Пзвестеи способ утолидения свариваемых кромок иутем 1}ластической деформации при иагреве их в контактной стыковой сварочной машиие.
Но такой способ ие обеспечивает равномерности иагрева металла вдоль всей кромки н, кроме того, при этом для осадки кромки листа большой протяжеипости требуются машины большой монлпости {до 3000 ква).
По предлагаемому способу осадку кромок ироизводят последовательно ио длине изделия при локальном нагреве и последующей местной пластической деформации пагретого участка.
Это позволяет получать утолидепие кромок па ирактичес пеограиичепиой длине сварпого соединения, обесиечить равномерность иагрева металла вдоль всей кромки и сиизить М01ДПОСТИ источииков нагрева.
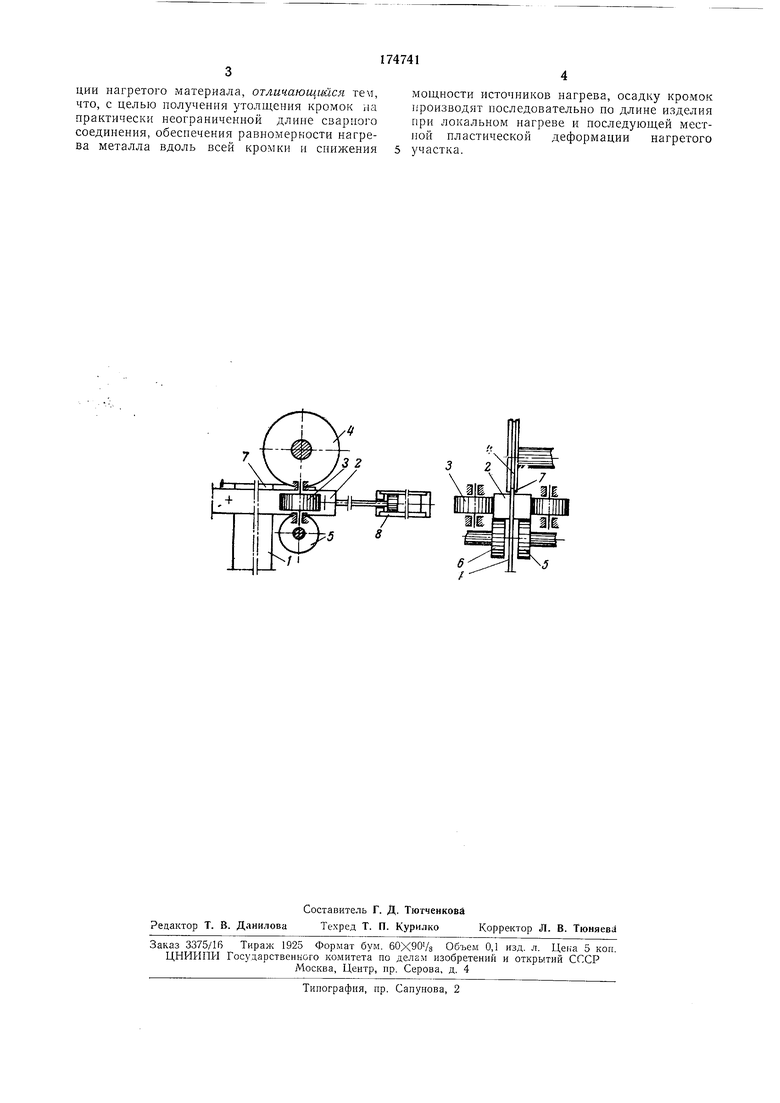
На чертеже для пояспепия способа и.чображепа роликовая машииа для осун1ествленип предложенпого способа.
Утолшепие кромок осуществляется иа переоборудоваиной роликовой машиие для контактной сварки. Первоначально к заготовке /, подлежащей утолщеиию, со стороны кромки приваривают входиую и выходную планки. Затем заготовку ио всей длине кромки закрепляют зажимами 2 и вводят в рабочую клеть мап1ины. Рабочая клеть состоит из роликов: двух верхннх ноджимаюпщх (токоподводяп1его ролпка 3, токоподводящего и осаживающего ролика 4) и двух (токоподводящего ролика 5 и поддерживающего ролика 6).
Поджимающие ролики 3 предотвращают проскальзываете заготовки 1 в зал :имах 2 при осадке кромки 7. После ввода заготовки с зажимами в рабочую клеть создается давление между поджимаюп;имп роликами 3. Затем с иомощыо пневмоцилиндра 8 заготовка с зажимами перемещается до радиусного выступа на кромке. Как только давление в ппевмоцплипдре достигнет задапного значения, включают ток, кромка разогревается и иод действием усилия, развиваемого ипевмоцилиндром 8. разогретый участок кромки осаживается ;е)хипм роликом 4. В процессе осадки расстояние между верхним роликом 4 и нижними роликами 5, 6 поддерживается постояпиым. иеличина осадки кромки регулируется как за счет предварительного измеиеиия расстояния между этими роликами, так и за счет изменения высоты кромки 7, выступа юп1ей из зажимов 2.
Предмет изобретения
ции нагретого материала, отличающийся тем, что, с целью получения утолщения кромок на практически неограниченной длине сварного соединения, обеснечения равномерности нагрева металла вдоль всей кромки и снижения
мощности источников нагрева, осадку кромок производят последовательно по длине изделия при локальном нагреве и последующей местной пластической деформации нагретого участка.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ производства электросварных труб на непрерывных станах | 1983 |
|
SU1136864A1 |
| СПОСОБ КОНТАКТНОЙ ШОВНОЙ СВАРКИ ТРУБЧАТЫХ ДЕТАЛЕЙ | 1990 |
|
SU1792553A3 |
| Устройство для образования утолщений на полосе | 1978 |
|
SU770629A1 |
| "Способ изготовления профилей из полосовых заготовок | 1978 |
|
SU774682A1 |
| СПОСОБ СВАРКИ ПРЯМОШОВНЫХ ТРУБ | 1969 |
|
SU248117A1 |
| СПОСОБ ЗАОСТРЕНИЯ РЕЖУЩИХ КРОМОК | 2006 |
|
RU2318644C1 |
| ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА ТРУБ ПОВЫШЕННОЙ ТОЧНОСТИ | 1994 |
|
RU2084300C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ КОЛЬЦЕВЫХ СТЫКОВ ТОНКОСТЕННЫХ ОБОЛОЧЕК | 2008 |
|
RU2393946C2 |
| Способ стыковой контактной сварки сопротивлением | 1981 |
|
SU1009672A1 |
| Способ изготовления сварных труб из ленты и установка для его осуществления | 1987 |
|
SU1718714A3 |