Изобретение относится к области станкостроения и может быть использовано s точных шлифовальных станках для устранения конусности обрабатываемой поверхности путем смещения центра задней бабки станка.
Цель изобретения - повышение точности отработки малых перемещений и жесткости.
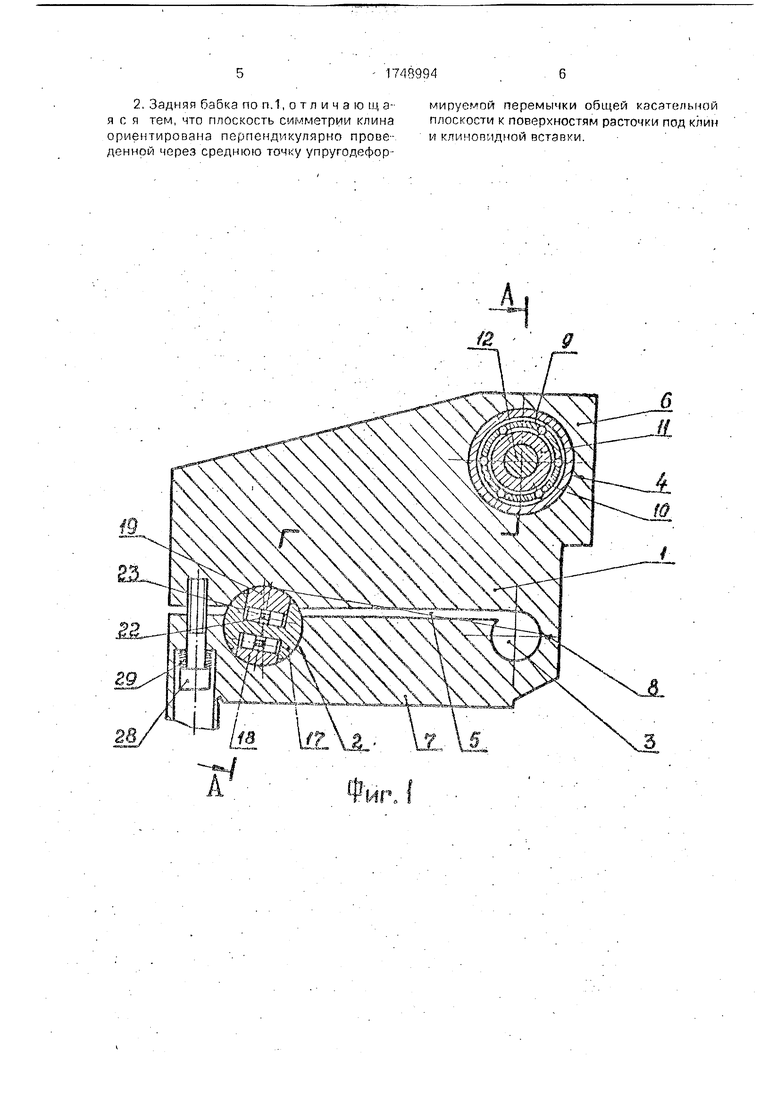
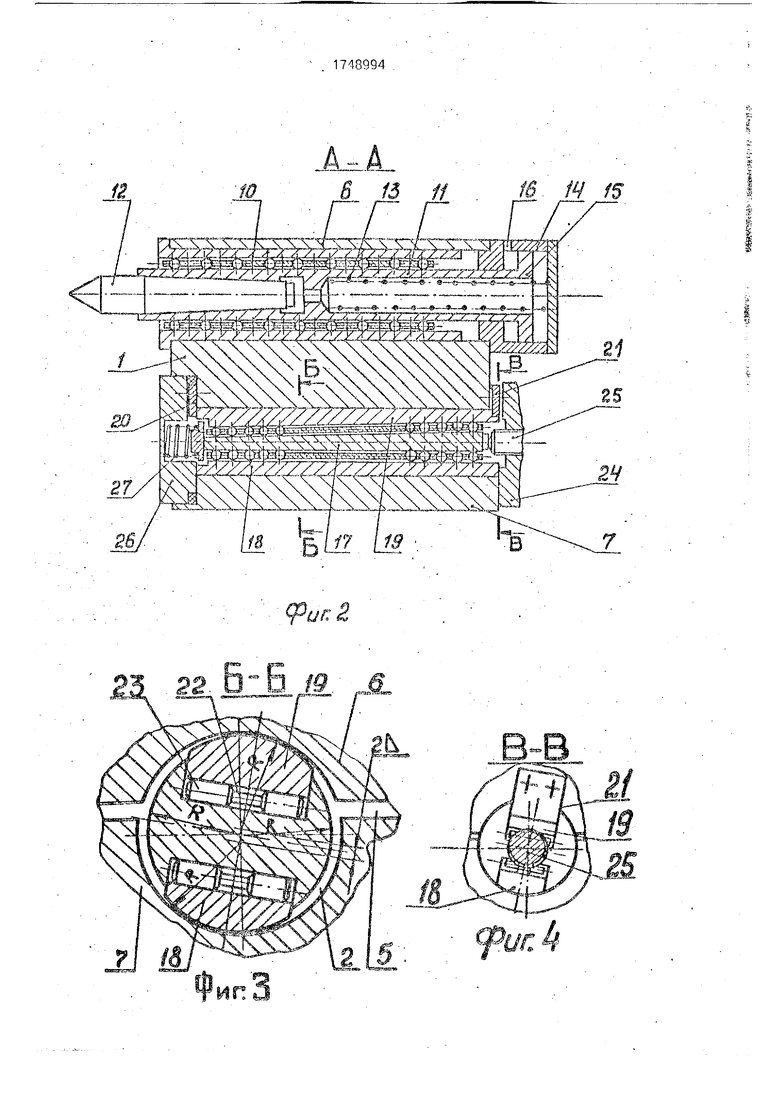
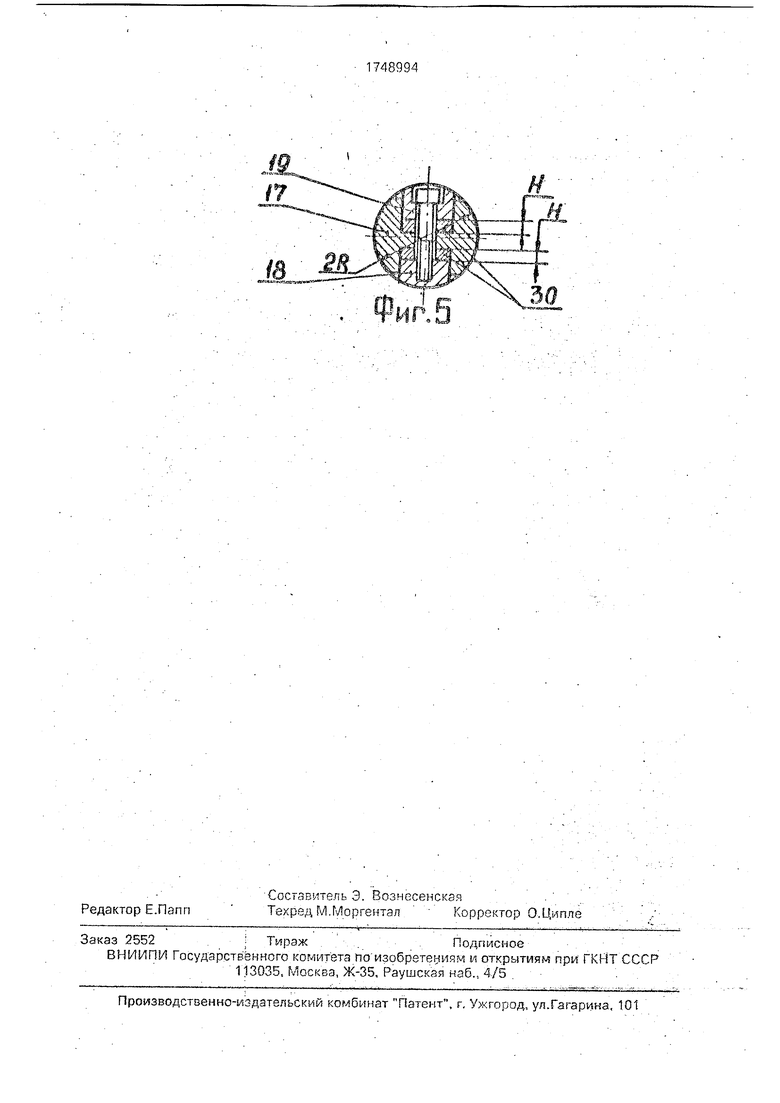
На фиг.1 представлена задняя бабка станка, поперечное сечение; на фиг.2 - сечение А-А на фиг.1; на фиг 3 - сечение Б-Б на фиг 2; на фиг А - сечение В-В на фиг 1; на фиг.5 - сечение по основанию.в процессе обработки
Задняя бабка шлифовального станка содержит корпус 1, в котором выполнены три взаимно параллельных цилиндрических отверстия 2-4 и паз 5, плоскость которого параллельна осям указанных отверстий Паз 5 пересекает отверстие 2 и соединен с отверстием 3, разделяя корпус 1 на перемещаемый элемент 6, в котором находится отверстиз 4, и основание 7, элементы 6 и 7 конуса связаны упругодеформируемой перемычкой 8, ограниченной поверхностными отверстиями 3 и внешней стенки корпуса 1 На стыке паза 5 выполнена цилиндрическая расточка с возможностью поворота перемещаемого элемента 6 относител ьно перемычки 8. В отверстии 4 закреплена гильза 9, в которой посредством шариковой втулки 10 смонтирована подвижная пиноль 11 с конусным гнездом под центр 12 и пружиной 13. Соосно с пинолью 11 смонтирован гид- ро- или пневмоцилиндр 14 отвода пиноли с поршнем 15 Цилиндр 14 связан каналом 16
XI
со ю
ю
4
с источником текучей среды под давлением, например жидкости или газа.
В отверстии 2 установлены Н-образный клин 17с призматической 18 и клиновидной 19 сегментными вставками; вставка 19 связана с перемещаемым элементом б корпуса 1 упорами 20 и 21, исключающими ее перемещения вдоль оси отверстия 2 и проворачивание в указанном отверстии. Между взаимодействующими плоскостями клина 17 и вставок 18 и 19 размещены сепараторы 22 с роликами 23
На основании 7 закреплены гайка 24 с микрометрическим винтом 25, связанным с приводом (не показан), преимущественно автоматическим, а также крышка 26 с пружиной 27 силового замыкания. Наружные поверхности клина 17 и вставок 18 и 19 выполнены цилиндрическими, и их радиус R равен 0,475-0,495 диаметра отверстия 2.
Плоскость симметрии клина 7 и сегментных вставок 18 и 19 ориентирована перпендикулярно проведенной через среднюю точку упругодеформируемой перемычки 8 общей касательной к поверхностям отверстия 2 и клиновидной сегментной вставки 18
Элементы 7 и 8 стянуты винтом 28 силового замыкания с набором тарельчатых пружин 29.
Заднчя бабка работает следующим образом
В процессе обработки контролируют отклонение обрабатываемой детали от цилиндрической формы, и при выявлении конусности компенсируют ее путем смещений клина 17 микрометрическим винтом 25, привод которого может быть связан с автоматическим мерителем; пружина 27 обеспечивает силовое замыкание между винтом 25 и клином 17. Движению клина 17 влево (фиг.2) соответствует отжатие клином 17 клинового сегмента 19, разжатие паза 5 и смещение центра 12 вправо (фиг.1). При движении клина 17 вправо, осуществляемом пружиной 27 при отходе винта 25 , паз 5 стягивается пакетом пружины 29 и цеьтр 12 смещается влево.
Благодаря малой разности радиусов отверстия 2 и сегментных вставок 18 и 19 и передаче усилия равномерно по всей длине этих вставок контактная жесткость системы очень высока, что обеспечивает достижение долемикронной точности
Наклонная ориентация плоскости симметрии клина 17 перпендикулярно проведенной через среднюю точку упругодеформируемой перемычки 8 обеспечивает оптимальное использование усилия клина 17 для смещения центра 12
Параллельность поверхностей вставок 18 и 19, по которым осуществляется контакт с отверстием 2, и указанная на фиг. 3 наружная форма клина 17 с вставками 18 и 19 может быть достигнута их совместной обработкой при использовании технологических прокладок 30, которые устанавливают вместо сепараторов 22 с роликами 23.
Толщина технологических прокладок определяется по формуле
H dP-A,
где А § d -(0,475 - 0,495);,
Н - толщина технологической проклад- ки;
dp - диаметр ролика 23; D - диаметр отверстия 2. Собранный таким образом пакет сбалчивают и штифтуют, затем обрабаты- вают наружную поверхность до диаметра 2R D-2 А.
Описана одна из возможных модификаций предлагаемого механизма. Осуществимы иные модификации, например перемещаемый элемент б, основание 7 и упругодеформируемая перемычка 8 могут быть изготовлены раздельно и скреплены при сборке: возможны замена упругодеформируемой перемычки 8 шарниром, замена пиноли 11 кареткой на направляющих качения и т п
Технико-экономический эффект изобретения определяется возможностью надежной отработки корректировочных перемещений с долемикронной точностью при высокой жесткости и обеспечения соответствующей точности обработки деталей на станке, что способствует сведению к минимуму брака при обработке весьма доро- гих прецизионных деталей.
Формула изобретения 1. Задняя бабка шлифовального станка, содержащая перемещаемый элемент, связанный с основанием упругодеформируемой перемычкой, а также размещенный в параллельной перемычке цилиндрической расточки и связанный с приводом клин Н- образного профиля с призматической и кли0 новидной вставками и сепаратором с цилиндрическими роликами, отличающаяся тем, что, с целью повышения точности обработки малых перемещений и жесткости, цилиндрическая расточка под
5 клин выполнена на стыке основания и перемещаемого элемента, профиль поперечного сечения клина и вставок ограничен дугами окружностей, при этом цилиндрические поверхности вставок взаимодействуют с по- вер ностями расточки.
2. Задняя бабка по п 1,отличаю щ а я с я тем, что плоскость симметрии клина ориентирована перпендикулярно прове денной через среднюю точку упругодефор
мируемпй перемычки общей касательной плоскости к поверхностям расточки под клин и клиновидной вставки
| название | год | авторы | номер документа |
|---|---|---|---|
| Задняя бабка | 1983 |
|
SU1194587A1 |
| УНИВЕРСАЛЬНЫЙ КРУГЛОШЛИФОВАЛЬНЫЙ СТАНОК | 1992 |
|
RU2050248C1 |
| СТАНОК ДЛЯ ШЛИФОВАНИЯ ТОРЦОВ ЦИЛИНДРИЧЕСКИХПРУЖИН | 1970 |
|
SU282959A1 |
| УСТРОЙСТВО ДЛЯ КРЕПЛЕНИЯ РЕЖУЩЕГО ИНСТРУМЕНТА В СТАНКАХ ДЛЯ ОБРАБОТКИ ТРУБЧАТЫХ ИЗДЕЛИЙ | 2010 |
|
RU2428281C1 |
| Многоцелевой станок | 1989 |
|
SU1660937A1 |
| АГРЕГАТНЫЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК И НАСАДКА К НЕМУ | 1999 |
|
RU2161554C1 |
| СПОСОБ ОБРАБОТКИ ШЛИФОВАНИЕМ КОНСТРУКТИВНОГО ЭЛЕМЕНТА МАШИНЫ И ШЛИФОВАЛЬНЫЙ СТАНОК ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2008 |
|
RU2446037C2 |
| Круглошлифовальный станок | 1988 |
|
SU1546235A1 |
| ЗАДНЯЯ БАБКА ПРЕЦИЗИОННОГО КРУГЛОШЛИФОВАЛЬНОГОСТАНКА | 1965 |
|
SU167445A1 |
| УСТРОЙСТВО ДЛЯ ПРОГРАММНОГО УПРАВЛЕНИЯ ЦИКЛОМ ШЛИФОВАНИЯ | 1964 |
|
SU222492A1 |
Изобретение относится к станкостроению и может быть использовано в прецизионных шлифовальных станках Задняя бабка шлифовального станка содержит перемещаемый элемент, связанный с основанием упругодеформируемой перемычкой, а также размещенный в параллельной перемычке цилиндрической расточке и связанный с приводом клин Н-образного профиля с призматической и клиновидной вставками и сепаратор с цилиндрическими роликами Цилиндрическая расточка под клин выполнена на стыке основания и перемещаемого элемента, профиль поперечного сечения клина и вставок ограничен дугами окружностей, при этом цилиндрические поверхности вставок взаимодействуют с поверхностями расточки Кроме того, плоскость симметрии клина ориентирована перпендикулярно проведенной через среднюю точку упругодеформируемой перемычки общей касательной плоскости к поверхностям расточки под клин и клиновидной вставки. 1 з.п. ф-лы, 5 ил.
в
4J- CD CP
CO
r
r
Ј4
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
