Изобретение относится к машиностроению в частности к обработке металлов давлением, и может быть использовано в различных отраслях народного хозяйства.
Известны спбсобы изготовления обхватывающей и обхватываемой деталей штампа, включающие термообработку заготовки и разделение заготовки на обхватываемую и обхватывающую детали.
Из известных способов изготовления обхватывающей и обхватываемой, деталей штампа наиболее близким по технической сущности является способ/ включающий термообработку общей заготовки, а затем ее разделение по рабочему контуру на обхватываемую и обхватывающую детали. Од- нако производительность и качество деталей при использовании известного спо соба недостаточно высокие. Это объясняется тем, что поскольку при термообработке производится нагрев всей массы заготовки, поэтому скорость охлаждения недостаточно высокая, а это не позволяет получить высокую твердость режущей кромки, т.е. качество деталей оказывается недостаточно
высоким, Кроме того, поскольку выполняется термообработка всей заготовки, то повышается твердость всего объема заготовки, что снижает ударную вязкость деталей машины, а это приводит к снижению срока службы деталей. т:е. ухудшает качество деталей. Выполнение термообработки всей заготовки требует значительного времени, что снижает производительность труда,
Цель изобретения - повышение производительности и качества деталей. Это позволяет получить высокую твердость режущих кромок обхватываемой и обхватывающей деталей, сохранить ударную вязкость деталей и снизить временные затраты на изготовление деталей.
Поставленная цель достигается тем, что термоупрочняют часть заготовки, прилежащую к торцовой поверхности на участке, примыкающем с внутренней и наружной сторон к контурам обеих заготовок, при этом ширину зон /прочнения с наружной стороны контура обхватывающей детали и с .внутренней стороны контура обхватываемой детали выполняют одинаковой, атермо(/)
С
VI
00
Ю О 00
упрочнение выполняют путем непрерывного и последовательного воздействия вдоль контура части заготовки.
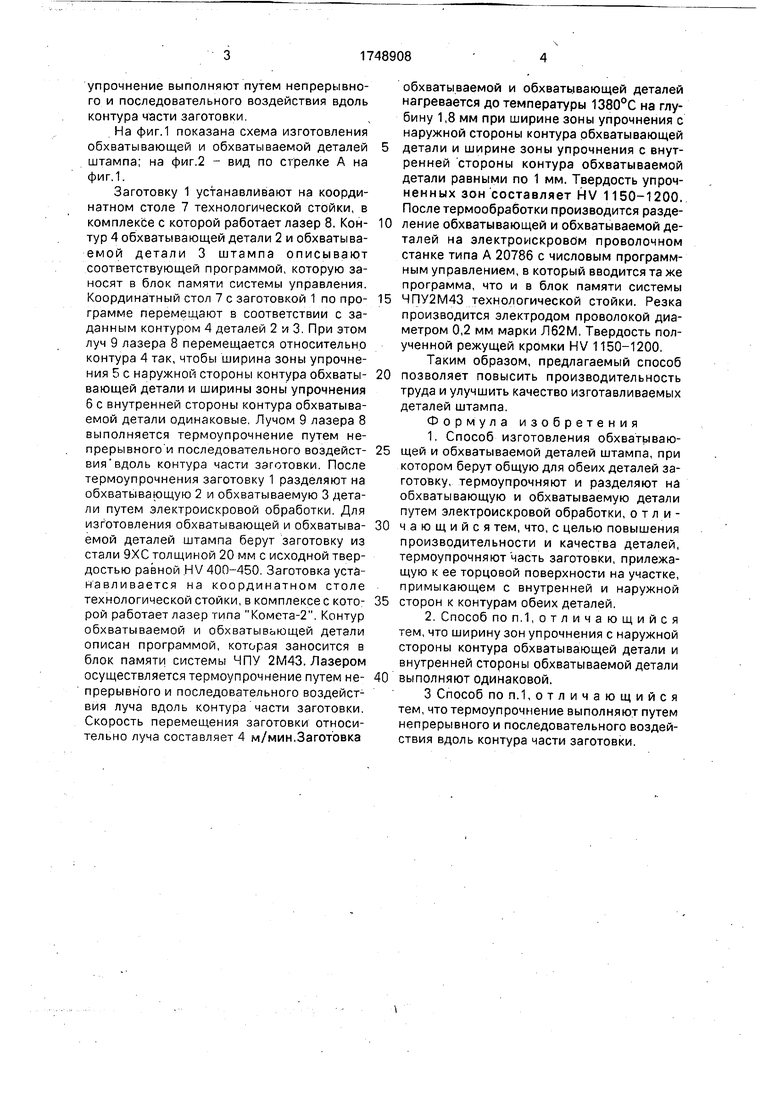
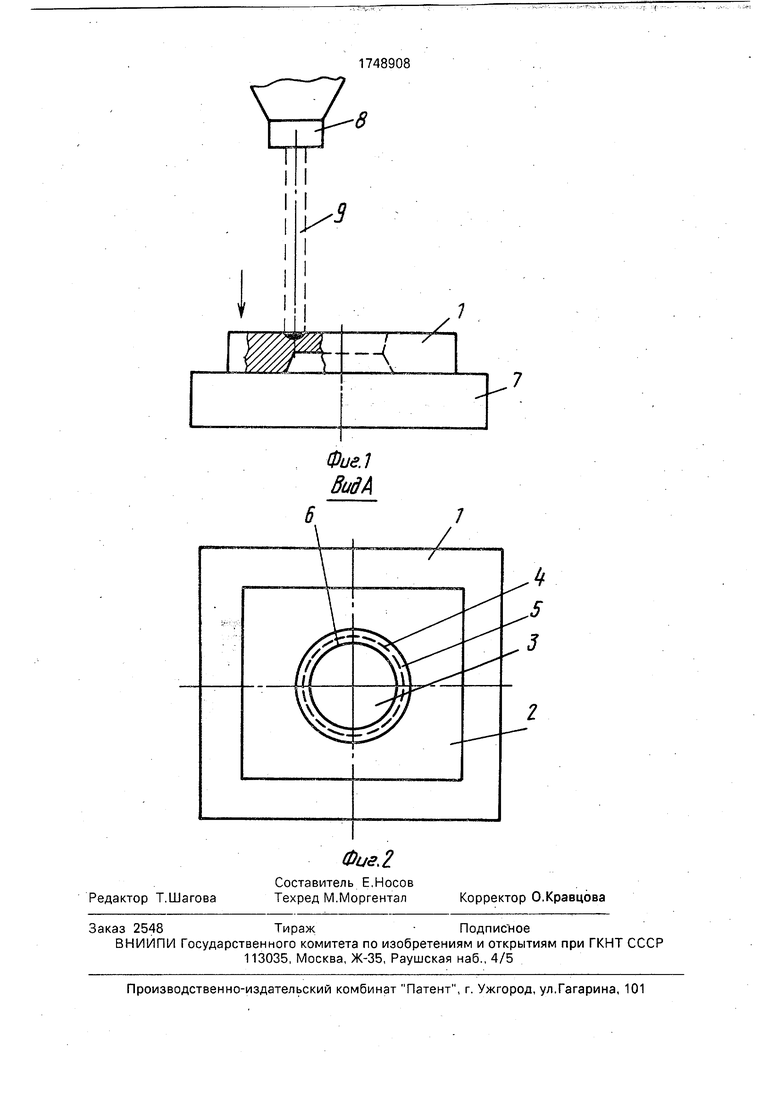
На фиг.1 показана схема изготовления обхватывающей и обхватываемой деталей штампа; на фиг.2 - вид по стрелке А на фиг.1.
Заготовку 1 устанавливают на координатном столе 7 технологической стойки, в комплексе с которой работает лазер 8. Кон- тур 4 обхватывающей детали 2 и обхватываемой детали 3 штампа описывают соответствующей программой, которую заносят в блок памяти системы управления. Координатный стол 7 с заготовкой 1 по про- грамме перемещают в соответствии с заданным контуром 4 деталей 2 и 3. При этом луч 9 лазера 8 перемещается относительно контура 4 так, чтобы ширина зоны упрочнения 5 с наружной стороны контура обхваты- вающей детали и ширины зоны упрочнения 6 с внутренней стороны контура обхватываемой детали одинаковые. Лучом 9 лазера 8 выполняется термоупрочнение путем непрерывного и последовательного воздейст- вия вдоль контура части заготовки. После термоупрочнения заготовку 1 разделяют на обхватывающую 2 и обхватываемую 3 детали путем электроискровой обработки. Для изготовления обхватывающей и обхватыва- емой деталей штампа берут заготовку из стали 9ХС толщиной 20 мм с исходной твердостью равной HV 400-450. Заготовка устанавливается на координатном столе технологической стойки, в комплексе с кото- рой работает лазер типа Комета-2. Контур обхватываемой и обхватывающей детали описан программой, которая заносится в блок памяти системы ЧПУ 2М43. Лазером осуществляется термоупрочнение путем не- прерывного и последовательного воздействия луча вдоль контура части заготовки. Скорость перемещения заготовки относительно луча составляет 4 м/мин,Заготовка
обхватываемой и обхватывающей деталей нагревается до температуры 1380°С на глубину 1,8 мм при ширине зоны упрочнения с наружной стороны контура обхватывающей детали и ширине зоны упрочнения с внутренней стороны контура обхватываемой детали равными по 1 мм. Твердость упрочненных зон составляет HV 1150-1200. После термообработки производится разделение обхватывающей и обхватываемой деталей на электроискровом проволочном станке типа А 20786 с числовым программным управлением, в который вводится та же программа, что и в блок памяти системы ЧПУ2М43 технологической стойки. Резка производится электродом проволокой диаметром 0,2 мм марки Л62М, Твердость полученной режущей кромки HV 1150-1200,
Таким образом, предлагаемый способ позволяет повысить производительность труда и улучшить качество изготавливаемых деталей штампа.
Формула изобретения
1.Способ изготовления обхватывающей и обхватываемой деталей штампа, при котором берут общую для обеих деталей заготовку, термоупрочняют и разделяют на обхватывающую и обхватываемую детали путем электроискровой обработки, отличающийся тем, что, с целью повышения производительности и качества деталей, термоупрочняют часть заготовки, прилежащую к ее торцовой поверхности на участке, примыкающем с внутренней и наружной сторон к контурам обеих деталей.
2.Способ по п.1,отличающийся тем, что ширину зон упрочнения с наружной стороны контура обхватывающей детали и внутренней стороны обхватываемой детали выполняют одинаковой,
3 Способ по п. 1,отличающийся тем, что термоупрочнение выполняют путем непрерывного и последовательного воздействия вдоль контура части заготовки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЧУГУННЫХ ЛИТЬЕВЫХ ФОРМ | 2004 |
|
RU2276694C1 |
| СПОСОБ УПРОЧНЕНИЯ ШТАМПА | 1992 |
|
RU2033435C1 |
| СПОСОБ ЛАЗЕРНОЙ ТЕРМООБРАБОТКИ СЛОЖНЫХ ПРОСТРАНСТВЕННЫХ ПОВЕРХНОСТЕЙ КРУПНОГАБАРИТНЫХ ДЕТАЛЕЙ | 2010 |
|
RU2425894C1 |
| Автоматизированный лазерный технологический комплекс для термоупрочнения поверхности детали | 2017 |
|
RU2708285C1 |
| СПОСОБ ЛАЗЕРНОЙ ТЕРМИЧЕСКОЙ ОБРАБОТКИ РАБОЧЕЙ ПОВЕРХНОСТИ ЗУБЬЕВ ШЕСТЕРНИ | 2011 |
|
RU2482194C2 |
| ШТАМПОСВАРНОЙ ПЛУЖНЫЙ ЛЕМЕХ ПОВЫШЕННОЙ СТОЙКОСТИ К АБРАЗИВНОМУ ИЗНАШИВАНИЮ | 2015 |
|
RU2601211C2 |
| Способ термической обработки стальных рельсов | 2016 |
|
RU2644638C2 |
| Способ обработки кромок многоканальным лазером | 2017 |
|
RU2685297C2 |
| СПОСОБ ЛАЗЕРНО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ УГЛЕРОДИСТЫХ СТАЛЕЙ | 1996 |
|
RU2121004C1 |
| СПОСОБ УПРОЧНЕНИЯ РАЗДЕЛИТЕЛЬНОГО ШТАМПА | 2007 |
|
RU2342445C1 |
Использование: в обработке давлением при изготовлении штамповой оснастки, Сущность изобретения: термоупрочнению подвергают часть заготовки для обеих деталей, прилежащую к ее торцовой поверхности на участке, примыкающем к контурам обеих деталей. Берут заготовку 1 и путем воздействия луча 9 лазера 8 термоупрочня- ют ее часть на участке, примыкающем к контурам обеих деталей. Затем разделяют детали между собой электроискровой обработкой в зоне, расположенной на разных расстояниях от границ термоупрочненной части. 2 з.п.ф-лы, 2 ил.
Фиг. 2
Редактор Т.Шагова
Составитель Е.Носов Техред М.Моргентал
Корректор О.Кравцова
| Патент США № 3154664, кл | |||
| Прибор для записи звуковых волн | 1920 |
|
SU219A1 |
| Разборный с внутренней печью кипятильник | 1922 |
|
SU9A1 |
