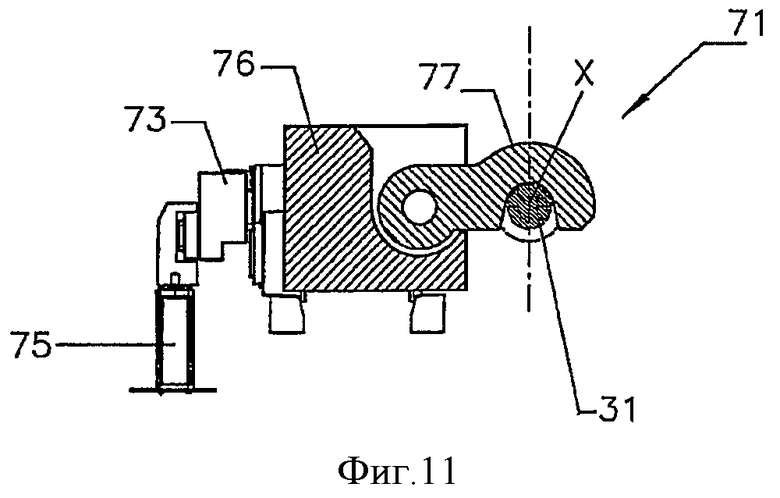
фиг.11 - вид в разрезе по плоскости, нормальной к оси Х прокатки элемента из фиг.10;
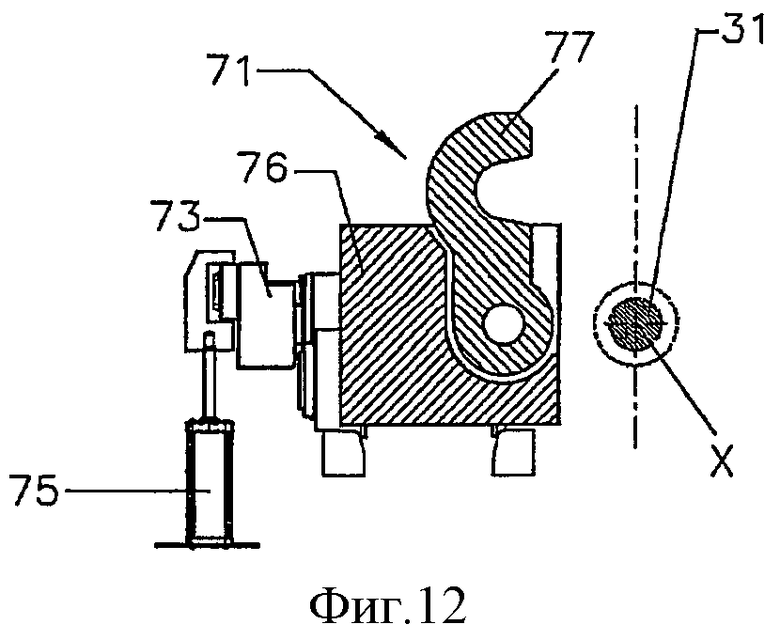
фиг.12 - вид в разрезе по плоскости, нормальной к оси Х прокатки элемента из фиг.10 во втором рабочем положении.
Одинаковые ссылочные номера на различных фигурах соответствуют одним и тем же элементам или компонентам.
Осуществление изобретения.
Со ссылкой на фигуры показан предпочтительный вариант выполнения прокатной установки, работающей с оправкой и, в общем, обозначенной как R, которая может осуществлять процесс непрерывной прокатки труб с оправкой с контролируемой скоростью и высокой производительностью по изобретению. Прокатная установка образует ось Х прокатки и направление 23 прокатки, в котором следует прокатываемый материал, носящий название полое тело 39, и прокатанная труба 40, и это направление показано на фигурах слева направо. Направление 23 прокатки на фиг.1-6 является одинаковым, даже если оно не показано. Установка стандартно разделена на входной участок или сторону 20, где расположены устройство 2 для выгрузки оправки с оси прокатки и устройство 1 для загрузки полого тела вдоль оси прокатки на участок 21 прокатки, где расположен многоклетьевой прокатный стан 5, и выходной участок или сторону 22, где расположены устройство 4 для загрузки оправки и устройство 3 для выгрузки прокатанной трубы с оси Х прокатки.
Устройство 1 для загрузки полого тела вдоль оси прокатки расположено у входа в многоклетьевой прокатный стан 5 и преимущественно, но не исключительно, выполнено в форме поворотного плеча, установленного рядом с осью Х прокатки. В процессе эксплуатации такое устройство 1 для загрузки полого тела захватывает полое тело 39 из бокового смещенного положения и помещает его вдоль оси прокатки, где расположены ролики для поддержки полого тела и оправки (не показаны детально на фигурах, поскольку они являются известными устройствами).
Устройство 2 для выгрузки оправки с оси прокатки также расположено у входа в многоклетьевой прокатный стан 5 и преимущественно, но не исключительно, выполнено в форме поворотного плеча, установленного рядом с осью Х прокатки. Устройство 2 для выгрузки оправки установлено у входа в многоклетьевой прокатный стан 5 с противоположной стороны от устройства 1 для загрузки полого тела относительно оси Х прокатки.
Во время эксплуатации устройство 2 захватывает оправку 30, которая предназначена для прокатки трубы 40, с оси Х прокатки в конце каждого цикла прокатки и транспортирует ее в боковое положение снаружи линии прокатки. Это положение образует часть устройства для циркуляции оправок, используемого в процессе, который включает в себя известные и непоказанные детально на фигурах операции охлаждения оправки, температура которой поднимается в результате передачи тепла от трубы во время операции прокатки, и операции смазки перед транспортированием оправки на выходную сторону 22 прокатного стана для использования в других циклах прокатки.
Устройство 3 для выгрузки прокатанной трубы 40 с оси Х прокатки расположено у выхода из многоклетьевого прокатного стана 5 и преимущественно, но не исключительно, выполнено в форме поворотного плеча, установленного рядом с осью Х прокатки, которое захватывает трубу 40 в конце прокатки и транспортирует ее в боковое положение, смещенное от оси прокатки, с целью возможного хранения или выполнения механической обработки или других операций. Это устройство 3 для выгрузки трубы с оси Х прокатки установлено у выхода из многоклетьевого прокатного стана на той же стороне, что и устройство 1 для загрузки полого тела, показанное в нижней секции фигур относительно оси Х прокатки.
Устройство 4 для загрузки оправки вдоль оси Х прокатки расположено у выхода из многоклетьевого прокатного стана 5 и преимущественно, но не исключительно, выполнено в форме поворотного плеча, установленного рядом с осью Х прокатки. Во время эксплуатации оно захватывает оправку 31 из бокового смещенного положения и помещает ее вдоль оси Х прокатки, где расположены ролики для поддержки оправки и трубы, которые образуют часть транспортера 7 для транспортирования оправок на выходной стороне 22 (они также не показаны детально, поскольку известны по существующему уровню техники). Устройство 4 для загрузки установлено у выхода из многоклетьевого прокатного стана 5 на той же стороне, что и устройство 2 для выгрузки оправки в верхней секции фигур относительно оси Х прокатки.
Многоклетьевой прокатный стан 5 преимущественно, не неисключительно, является прокатным станом с попеременно расположенными клетями с двумя или более валками на одну клеть, в котором клети следуют друг за другом, так чтобы выступы у валков нечетных клетей вдоль оси Х прокатки соответствовали нижним сторонам ручьев и наоборот. Процесс по изобретению также может осуществляться с помощью трубопрокатного стана другого типа без отклонения от сущности изобретения.
Транспортер 6 для транспортирования оправок на входной стороне 20, по существу, содержит опорное устройство для оправки с регулируемыми по высоте роликами и систему продольного перемещения оправок предпочтительно, но не исключительно, реечного типа с ведущими шестернями с электроприводом. Транспортер для транспортирования оправок также оборудован захватывающим и освобождающим устройством 61, с помощью которого оно входит в зацепление с выступом, расположенным на задней стороне оправки. Захватывающее и освобождающее устройство 61 является устройством типа «подъемного мостика» и действует совместно с задним выступом оправки. Закрытое положение подъемного мостика показано на фиг.7 и 8, в то время как его открытое положение показано на фиг.9. Устройство 61 перемещается из захватывающего положения в освобождающее положение посредством поворачивания против часовой стрелки, что рассматривается на фигурах. Перемещение устройства из освобождающего положения в захватывающее положение выполняется посредством его поворачивания по часовой стрелке. Устройство 61 содержит две отдельные головки 68 и 69, которые, соответственно, крепятся к переднему концу реечного устройства (не показано), и рычаг 67, шарнирно прикрепленный к первой головке 68 и состоящий из подъемного мостика, который входит в зацепление на другом конце с выступом, расположенным во второй головке 69, и с верхней частью заднего выступа оправки; такой рычаг 67 имеет посередине перевернутую вверх дном U-образную канавку. Кроме того, элементы 61 устройства также могут быть расположены таким образом, чтобы они обеспечивали центр вращения рычага 67, установленного на головке 69 и имеющего такие же функции при поворачивании в направлении, обратном предыдущему варианту.
Устройство 61 также содержит устройство 63 для регулирования быстрого открывания и закрывания рычага 67, в свою очередь, регулируемое подвижным кулачком 65. Преимущественно, предусматривается устройство 64 для блокирования устройства 61 в закрытом положении, которое регулируется соответствующим устройством 66 с подвижным кулачком.
Транспортер 7 для транспортирования оправок на выходной стороне 22 содержит опорное устройство для оправки, состоящее из регулируемых по высоте роликов, и систему продольного перемещения оправок предпочтительно, но не исключительно, реечного типа с ведущими шестернями с электроприводом.
Транспортер 7 для транспортирования оправок на выходной стороне 22 имеет захватывающее и освобождающее устройство 71 типа «подъемного мостика», с помощью которого оно входит в зацепление с выступом оправки, расположенным рядом с передним концом оправки. Захватывающее положение устройства 71 показано на фиг.10 и 11, в то время как освобождающее положение устройства для освобождения оправки показано на фиг.12.
Устройство 71 содержит головку 76, прикрепленную к переднему концу рейки выходной стороны прокатного стана, и рычаг 77, который состоит из подъемного мостика, шарнирно прикрепленного к головке 76. Захватывающее и освобождающее устройство 71 предназначено только для зацепления с оправкой на верхней части выступа, но не на его нижней части, при этом рычаг 77 имеет перевернутую вверх дном U-образную канавку. Устройство 71 перемещается из захватывающего положения в освобождающее положение посредством поворачивания против часовой стрелки, что рассматривается на фигурах. Перемещение устройства из освобождающего положения в захватывающее положение выполняется посредством его поворачивания по часовой стрелке.
Головка 76 также может быть расположена с другой стороны оси Х прокатки с такими же функциями, обеспечиваемыми посредством поворачивания рычага в обратном направлении. Устройство 71 также содержит регулирующее устройство 73, установленное на рейке и регулируемое подвижным кулачком 75.
Захватывающие и освобождающие устройства 61 и 71 на входной стороне 20 и на выходной стороне 22, включенные в состав соответствующих транспортеров 6 и 7, имеют преимущество, состоящее в том, операции захватывания и освобождения оправок, которые выполняются в заданном цикле прокатки у передней и задней сторон оправок, могут циклически и быстро выполняться во время каждого цикла в отличие от захватывающих и освобождающих устройств, которые обеспечивают выполнение этих операций только в аварийных случаях.
Кроме того, операция захватывания и освобождения, выполняемая на транспортере 6 для транспортирования оправок на входной стороне 20, также должна точно и своевременно согласовываться с функционированием захватывающего и функционирующего устройства транспортера 7 для транспортирования оправок на выходной стороне 22.
В прокатном стане 5 также предусмотрены стойки 8 для поддержки оправок, назначение которых состоит в том, чтобы они удерживали оправку 31 в сцентрированном положении и во время перемещения оправки в направлении, обратном направлению 23 прокатки через клети 12 прокатного стана, и в завершающей клети 10, при отсутствии трубы, во избежание соударения с валками и возникновения повреждений валков и/или оправки. Стойки 8 для поддержки оправок являются известными устройствами, состоящими из регулируемых роликов, которые могут сходиться по размеру оправки и быстро расходиться, обеспечивая прохождение полого тела на этапе прокатки.
Преимущественно, но необязательно, прокатная установка R оборудована некоторыми устройствами, которые дополнительно улучшают процесс прокатки и которые могут использоваться совместно или могут быть установлены по отдельности. На входной стороне 20 вдоль линии Х прокатки установлено стопорное приспособление 9 гильотинного типа, также носящее название «аварийная гильотина», предназначенное для приведения в действие в случае аварии с целью извлечения оправки из трубы. Аварийная гильотина 9 состоит из убирающейся «U»-образной опорной подушки, которая перемещается между положением непрепятствования и положением препятствования задней секции полого тела. Такая подушка используется для создания препятствия перемещению полого тела или трубы, если прокатка не прекращается, в то время как прокатываемые полое тело или труба все еще установлена на оправке. Аварийная гильотина 9 может устанавливаться в различные точки на входной стороне 20, но обязательно на оси Х прокатки. Предпочтительное решение состоит в том, чтобы аварийная гильотина 9 была установлена на входной стороне 20, при этом должен оставаться зазор между передним концом оправки, когда она находится в полностью убранном положении и захватывается захватывающим и освобождающим устройством 61 в аварийном положении извлечения, и задним краем полого тела, когда оно расположено на одной линии на входной стороне 20.
Также имеется возможность предусмотреть завершающую клеть 10, которая устанавливается после последней клети 12 прокатного стана, где выполняется прокатка по толщине. Завершающая клеть 10 служит для создания приблизительно равномерного зазора между оправкой и внутренним диаметром трубы, и также может использоваться в качестве эффективного устройства для торможения трубы на последней стадии цикла прокатки. Когда задняя часть прокатанной трубы выходит из последней клети, в которой уменьшается толщина трубы, труба может тормозиться с помощью завершающей клети, и такая операция позволяет сокращать продолжительность циклов обработки и уменьшать пространства, необходимые для торможения трубы в конце прокатки. Как вариант, также имеется возможность предусмотреть несколько завершающих клетей 10, последовательно расположенных вдоль оси Х прокатки.
Кроме того, в прокатной установке R также может быть установлено устройство 11 для подачи полого тела в прокатный стан. Устройство 11 подачи (показанное для упрощения изложения только на фиг.4) предпочтительно содержит одну или несколько групп противодействующих роликов, по меньшей мере, одна из которых имеет электропривод и перемещается из диаметрально противоположного положения относительно непрепятствующего полого тела в положение в контакте с полым телом, после того как полое тело было загружено вдоль оси Х прокатки. Такое устройство 11 подачи позволяет выполнять подачу полого тела в многоклетьевой прокатный стан 5 в условиях контролируемых скорости и положения.
Кроме того, устройство 11 подачи может преимущественно, но не исключительно, использоваться для стационарного удерживания полого тела в требуемом положении во время этапа обратного вставления оправки.
С помощью прокатной установки R по вышеописанному изобретению осуществляется процесс выполнения прокатки труб по изобретению, стадии которого подробно описаны ниже. Традиционно, если не оговорено иначе, обозначения «верхний» и «задний» в отношении различных элементов относятся к направлению 23 прокатки, т.е. обозначение «передний» относится к острию стрелки 23, и термин «задний» относится к хвосту стрелки 23.
Со ссылкой на фиг.1, прокатная установка R показана на начальной стадии цикла во время процесса прокатки труб по изобретению, когда установка действует со скоростью, обозначенной как цикл «n» с целью обобщения описания, при этом «n» обозначает порядковый номер обычного цикла прокатки. На выходной стороне 22 вдоль линии Х прокатки расположена труба 40, которая уже была полностью прокатана во время предыдущего цикла «n-1» и из которой уже была полностью извлечена оправка 30, которая служит для прокатки трубы, при этом указанная труба подготовлена для удаления с линии Х посредством приведения в действие поворотного плеча 3 в боковом направлении, обозначенном стрелкой Т3. На этой стадии оправка 30 расположена на транспортере 30 на входной стороне 20 и подготовлена к удалению с линии Х прокатки посредством приведения в действие поворотного плеча 2 в боковом направлении, обозначенном стрелкой Т2.
На этой стадии другая оправка 31 расположена сбоку от линии Х на выходной стороне 22 для выполнения операции прокатки «n» цикла и подготовлена для установки на линию Х прокатки посредством приведения в действие поворотного плеча 4 в боковом направлении, обозначенном стрелкой Т4. На этой стадии устройство 71 для захватывания оправки на выходной стороне 22 расположено вдоль линии прокатки на высоте передней части оправки 31 в положении Р1 захватывания, и захватывающее устройство 61 на входной стороне 20 расположено у задней части оправки 30, которая уже вышла из зацепления и находится в положении Р3 освобождения.
Полое тело 39 расположено рядом с линией прокатки и подготовлено к установке на линию Х прокатки посредством приведения в действие поворотного плеча 1 в направлении стрелки T1 c целью выполнения цикла «n» прокатки.
На фиг.2 показана следующая стадия процесса прокатки. Здесь оправка 30 удалена с линии прокатки с помощью поворотного плеча 2 и находится с верхней стороны относительно фигуры или с левой стороны относительно линии Х прокатки и подготовлена к выполнению других операций перед возвратом на выходную сторону 22, где она будет использоваться в следующем цикле прокатки, который необязательно должен быть циклом n+1, поскольку количество оправок, используемых во время выполнения процесса, может быть достаточно большим, если продолжительность операций охлаждения и смазки оправки превышает время цикла соответствующей прокатки.
Полое тело 39, подлежащее прокатке во время «n» цикла прокатки, устанавливается на ось Х прокатки посредством поворачивания поворотного плеча 1, при этом передний конец полого тела 39 находится возле устройства 11 подачи.
Захватывающее устройство 61 принудительно перемещается к заднему концу полого тела 39, как показано стрелкой L1, между положением Р3 освобождения и положением Р4 захватывания. На этой стадии совместно с операциями, описанными выше для входной стороны 20, также выполняются операции на выходной стороне 22, где прокатанная труба удаляется с линии Х прокатки в направлении стороны, показанной на фигурах под линией X, посредством поворачивания поворотного плеча 3. Оправка 31 согласованно загружается вдоль линии Х прокатки посредством поворачивания поворотного плеча 4, и передняя часть оправки 31 захватывается захватывающим устройством 71 в положении Р1 захватывания, после чего начинается поступательное движение посредством перемещения оправки в направлении стрелки L2 против направления 23 прокатки.
Операции, выполняемые на следующем этапе процесса прокатки, показаны на фиг.3, где оправка 31 перемещается захватывающим устройством 71, проходит в обратном направлении, сначала внутри многоклетьевого прокатного стана 5, направляемая стойками 8 для поддержки оправок, и затем также внутри полого тела 39 до тех пор, пока задний участок оправки 31 не будет расположен возле захватывающего устройства 61 в положении Р4 захватывания. После достижения этого положения захватывающее устройство 71, которое находится в положении Р2 освобождения, освобождает переднюю часть оправки 31, и захватывающее устройство 61 согласованно захватывает заднюю сторону оправки, имеющую специальный выступ. Таким образом, полое тело 39 удерживается устройством 11 подачи, которое подает его в многоклетьевой прокатный стан 5 для выполнения этапа прокатки, который показан на фиг.4 и 5.
Прокатка полого тела 39 внутри многоклетьевого прокатного стана 5 выполняется с перемещением оправки 31, которая подается захватывающим устройством 61 в направлении, обозначенном стрелкой L3, которая направлена против направления 23 прокатки, между направлением Р4 захватывания и направлением Р3 освобождения. Перемещение оправки 31 согласовано с перемещением полого тела 39, обозначенного стрелкой L4, обеспечиваемого валками клети 12 прокатного стана 5. Скорость перемещения оправки 31 в направлении стрелки L3 определяется таким образом, что передний конец оправки 31 располагается после полной прокатки у заднего конца трубы 42, когда задний конец трубы выходит из последней клети 12 прокатного стана, т.е. находится в крайнем правом положениями между клетями, обозначенными на фигурах как позиция 12. тем самым, образуя «точку встречи». Таким образом, оправка 31 после полной прокатки полностью извлекается из полости трубы 42 после прохождения точки встречи.
Между тем захватывающее устройство 71, освобожденное от оправки 31, перемещается в направлении, обозначенном стрелкой L5, в направлении 23 прокатки между положением Р2 освобождения и направлением Р1 захватывания, где оправка 32 будет захвачена, что должно использоваться в следующем цикле «n+1» прокатки.
Как показано на фиг.5, помимо прокатки в валках клетей 12 прокатного стана, труба 42 может проходить через одну или несколько завершающих клетей 10. Эта операция является выборочной и способствует улучшению формы готовой трубы. На этом последнем этапе прокатки оправка 31, которая выходит из трубы 42, тормозится и размещается на линии Х прокатки, как показано на фиг.6, в таком положении, чтобы она находилась вне объема многоклетьевого прокатного стана 5 с целью удаления с линии прокатки в начале следующего цикла «n+1» прокатки. Понятно, что задняя сторона оправки 31 освобождается с помощью захвата захватывающего устройства 61 в положении Р3 освобождения с целью удаления оправки в результате поворачивания поворотного плеча 2. На выходной стороне 22 после полного удаления из объема многоклетьевого прокатного стана 5 прокатанная труба 42 подготовлена к удалению с линии Х прокатки посредством поворачивания поворотного плеча 3 с целью обеспечения начала операций следующего цикла «n+1» прокатки.
Следующий цикл «n+1» прокатки полого тела 41 может начинаться с таких же операций, как и описанный выше предыдущий цикл «n», с использованием следующей оправки 32.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ПЕРЕМЕЩЕНИЯ ОПРАВКИ В ТРУБОПРОКАТНОМ СТАНЕ | 2012 |
|
RU2547050C1 |
| СПОСОБ ПРОКАТКИ И ПРОДОЛЬНЫЙ МНОГОКЛЕТЬЕВОЙ ПРОКАТНЫЙ СТАН С УДЕРЖАНИЕМ ОПРАВКИ ДЛЯ НЕПРЕРЫВНОЙ ПРОКАТКИ ПОЛЫХ ЗАГОТОВОК | 2010 |
|
RU2500491C2 |
| Поточная линия для производства сплошных и полых периодических профилей | 1972 |
|
SU487701A1 |
| МНОГОКЛЕТЬЕВОЙ ПРОКАТНЫЙ СТАН ДЛЯ ПРОКАТНОЙ УСТАНОВКИ С ЧИСТОВЫМ ПРОКАТНЫМ СТАНОМ С НАКЛОННЫМИ ВАЛКАМИ, ГОРЯЧЕЙ ПИЛИГРИМОВОЙ ПРОКАТКИ ИЛИ ТИПА АВТОМАТ-СТАН | 2017 |
|
RU2710824C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ БЕСШОВНЫХ ТРУБ И СПОСОБ ИХ ИЗГОТОВЛЕНИЯ | 2016 |
|
RU2701386C2 |
| СПОСОБ ПРОДОЛЬНОЙ НЕПРЕРЫВНОЙ ПРОКАТКИ БЕСШОВНЫХ ТРУБ | 1992 |
|
RU2097155C1 |
| Задний стол непрерывного трубопрокатного стана | 1977 |
|
SU745568A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ БЫСТРОЙ ВЫГРУЗКИ ТОЛСТЫХ СТАЛЬНЫХ ЛИСТОВ ИЗ ПРОКАТНОГО СТАНА | 2014 |
|
RU2653518C2 |
| СПОСОБ И ПРОКАТНАЯ УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПРОВОЛОКИ, ПРУТКОВ ИЛИ БЕСШОВНЫХ ТРУБ | 2003 |
|
RU2274503C2 |
| УСТРОЙСТВО И СПОСОБ МАНИПУЛИРОВАНИЯ СТЕРЖНЯМИ ОПРАВОК НА ТРУБОПРОКАТНОМ СТАНЕ | 2021 |
|
RU2804030C1 |
Изобретение относится к области прокатки труб. Способ включает прокатку на оправке в прокатной установке (R), содержащей прокатный стан (5) с несколькими прокатными клетями (12), образующими ось (X) и направление (23) прокатки, на входной стороне (20) которого предусмотрены первое загрузочное устройство (1), первое разгрузочное устройство (2) и первый транспортер (6) для транспортирования оправки, а на выходной стороне (22) - второе разгрузочное устройство (3), второе загрузочное устройство (4) и второй транспортер (7) для транспортирования оправки, при этом способ включает загрузку полого тела (39, 41) вдоль оси прокатки (X) с входной стороны (20) загрузку оправки (31, 32) вдоль оси (X) прокатки с выходной стороны (22) и соединение первой концевой части оправки (31, 32) со вторым транспортером (7), перемещение по оси оправки через прокатный стан (5) и внутреннюю полость полого тела, крепление второй концевой части оправки к первому транспортеру (6) и освобождение первой концевой части, прокатку при одновременной подаче оправки (31) первым транспортером (6) в направлении (L3), противоположном направлению (23) прокатки и извлечение оправки (31, 32) из прокатанной трубы (40,42) и из прокатного стана (5). Устройство содержит соответствующее оборудование. 2 н. и 9 з.п. ф-лы, 12 ил.
1. Способ прокатки труб из полого тела, имеющего внутреннюю полость, с помощью, по меньшей мере, одной оправки, отличающийся тем, что используют прокатную установку (R), содержащую прокатный стан (5) с прокатными клетями (12), образующими ось (X) прокатки и направление (23) прокатки, с входной стороной (20) перед прокатным станом и выходной стороной (22) после прокатного стана, причем на входной стороне (20) предусмотрены первое загрузочное устройство (1), первое разгрузочное устройство (2) и первый транспортер (6) для транспортирования оправки, а на выходной стороне (22) предусмотрены второе разгрузочное устройство (3), второе загрузочное устройство (4) и второй транспортер (7) для транспортирования оправки, при этом каждый цикл прокатки включает следующие этапы:
- загрузка полого тела (39, 41) вдоль оси прокатки (X) с входной стороны (20) с помощью вышеуказанного первого загрузочного устройства (1),
- загрузка, по меньшей мере, одной оправки (31, 32) вдоль оси (X) прокатки с выходной стороны (22) с помощью вышеуказанного второго загрузочного устройства (4) и соединение первой концевой части, по меньшей мере, одной оправки (31, 32) с вышеуказанным вторым транспортером (7),
- перемещение в осевом направлении, по меньшей мере, одной оправки (31, 32) вдоль оси (X) прокатки через прокатный стан (5) и через внутреннюю полость полого тела (39,41),
- крепление как одно целое второй концевой части, по меньшей мере, одной оправки (31, 32) к вышеуказанному первому транспортеру (6) и освобождение первой концевой части, по меньшей мере, одной оправки (31, 32) от вышеуказанного второго транспортера (7),
- прокатка полого тела (39, 41) посредством его прохождения через клети (12) прокатного стана (5) в направлении (23) прокатки для получения прокатанной трубы при одновременной подаче оправки (31) первым транспортером (6) в направлении (L3), противоположном направлению (23) прокатки и
- полное извлечение оправки (31, 32) из прокатанной трубы (40,42) и из прокатного стана (5).
2. Способ по п.1, в котором оправку (30, 31) удаляют с оси (X) прокатки с помощью первого разгрузочного устройства (2) и транспортируют к выходной стороне (22) для выполнения последующего цикла прокатки.
3. Способ по п.1, который включает этап правки прокатанной трубы, выполняемый, по меньшей мере, в одной завершающей клети (10).
4. Способ по п.1, в котором крепление как одно целое к первому транспортеру (6) и освобождение, по меньшей мере, одной оправки (31) от второго транспортера (7) выполняют согласованно.
5. Прокатная установка (R) для прокатки труб заданной длины способом по п.1, содержащая прокатный стан (5), в состав которого входят прокатные клети (12), предназначенные для прокатки полого тела (39, 41) в каждом цикле прокатки, образующие ось (X) прокатки и направление (23) прокатки в каждом цикле прокатки, по меньшей мере, одна оправка (30, 31, 32) для взаимодействия с прокатным станом (5) во время вышеуказанной прокатки в каждом цикле прокатки, первое загрузочное устройство (1), предназначенное для загрузки полого тела в каждом цикле прокатки вдоль оси (X) прокатки, первое разгрузочное устройство (2), предназначенное для разгрузки, по меньшей мере, одной оправки (30, 31, 32) с оси (X) прокатки, первый транспортер (6) для транспортирования оправки, предназначенный для захватывания и освобождения заднего конца вышеуказанной, по меньшей мере, одной оправки (30, 31, 32), расположенной перед прокатным станом (5), второе разгрузочное устройство (3), предназначенное для разгрузки прокатанных труб с оси (X) прокатки, второе загрузочное устройство (4), предназначенное для загрузки, по меньшей мере, одной оправки (30, 31, 32) вдоль оси (X) прокатки, второй транспортер (7) для транспортирования оправки, предназначенный для захватывания и освобождения переднего конца вышеуказанной, по меньшей мере, одной оправки (30, 31, 32), расположенной после прокатного стана (5), и средства управления прокатной установкой (R), выполненные с возможностью обеспечения захватывания и освобождения первым транспортером (6) вышеуказанного заднего конца, по меньшей мере, одной оправки (30, 31, 32) в каждом цикле прокатки для согласованного освобождения и захватывания, соответственно, вышеуказанного переднего конца, по меньшей мере, одной оправки (30, 31, 32) с помощью второго транспортера (7).
6. Установка по п.5, в которой вышеуказанный прокатный стан (5) содержит стойки (8) для поддержания оправок.
7. Установка по п.6, в которой первый транспортер (6) для транспортирования оправок содержит устройство для поддержания оправки с регулируемыми по высоте роликами и систему продольного перемещения оправок.
8. Установка по п.7, в которой устройство продольного перемещения оправок содержит реечное устройство с ведущими шестернями с электроприводом и устройство для захватывания и освобождения выступа на задней стороне оправки.
9. Установка по п.8, в которой в прокатном стане (5) предусмотрено устройство (11) для подачи полого тела.
10. Установка по п.9, в которой после последней клети прокатного стана (5) предусмотрена, по меньшей мере, одна завершающая клеть (10).
11. Установка по п.10, в которой предусмотрено стопорное приспособление (9) гильотинного типа, предназначенное для извлечения оправки из прокатанной трубы или полого тела в аварийных условиях.
| WO 2011000819 A2, 06.01.2011 | |||
| Способ продольной прокатки труб | 1989 |
|
SU1733131A1 |
| Механизм смены оправок трубопрокат-НОгО CTAHA | 1979 |
|
SU831241A1 |
| US 3946586 A, 30.03.1976 | |||

