верхнрсти 18 под действием пружин 7 смещается в направлении от оси.штампа. Рабочий участок для плющения 23 вспомогательного клина 21 опускается на подогнутый край заготовки 25. При дальнейшем опускании верхней плиты 8 осуществляется плющение края заготовки 25. Производительность труда повышается.. Повышается точность размеров краевого участка заготовки.4 ил.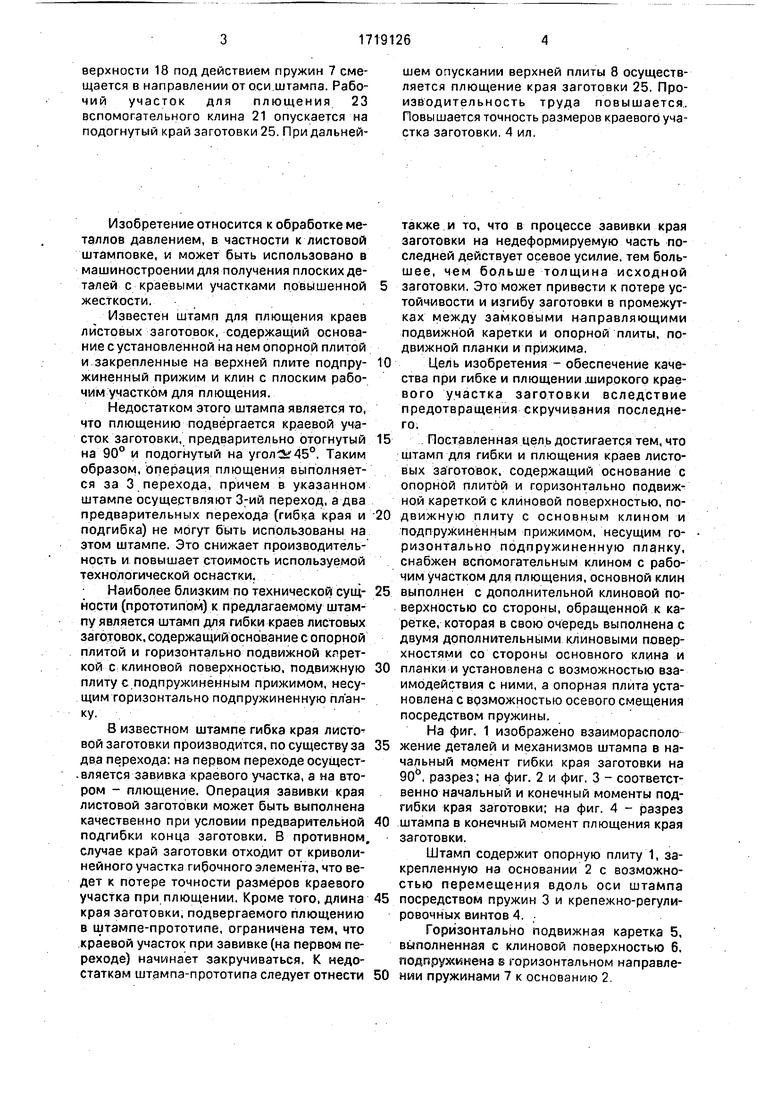
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для гибки краев листовых заготовок | 1984 |
|
SU1238828A1 |
| Гибочный штамп | 1982 |
|
SU1110514A1 |
| Штамп для завивки краев листовой заготовки | 1987 |
|
SU1523222A1 |
| Устройство для гибки краев плоских заготовок | 1978 |
|
SU969364A1 |
| ШТАМП ДЛЯ ОБРЕЗКИ ТОРЦЕВ ТРУБНЫХ ЗАГОТОВОК | 1997 |
|
RU2119412C1 |
| Штамп последовательного действия | 1990 |
|
SU1733167A1 |
| Штамп для изготовления деталей типа втулок из листового материала | 1986 |
|
SU1433602A1 |
| СПОСОБ ВЫТЯЖКИ И ШТАМП ДЛЯ ВЫТЯЖКИ СЛОЖНОЙ КРУПНОГАБАРИТНОЙ ДЕТАЛИ ИЗ ЛИСТОВОЙ ЗАГОТОВКИ (ВАРИАНТЫ) | 2009 |
|
RU2423199C2 |
| Демпфер для подающей каретки штампа | 2020 |
|
RU2756457C1 |
| Трехпереходный штамп для изготовления петли | 1990 |
|
SU1784350A1 |
Изобретение относится к обработке металлов давлением, в частности к листовой штамповке, и может быть использовано в различных отраслях машиностроения при изготовлении деталей типа панель. Цель 8 изобретения - обеспечение качества при гибке и плющении широкого краевого участка заготовки. При опускании подвижной плиты 8 листовая заготовка 25 зажимается опорной плитой 1 и прижимом 11 с установленной на нем горизонтально подпружиненной планкой 12. Далее борт заготовки 25 отгибается на 90° за счет взаимодействия с подвижной кареткой (ПК) 5 и опускания опорной плиты 1, прижима 11 и планки 12.. После гибки края заготовки 25 на угол 90° ПК 5 смещается под действием основного клина 16 к оси штампа, борт заготовки 25 подгибается на угол 40-50° под действием клиновой поверхности 6 ПК5. Послеподгибт ки края заготовки 25 вспомогательный клин 2.1 воздействует на клиновую поверхность 15 планки 12, перемещая ее к оси штампа. При этом ПК 5 вследствие наличия у основного клина 16 дополнительной клиновой поС/ G . -л С К О
Изобретение относится к обработке металлов давлением, в частности к листовой штамповке, и может быть использовано в машиностроении дли получения плоских деталей с краевыми участками повышенной жесткости.
Известен штамп для плющения краев листовых заготовок, содержащий основание с установленной на нем опорной плитой и закрепленные на верхней плите подпружиненный прижим и клин с плоским рабочим участком для плющения.
Недостатком этого штампа является то, что плющению подвергается краевой участок заготовки, предварительно отогнутый на 90° и подогнутый на уголС 45°. Таким образом, операция плющения выполняется за 3 перехода, причем в указанном штампе осуществляют 3-ий переход, а два предварительных перехода (гибка края и подгибка) не могут быть использованы на этом штампе. Это снижает производительность и повышает стоимость используемой технологической оснастки.
Наиболее близким по технической сущности (прототипом) к предлагаемому штампу является штамп для гибки краев листовых заготовок, содержащий основание с опорной плитой и горизонтально подвижной клрет- кой с клиновой поверхностью, подвижную плиту с подпружиненным прижимом, несущим горизонтально подпружиненную планку.
В известном штампе гибка края листо вой заготовки производится, по существу за два перехода: на первом переходе осуществляется завивка краевого участка, а на втором - плющение. Операция завивки края листовой заготовки может быть выполнена качественно при условии предварительной подгибки конца заготовки. В противном, случае край заготовки отходит от криволинейного участка гибочного элемента, что ведет к потере точности размеров краевого участка при плющении. Кроме того, длина края заготовки, подвергаемого плющению в штампе-прототипе, ограничена тем, что краевой участок при завивке (на первом переходе) начинает закручиваться. К недостаткам штампа-прототипа следует отнести
также и то, что в процессе завивки края заготовки на недеформируемую часть последней действует осевое усилие, тем большее, чем больше толщина исходной
заготовки. Это может привести к потере устойчивости и изгибу заготовки в промежутках между замковыми направляющими подвижной каретки и опорной плиты, подвижной планки и прижима.
Цель изобретения- обеспечение качества при гибке и плющении .широкого краевого участка заготовки вследствие предотвращения скручивания последнего.
Поставленная цель достигается тем, что штамп для гибки и плющения краев листовых заготовок, содержащий основание с опорной плитой и горизонтально подвижной кареткой с клиновой поверхностью, подвижную плиту с основным клином и подпружиненным прижимом, несущим горизонтально подпружиненную планку, снабжен вспомогательным клином с рабочим участком для плющения, основной клин
выполнен с дополнительной клиновой поверхностью со стороны, обращенной к каретке, которая в свою очередь выполнена с двумя дополнительными клиновыми поверхностями со стороны основного клина и
планки и установлена с возможностью взаимодействия с ними, а опорная плита установлена с возможностью осевого смещения посредством пружины.
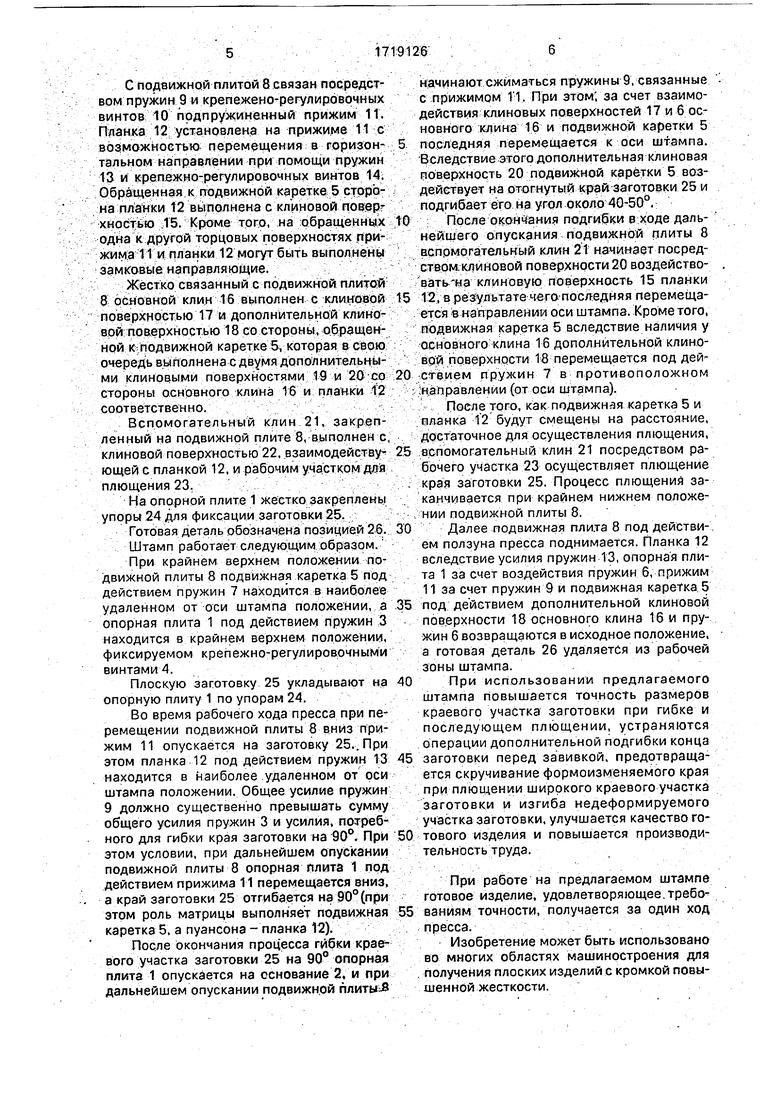
На фиг. 1 изображено взаиморасположение деталей и механизмов штампа в начальный момент гибки края заготовки на 90Ь, разрез; на фиг. 2 и фиг. 3 - соответственно начальный и конечный моменты подгибки края заготовки; на фиг. 4 - разрез
штампа в конечный момент плющения края заготовки.
Штамп содержит опорную плиту 1, закрепленную на основании 2 с возможностью перемещения вдоль оси штампа
посредством пружин 3 и крепежно-регули- ровочных винтов 4.
Горизонтально подвижная каретка 5, выполненная с клиновой поверхностью 6. подпружинена в горизонтальном направлении пружинами 7 к основанию 2.
С подвижной плитой 8 связан посредством пружин 9 и крепежено-регулировочиых винтов 10 подпружиненный прижим 11. Планка 12 установлена на прижиме 11 с возможностью перемещения в горизонтальном направлении при помощи пружин 13 и крепежно-регулировочных винтов 14. Обращенная к подвижной каретке 5 сторона планки 12 выполнена с клиновой повер хностью ,15. Кроме того, на обращенных одна к другой торцовых поверхностях прижима 11 и планки 12 могут быть выполнены замковые направляющие.
Жестко связанный с подвижной плитой
8основной клин 16 выполнен с клиновой поверхностью 17 и дополнительной клиновой поверхностью 18 со стороны, обращенной к подвижной каретке &, которая в свою очередь выполнена с двумя дополнительными клиновыми поверхностями 19 и 20 со стороны основного клина 16 и планки 12 соответственно.
Вспомогательный клин 21, закрепленный на подвижной плите 8, выполнен с, клиновой поверхностью 22. взаимодействующей с планкой 12. и рабочим участком доя плющения 23.
На опорной плите 1 жестко закреплены упоры 24 для фиксации заготовки 25.
Готовая деталь обозначена позицией 26.
Штамп работает следующим.образом.
При крайнем верхнем положении подвижной плиты 8 подвижная каретка 5 под действием пружин 7 находится в наиболее удаленном от оси штампа положении, а опорная плита 1 под действием пружин 3 находится в крайнем верхнем положении, фиксируемом крепежно-регулироврчными винтами 4.
Плоскую заготовку 25 укладывают на опорную плиту 1 по упорам 24.
Во время рабочего хода пресса при перемещении подвижной плиты 8 вниз прижим 11 опускается на заготовку 25.. При этом планка 12 под действием пружин 13 находится в наиболее .удаленном от оси штампа положении. Общее усилие пружин
9должно существенно превышать сумму общего усилия пружин 3 и усилия, потребного для гибки края заготовки на 90°, При этом условии, при дальнейшем опускании подвижной плиты 8 опорная плита 1 под действием прижима 11 перемещается вниз, а край заготовки 25 отгибается на 90°(при этом роль матрицы выполняет подвижная каретка 5, а пуансона - планка 12).
После окончания процесса гибки краевого участка заготовки 25 на 90° опорная плита 1 опускается на основание 2, и при дальнейшем опускании подвижной плиты В
начинают сжиматься пружины 9, связанные с прижимом Т1. При этом , за счет взаимодействия клиновых поверхностей 17 и 6 основного клина 16 и подвижной каретки 5
5 последняя перемещается к оси штампа. Вследствие этого дополнительная клиновая поверхность 20 подвижной каретки 5 воздействует на отогнутый край заготовки 25 и подгибает его на угол около 40-50°.
0 После окончания подгибки в ходе дальнейшего опускания подвижной плиты 8 вспомогательный клин 21 начинает посредством, клиновой поверхности 20 воздейство- вать на клиновую поверхность 15 планки
5 12, в результате чего последняя перемещается в направлении оси штампа. Кроме того, подвижная каретка 5 вследствие наличия у основного клина 16 дополнительной клиновой поверхности 1В перемещается под дей0 ствием пружин 7 в противоположном направлении (от оси штампа).
После того, как подвижная каретка 5 и планка 12 будут смещены на расстояние, достаточное для осуществления плющения,
5 вспомогательный клин 21 посредством рабочего участка 23 осуществляет плющение .края заготовки 25. Процесс плющения заканчивается при крайнем нижнем положе:. НИИ ПОДВИЖНОЙ ПЛИТЫ 8.
0 Далее подвижная плита 8 под действи-.
ем ползуна пресса поднимается. Планка 12
вследствие усилия пружин 13, опорная пли. та 1 за счет воздействия пружин 6, прижим
11 за счет пружин 9 и подвижная каретка 5
5 под действием дополнительной клиновой . поверхности 18 основного клина 16 и пружин 6 возвращаются в исходное положение, а готовая деталь 26 удаляется из рабочей зоны штампа.
0При использовании предлагаемого
штампа повышается точность размеров краевого участка заготовки при гибке и последующем плющении, устраняются операции дополнительной подгибки конца
5 заготовки перед завивкой, предотвращается скручивание формоизменяемого края при плющении широкого краевого участка заготовки и изгиба недеформируемого участка заготовки, улучшается качество го0 тового изделия и повышается производительность труда.
При работе на предлагаемом штампе готовое изделие, удовлетворяющее, требо- 5 ваниям точности, получается за один ход пресса..
Изобретение может быть использовано во многих областях машиностроения для . получения плоских изделий с кромкой повышенной жесткости.
Фор м у л а и з о б р е т е н и я Штамп для гибки и плющения краевли- стовых заготовок, содержащий основание с опорной плитой и горизонтально подвижной кареткой с клиновой поверхностью, подвижную плиту с основным клином и подпружиненным прижимом, несущим го ризонтально подпружиненную планку, отличающийся тем, что, с целью обеспечения качества при гибке и плющении широкого краевого участка заготовки,
Фпг.1
0
штамп снабжен вспомогательным клином с рабочим участком для плющения, основной клин выполнен с дополнительной клиновой поверхностью со стороны, обращенной кка- ретке, которая в свою очередь выполнена с двумя дополнительными клиновыми по.вйр хностями со стороны основного клина и планки и установлена с возможностью взаимодействия с ними, а опорная плита установлен а с возможностью осевого смещения посредством пружины.
Редактор Н. Шитев
Фиг.&
Составитель А. Ливак Техред М.Моргентал
Фиг.З
2L
Корректор О. Кундрик
| Способ сбраживания крахмалистых и сахаристых продуктов на спирт | 1959 |
|
SU128828A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
