Изобретение относится к средствам неразрушающего контроля изделий ультразвуковым методом и может найти применение в различных отраслях промышленности, в частности в атомном машиностроении, котлостроении при койтроле листового проката, труб и т.п. изделий, например ниппелей и муфт буровых замков нефтяного машиностроения.
Цель изобретения - расширение области применения за счет обеспечения возможности контроля разноориентированных дефектов.
На чертеже показано устройство для ультразвукового контроля изделий, общий вид.
Устройство содержит цилиндрический корпус 1 со штуцером 2 для подачи контактно жидкости 3 во внутреннюю полость 4
корпуса 1. В верхней части 5 корпуса установлен привод вращения преобразователя 6, выполненный в виде электродвигателя 7 и кинематически связанной с ним передачей шлицевой шестерни 8, насаженной на шлицевой подпружиненный вал 9, установленный в отверстии 10 крышки 11 верхней части 5 корпуса 1; на подпружиненном валу 9 установлен диск 12 механизма корректировки угла ввода ультразвуковых колебаний, а на противоположном торце вала 9 в шарнире 13 закреплен двусторонний пантограф 14, входящий в механизм углового изменения положения преобразователя 6. .В горизонтальных шарнирах пантографа 14 укреплены центробежные грузы 15, а основание пантографа 14 шарниром 16 закреплено в шаровой опоре 17, установленной в шаровом гнезде 18.
Ч|
СЛ СЛ
S
На перегородке 19 внутренней полости корпуса 1 закреплено шаровое гнездо 18
Основание пантографа 14 имеет одноплечий рычаг 20 и двуплечий рычаг 21 с общей осью вращения в шарнире 16 На одном плече двуплечего рычага 21, соединенного с рычагом 22 пантографа 14 шарниром 23, закреплен указанный центробежный груз 15, на противоположном торце Этого двуплечего рычага 21 закреплен пьезопреобр„азователь 6 Рычаг 20 пантографа 14 оДним из торцов соединен шарниром24 с рычагом 25 пантографа 14, в этом же шарнире 24 закреплен второй центробежный груз 15
Рычаги 22 и 25 между собой и подпружиненным валом 9 соединены шарниром 13.
Механизм корректировки угла ввода ультразвуковых колебаний преобразователя выполнен в виде установленного на диске 12 копира 26 и контактирующего с ним на узле подьема 27 обкатывающего ролика 28 Механизм корректировки предназначен для поддержания заранее выбранного угла ввода ультразвуковых колебаний в изделие 29 независимо от изменения кривизны поверхности изделия в точке ввода этих колебаний. Это достигается различной кривизной поверхности копира, текущее значение которой рассчитывается теоретически или экспериментально
Узел 27 подьема выполнен в виде штанги 30, на одном конце которой установлен обкатывающий ролик 28, а на противоположном закреплен шток 31 пневмоцилинд- ра 32, соединенного с регулятором угла ввода, выполненного, например, в виде золотникового переключателя и рейки с делениями в градусах (не показаны) Для работы в раздельно-совмещенном режиме пьезоп- реобразователь 6 выполнен в виде двух пье- зоэлементов 33 и 34, которые разделены акустическим экраном 35
Акустический экран 35, установленный с возможностью перемещения относительно преобразователя б, соединен с подпружиненной гибкой тягой 36, которая проходит через консоль двуплечего рычага 21, шаровую опору 17 и закреплена в отверстии скобы 37, в которой с возможностью поступательно-возвратного перемещения навстречу друг к другу установлены центробежные грузы 15 пантографа 14 При этом пьезоэлементы 33 и 34 электрически соединены с дефектоскопической аппаратурой (не показана) с помощью высокочастотного разъема 38, закрепленного на свободном торце шлицевого подпружиненного вала 9.
Устройство закреплено на сканирующем механизме (не показан). Преобразователь б и акустический экран 35 находятся над поверхностью изделия 29 на расстоянии, выбранном из условия свободного вращения над его поверхностью Шлицевой подпружиненный вал 9 и рычаг 21 выполнены с осевыми отверстиями, которые служат магистралью для электрического кабеля (не
0 показан), соединяющего высокочастотный разъем 38 с пьезопреобразователем 6 Винтом 39 скреплены штанги 30 и шток 31, а на верхней части 5 закреплен на кронштейне корпус цилиндра 32.
5 Устройство работает следующим образом
На поверхность контролируемого изделия 29 устанавливают устройство в исходном положении т е шток 31 полностью
0 убран в корпус пневмоцилиндра 32, подпружиненный вал 9 находится в крайнем нижнем положении, грузы 15 пантографа 14 максимально раздвинуты и упираются в торцы скобы 37 Обкатывающийся ролик 28
5 контактирует с копиром 26 Преобразователь б в этом случае отклонен на максимальный угол.
Устройство подключают высокочастотным разъемом 38 к дефектоскопической ап0 паратуре и подают контактную жидкость 3 через штуцер 2 во внутреннюю полость 4 корпуса 1, жидкость 3 заполняет эту полосгь 4 при установке устройства на поверхность контролируемого изделия 24 После такой
5 подготовительной работы включают привод вращения пьезогреобразователя б В результате включается электродвигатель 7 и черрз передачу приводит во вращение шли- цевую шестерню 8, которая передает вра0 щеиие шлицевому подпружиненному валу 9 и через него всей системе - пантог рафу 14 с преобразователем 6, причем последний первоначально установпен на максимальный угол от вертикальной оси устройства,
5 например 50°, а акустический экран 35 выдвинут на максимальную величину
Одновременно включают механизм углового положения преобразователя 6, которым устанавливают под вполне
0 определенным углом к нормали плоскости изделия 29 преобразователь 6 или осуществляют непрерывное изменение угла ввода ультразвуковых колебаний в изделие 29 Для этого первоначально переключателем
5 подают рабочее тело (сжчтый воздух или жидкость под давлением) в нижнюю полость цилиндра 32, в результате чего шток 31 выдвигается из цилиндра 32 подт-емного механизма 27. Это движем ie передается обкатывающему ролику 28 г пог/ощью шынгм ПО чякпепленной винтом 39 под углом, например, 40° на штоке 31 цилиндра. Обкатывающий ролик 28 через копир 26 и диск 12 в этом случае выдвигает подпружиненный шлицевой вал 9. Это приводит к сбли- жению центробежных грузов 15 по скобе 37, при этом последняя поднимается в направлении подъема подпружиненного вала 9, имеющего общий шарнир 13 с рычагами 22 и 25 пантографа 14. Одновременно умень- шается угол между рычагом 20 и двуплечим рычагом 21, установленный на консоли последнего преобразователь 6 также меняет свое угловое положение Процесс завершается при достижении преобразователем 6 необходимого углового положения для оптимального угла ввода в контролируембе изделие 29 ультразвуковых колебаний. Это контролируется по мерной рейке с нанесенными на ней метками углового положения преобразователя 6.
После этого включают механизм сканирования (не показан) поступательного перемещения устройства вдоль изделий 29, что в совокупности с вращением пьезопреобра- зователя б механизмом вращения обеспечивает сканирование по плоской спирали для выявления разноориентированных дефектов в изделии 29, при этом с помощью копира 26, по которому обкатывается ролик 28, компенсируется изменение угла ввода ультразвуковых колебаний пьезопреобра- зователя 6 при контроле изделия с криволи- нейной поверхностью, например цилиндрической (труба), так как седловина на копире 26 соответствует углу ввода кбле- баний вдоль образующей изделия 29, а выступы - тому же углу ввода колебаний. Но поперек образующей (плоская спираль для цилиндрических изделий трансформирует- ся в седловидную)
Таким образом, при сканировании по спирали и фиксированном угле ввода ультразвуковых колебаний в изделии 29 выявляются разноориентированные дефекты, но расположенные под одним и тем же углом к нормали. Для выявления дефектов другой ориентации (с другим углом по отношению к нормали) необходимо изменить угловое положение преобразователя 6, например, до 30°. Для этого включают механизм 27 подъема, шток 31 с помощью золотникового переключателя (не показан) выдвигают или вдвигают относительно корпуса пневмоци- линдра 32 на необходимую величину (рас- стояние передвижения штока предварительно проградуировано на рейке в угловых единицах положения преобразователя 6). Перемещение штока 31 передается на обкатывающий ролик 28. который
через копир 26 начинает перемещать диск 12, а вместе с ним шлицевой вал 9, преодолевая натяжение пружины вала 9 или складывая с ней ее усилие. Это, в свою очередь, приводит к изменению расстояния между центробежными грузами 15, так как рычаги 22 и 25 закреплены на шлицевом валу 9, они начинают изменять свое угловое положение, которое передается на рычаги 20 и 21 с преобразователем 6, в котором установлены пьезоэлементы 33 и 34, и обеспечивает одновременно перемещение на ту же величину акустического экрана 35, перемещение которого осуществляется гибкой подпружиненной тягой 36 при перемещении скобы 37 совместно с центробежными грузами 15 вверх (или вниз) в шарнирах 23 и 24 пантографа 14. Акустический экран 35 обеспечивает защиту приемного пьезоэлемента (например, 33) от излучающего пьезоэлемента (например, 34).
В изменении углового положения при вращении преобразователя участвуют шаровая опора 17 с шарниром 16, в котором закреплены рычаги 20 и 21 пантографа 14, и шаровое гнездо 18, закрепленное на перегородке 19 корпуса 1 устройства.
В качестве фиксатора положения служит золотниковый переключатель подъемного механизма 27. Привод поступательного перемещения устройства включают на реверс и сканируют зону контроля при другом (30°) угле ввода ультразвуковых колебаний, Для контроля изделий при угле ввода по нормали (для выявления расслоений) шток 31 выводят до конца из корпуса пневмоцилиндра 32, при этом угловые изменения происходят аналогично описанному: в этом случае центробежные грузы 15 сближаются на минимальное расстояние, рычаги 22, 25 и 20, 21 устанавливаются между собой под минимальными острыми углами, что приводит к установке пьезопреобразоватедя 6 по нормали к поверхности изделия 29, причем акустический экран 35 еще больше поднимается относительно пьезопреобразователя 6.
В процессе работы устройства шлице- вая шестерня 8 постоянно находится в шлицевом зацеплении со шлицами шлицевого подпружиненного вала 9, который проходит через отверстие 10 в верхней крышке 11. В процессе перемещения устройства по поверхности контролируемого изделия 29 контактная жидкость 3, находящаяся в полости 4 корпуса 1, частично вытекает из этой полости, при этом ее пополнение осуществляется через штуцер 2. Конструкция высокочастотного разъема 38 выполнена такой, что передает сигналы при вращении преобразователя 6.
Такое выполнение устройства обеспечивает выявление разноориентированных дефектов в процессе перемещения устрой-1 ства по поверхности контролируемого изделия при сравнительно простой конструкции и удобстве ее использования.
Ультразвуковой луч автоматически качается в различных направлениях одним пьезоэлементом. Возможность раздельной и совместной работы механизмов вращения и подъема обеспечивает различные варианты качания луча.
Вращение пьезоэлемента относитель- но поверхности изделия и внутренней полости корпуса не позволяет скапливаться газовым пузырькам на поверхности пьезоэлемента в процессе дегазации контактной жидкости, что повышает качество контроля.
Формула изобретения 1. Устройство для ультразвукового контроля изделий, содержащее корпус с перегородкой, размещенный в нем вал, механически связанный с ним преобразователь, механизм углового перемещения преобразователя со штангой и обкатывающим роликом, привод вращения преобразователя, отличающееся тем, что, с целью расширения области применения за счет обеспечения возможности обнаружения
разноориентированных дефектов, механизм углового перемещения преобразователя выполнен в виде, двустороннего пантографа, кинематически связанных между собой диска с копиром, закрепленного на первом конце вала, подпружиненного относительно корпуса, обкатывающего ролика, контактирующего с копиром, и угла подъема обкатывающего ролика, первая пара рычагов двустороннего пантографа закреплена на втором конце вала, вторая пара рычагов пантографа через шаровую опору связаны с преобразователем, в центре перегородки корпуса выполнено шаровое гнездо для размещения шаровой опоры, шарниры соединения первой и второй пар рычагов пантографа установлены в скобе с возможностью перемещения перпендикулярно оси симметрии устройства, один из рычагов второй пары выполнен двуплечим, на втором его конце закреплен преобразователе, а привод вращения преобразователя выполнен в виде установленной на валу корпуса шестерни и кинематически связанного с ней электродвигателя.
2. Устройство по п. 1,отличающее- с я тем, что преобразователь выполнен раздельно совмещенным, а его экран через второй конец двуплечего рычага жестко закреплен в скобе и установлен с возможностью перемещения вдоль пьезоэлементов преобразователя.
12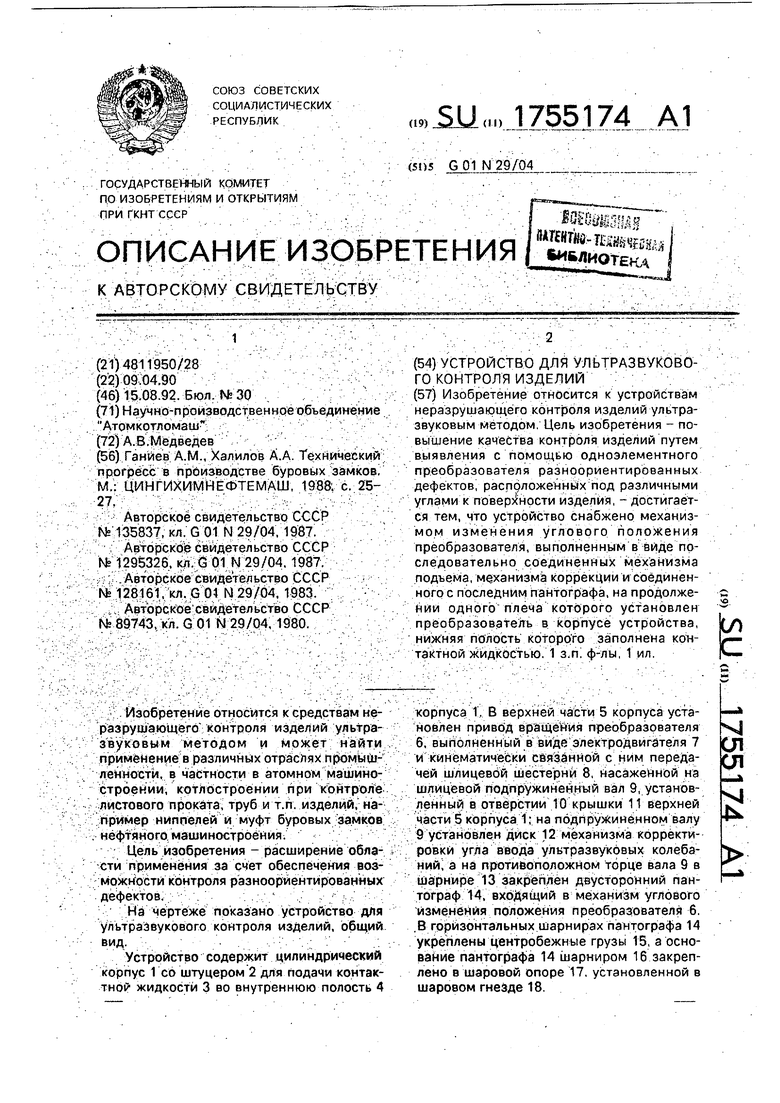



| название | год | авторы | номер документа |
|---|---|---|---|
| Ультразвуковой преобразователь с локальной камерой | 1979 |
|
SU789743A1 |
| Устройство для ультразвукового контроля цилиндрических изделий (его варианты) | 1981 |
|
SU968746A1 |
| Устройство для ультразвукового контроля цилиндрических изделий | 1987 |
|
SU1587433A1 |
| Устройство для автоматизированного ультразвукового контроля сварного шва | 1989 |
|
SU1663536A1 |
| Полуавтомат для зачистки деталей,имеющих форму тел вращения | 1979 |
|
SU891353A2 |
| Двигатель внешнего сгорания и система управления двигателем внешнего сгорания | 1989 |
|
SU1831580A3 |
| УСТРОЙСТВО для АВТОМАТИЧЕСКОЙ СВАРКИ | 1971 |
|
SU298452A1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ УГЛОВЫХ ШВОВ | 1972 |
|
SU423586A1 |
| Прибор для записи работы грузового автомобиля | 1958 |
|
SU148969A1 |
| УСТРОЙСТВО ДЛЯ БЕЗОСТАНОВОЧНОЙ ПОПЕРЕЧНОЙ РЕЗКИ ГОФРОКАРТОНА | 2004 |
|
RU2257282C1 |

Изобретение относится к устройствам неразрушающего контроля изделий ультразвуковым методом. Цель изобретения - повышение качества контроля изделий путем выявления с помощью одноэлементного преобразователя разноориентированных дефектов, расположенных под различными углами к поверхности изделия, - достигается тем, что устройство снабжено механизмом изменения углового положения преобразователя, выполненным в виде последовательно соединенных механизма подъема, механизма коррекции и соединенного с последним пантографа, на продолжении одного плеча которого установлен преобразователь в корпусе устройства, нижняя полость которо го заполнена контактной жидкостью. 1 з.п. ф-лы, 1 ил.
| Ганиев A.M., Халилов А.А | |||
| Технический прогресс в производстве буровых замков, М.: ЦИНГИХИМНЕФТЕМАШ, 19881 с | |||
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
| Препарат диприн | 1952 |
|
SU135837A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ ультразвукового контроля качества изделий | 1985 |
|
SU1295326A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Интегрирующий привод повышенной точности | 1959 |
|
SU128161A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| , Авторское свидетельство СССР Мг 89743, кл | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
