Известен способ сварки прямошовных труб, при котором создают предварительное обжатие заготовки, нагрев свариваемых кромок и их сдавливание.
Предложенный способ отличается от известного тем, что сдавливание осуп ествляют на некотором расстоянии за зоной иагрева иутем приложения усилия, перпендикулярного направлению давления в стыке, создаваемого за счет предварительного обжатия заготовки.
Такой способ сварки прямошовных труб повышает качество изготовляемых изделий иутем обеспечения постоянства давления в стыке.
Предложенный способ исключаег необходимость применения больших пластических обжатий заготовки по периметру, так как в нем нагрев кромок до сва:рочиой температуры и создание давления в очаге сварки осуществляют за осью валков, охватываюших заготовку по периметру, используя упругую деформацию изгиба стенки заготовки.
При этом максимум удельного давления в стыке приходится под прижимным валком, сообщающим кромкам дополнительное усилие, перпеидикулярное направлению давления, создаваемого вдоль оси сечеиия, ироходящего через стык и уменьшающего размер поперечного сечения заготовки в этом направлении. Таким образом, в сечениях заготовки, где создается сварочное давление в стыке, отсутствуют поперечные напряжения сжатия, создаваемые сварочным калибром.
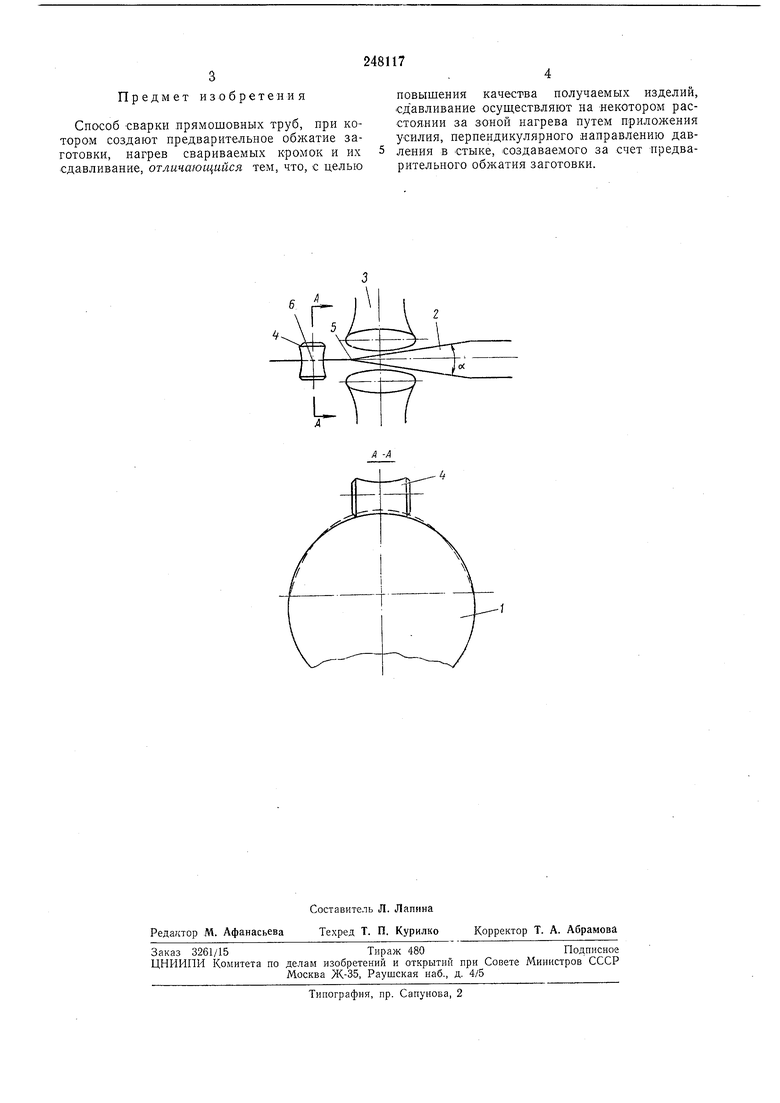
На чертеже представлена схема иредлагаемого способа.
Заготовка / с определенным зазором 2 между кромками проходит через валкоБ :о клеть 3, охватывающую заготовку по иериметру. Зазор между кромками уменьшается; кромки направлены друг к другу под углом а. Па каком-то расстоянии за осью валков, охватываюших заготовку по периметру, кромки встречаются и, в силу напряжеиности их и ограничения овализаиии трубы при помощи специального прижимиого устройства
4участки стенки заготовки вблизи стыка изгибаются и в стыке кромок, нагретых до сварочной температуры, появляется давление,
необходимое для иолучения качественного сварного соединения как при одношовной, так и при двухшовиой сварке. Точка схожде.тия
5и точка максимального давления в стыке 6 при этом располагаются на каком-то расст)яНИИ за осью валков 3, охватывающих заготовку ио периметру, а последние служат только для придания заготовке определенной конусообразности перед точкой схождения и иоддержания определенного зазора между
Предмет изобретения
Способ сварки прямошовных труб, при котором создают предварительное обжатие заготовки, нагрев свариваемых кромок и их сдавливание, отличающийся тем, что, с целью
повышения качества получаемых изделий, сдавливание осуществляют на некотором расстоянии за зоной нагрева путем приложения усилия, перпендикулярного направлению давления в стыке, 1создаваемого за счет предварительного обжатия заготовки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СВАРОЧНАЯ КЛЕТЬ | 1971 |
|
SU314616A1 |
| Способ изготовления сварных прямошовных труб | 1988 |
|
SU1622053A1 |
| Способ изготовления сварных прямошовных труб | 1991 |
|
SU1787055A3 |
| СПОСОБ ПРОИЗВОДСТВА СВАРНЫХ ПРЯМОШОВНЫХ ТРУБ | 2005 |
|
RU2296023C1 |
| Устройство для высокочастотной сварки | 1980 |
|
SU870036A1 |
| Способ изготовления труб | 1971 |
|
SU442632A1 |
| СТАН ДЛЯ СВАРКИ ТРУБ | 1966 |
|
SU224734A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОСВАРНЫХ ПРЯМОШОВНЫХ ТРУБ | 2002 |
|
RU2232655C1 |
| Способ изготовления прямошовных труб | 1987 |
|
SU1473873A1 |
| Способ непрерывной формовки сварных двухшовных труб | 1980 |
|
SU912323A1 |