Изобретение относится к неразрушающим методам контроля и может быть использовано для ультразвукового контроля сварных соединений трубопроводов различных диаметров
Известен способ ультразвукового контроля сварных соединений труб, заключающийся в том, что в изделии возбуждают с помощью излучателя ультразвуковые колебания, принимают с помощью приемника колебания, прошедшие через сварной шов и, анализируя их, судят о качестве шва.
Недостаток этого способа заключается в высоком уровне помех, связанных с отражением ультразвуковых колебаний от неровностей валиков усиления сварного шеа.
Этот недостаток устранен в прототипе - способе ультразвукового контроля, заключающемся в том, что в изделии возбуждают с помощью излучателя ультразвуковые колебания, принимают с помощью приемника колебания, прошедшие через сварной шов и, анализируя их, судят о качестве шва, при этом излучатель и приемник располагают с одной стороны шва и ориентируют их в пространстве так, чтобы направление излучения колебаний было параллельно осевой плоскости шва трубы, а расстояние между ними устанавливают в соответствии с соотношением.. . .
I 43d D2
где 1 - расстояние между излучателем и приемником;
& 00
о
D - внешний диаметр трубы,
d - толщина стенки.
Недостаток этого способа заключается втом, что при изменении диаметра и толщины стенки трубы в достаточно широком диапазоне применение способа снижает точность контроля
Целью изобретения является повышение точности контроля.
Эта цель достигается тем, что в способе ультразвукового контроля сварных соединений труб, заключающемся в том, что с одной стороны сварного шва располагают излучатель и приемник ультразвуковых колебаний с одинаковым углом ввода #, излучают в изделие ультразвуковые колебания и принимают их после отражения от дефекта, излучатель и приемник ориентируют так что их акустические оси пересекаются на оси сварного шва, при этом излучатель и приемник устанавливают симметрично относительно продольной оси трубы положение точек ввода определяют в соответствии с выражением
V
2 , „
«Зк
2 2а-аг ;а
UK
где 6К - толщина стенки трубопровода,
DK наружный диаметр контролируемого трубопровода
IK - расстояние между точками ввода излучателя и приемника а угол разворота акустических осей излучателя и приемникя определяют из соотношения
sin
ГГТгг
где m определяется из соотношения (-g)(2-a)a(2-a)seca-1
C
5
0
нии Опорная пластина 3 с гильзами устанавливается на околошовную зону контролируемой трубы 5 на заданном расстоянии от сварного шва 6. Датчики 1, 2 имеют возможность перемещаться как в радиальном направлении, так и вокруг собственной оси
Устройство работает следующим образом
Идентичные гильзы-датчики 1, 2, один из которых возбуждает, а другой принимает ультразвуковые колебания, рабочей поверхностью устанавливаются на контролируемое изделие трубу 5), прозвучивая контролируемую среду, например - сварной шов б, на наличие внутренних несплошно- стей Расстояние между точками ввода ультразвука, расположенными на рабочей поверхности гильз датчиков 1, 2 выбирается в соответствии с выражением
D, /2 а-а
где 1К - расстояние между точками ввода излучателя и приемника контролируемой трубы;
б - толщина стенки контролируемой трубы
DK - диаметр контролируемой трубы.
30
а
L
DK
Максимально возможный диаметр контролируемой трубы будет соответствовать дирметру трубы, на которой изготовлен сегмент опорной пластины, а минимально возможный диаметр контролируемой трубы DK max определяется из конструктивных соображений лишь диаметром гитьз-датчиков 1.2
Угол разворота р акустических осей датчиков 1,2 относительно продольной оси тру- бы выбирается в соответствии с выражением
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ СТЫКОВЫХ, НАХЛЕСТОЧНЫХ И ТАВРОВЫХ СВАРНЫХ СОЕДИНЕНИЙ ТОНКОСТЕННЫХ ТРУБ МАЛОГО ДИАМЕТРА | 2011 |
|
RU2488108C2 |
| НОСИТЕЛЬ ДАТЧИКОВ ДЛЯ КОНТРОЛЯ ТРУБОПРОВОДОВ С ИСПОЛЬЗОВАНИЕМ ДИФРАКЦИОННО-ВРЕМЕННОГО МЕТОДА ToFD | 2021 |
|
RU2761415C1 |
| СПОСОБ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ СВАРНЫХ СОЕДИНЕНИЙ | 1989 |
|
SU1604002A1 |
| Способ ультразвукового контроля качества сварных швов изделий | 1987 |
|
SU1479871A1 |
| СПОСОБ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ СТЫКОВЫХ СВАРНЫХ ШВОВ | 2009 |
|
RU2395802C1 |
| Способ ультразвукового контроля сварных швов труб и устройство для его осуществления | 1983 |
|
SU1259178A1 |
| СПОСОБ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ СВАРНЫХ СОЕДИНЕНИЙ | 1989 |
|
SU1642846A1 |
| Способ ультразвуковой дефектоскопии трубопровода | 2024 |
|
RU2834582C1 |
| Способ ультразвукового контроля изделий | 1989 |
|
SU1705735A1 |
| СПОСОБ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ СТЕПЕНИ ПОВРЕЖДЕННОСТИ МЕТАЛЛОВ КОНТЕЙНЕРОВ | 2015 |
|
RU2614186C1 |


Изобретение относится к неразрушающим методам контроля и может быть использовано для ультразвукового контроля %# ; м. AJ 2 -. сварных соединений труб. Цель изобретения - повышение точности контроля. Эффект обусловлен возможностью изменения расстояния между точками ввода излучающего и приемного преобразователей При этом указанное изменение осуществляют по определенному закону. Приведено устройство, реализующее способ, в котором передающий и приемный датчики 1, 2 выполнены в виде гильз, вставляемых в опорную пластину 3 с фиксаторами 4, позволяющими удерживать подвижную гильзу в любом нужном положении. При этом существенно не только расстояние между точками ввода ультразвуковых колебаний, но и угол разворота датчиков 1,2 Эти параметры определяются в соответствии с конкретными данными по приведенным формулам 3 ил. $Л
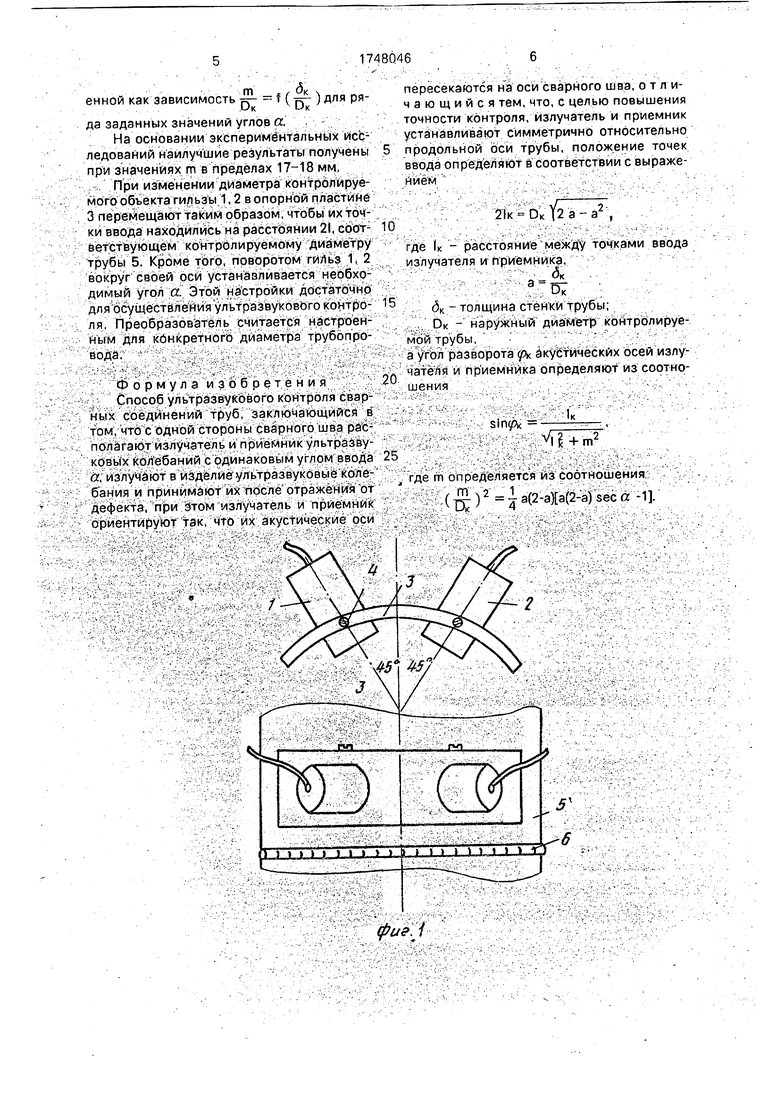
На фиг 1 приведен общий вид устройства на фиг. 2 - основные размеры конструкции, необходимые при расчете, на фиг 3 - кривые
m ,, / бк
расчетных зависимостей- r HfT )для Раз
личных углов ввода а
Раздельно-совмещенный преобразователь состоит из двух датчиков 1, 2, один из которых является приемником, другой - из- лучателем Они выполнены в виде гильз, вставляемых в опорную пластину 3 с фиксаторами 4, позволяющими фиксировать подвижную гильзу в любом нужном поаожез п рк li+m2
где т - расстояние от отражателя, находящегося на оси сварного шва, и линией, соединяющей точки ввода датчиков 1, 2 (фиг, 2), определяется из выражения
(т)(2-а)а(2-а)зеса-1
где а- угол ввода ультразвуковой волны.
Расстояние m можно определить и по КРИВОЙ, представленной на фиг. 3, постро
енной как зависимость f ( гг) для ряUKUK
да заданных значений углов а.
На основании экспериментальных исследований наилучшие результаты получены при значениях m в пределах 17-18 мм,
При изменении диаметра контролируемого объекта гильзы 1,2 в опорной пластине 3 перемещают таким образом, чтобы их точки ввода находились на расстоянии 21, соответствующем контролируемому диаметру трубы 5. Кроме того, поворотом гиЛьз 1, 2 вокруг своей оси устанавливается необходимый угол а. Этой нэ стройки достаточно для осуществления ультразвукового контроля. Преобразователь считается настроенным для конкретного диаметра трубопровода.
.. г
Ф о р м у л а и з о б р ет е н и я Способ ультразвукового контроля сварных соединений труб, заключающийся в том, что с одной стороны сварного шва рас- полагают излучатель и приемник у льтразву- ковы х кол ебаний с одинаковым углом ввода а; излучают в изделиеультразвуковые коле- бания и принимают их после отражения от дефекта, при этом излучатель и приемник ориентируют так, что их акустические оси
пересекаются на оси сварного шва, от л и- чающийся тем, что, с целью повышения точности контроля, излучатель и приемник устанавливают симметрично относительно продольной оси трубы, положение точек ввода определяют в соответствии с выражением
10
0,
Т2а
где IK - расстояние между точками ввода излучателя и приемника,
&
бк - толщина стенки трубы;
DK - наружный диаметр контролируемой трубы,
а угЪл разворота р акустических осей излучателя и приемника определяют из соотношения
sin
щ+ih
-
t где m определяется из соотношения ()2(2-a)a(2-a)seca-1.
fiuej
m&w& fffofa 1fttf
фие. 2
Tewct BBofa Ш
25
5075
Фиг.3
72,5°
tf,5°
| Неразрушающий контроль металлов и изделий | |||
| Справочник под ред Г.С.Самойло- вича М.: Машиностроение, 1976, с.350 Авторское свидетельство СССР № 49Ю94, кл G 01 N 29/04, 1973 |
