Г////ЯЩ ; w/ZW/,
-3
Изобретение относится к испытательой технике и позволяет производить испы- эния на надёжность резьбовых оединений, преимущественно электросоеинений.
Известен способ испытания резьбового оединения, при котором его подвергают аданному числу циклов осевого нагруже- ния с одновременным контролем угла поворота головки болта и параметров затяжки,
Недостатком способа является высокая сложность реализации испытаний.
Наиболее близким к предлагаемому по ехнической сущности и достигаемому результату является способ, реализованный в стенде для испытаний ходовых винтов и гаек и заключающийся в том, что предвариельно собранное резьбовое соединение подвергают заданному числу циклов закручивания и откручивания.
Однако известный способ обладает низкой надежностью. ,
Целью изобретения является повышение надежности испытаний.
Указанная цель достигается тем, что согласно способу испытания резьбового Соединения, заключающемуся в том, что резьбовое соединение предварительно собирают, а затем подвергают заданному числу циклов завинчивания и отвинчивания, завинчивание резьбового соединения осуществляют вращением винта через муфту предельного момента на заданный угол до надежного срабатывания муфты, а отвинчивание - вращением винта на заданный угол.
На фиг, 1 представлено устройство Для осуществления способа; на фйг.2 - функциональная схема блока управления устройст- ва.
Осуществляют способ с помощью уст- ройства, содержащего корпус 1, в котором установлен шпиндель 2 с тарированным инструментом 3, в который входит муфта предельного момента. Шпиндель 2 через шестерню 4 соединяется с шаговым двигателем 5. Кроме того, имеется резьбовая пара 6, соединяющая стягиваемые элементы 7 электрического соединителя.:
Предварительно собранное резьбовое соединение электросоединителя подвергают заданному числу циклов завинчивания и отвинчивания (250 циклов) по-кОманДам, подаваемым электронным блоком управления (фиг.2). Шаговый двигатель 5 осуществляет четкий поворот винта 6 резьбового соединения через пару шестерен 4, шпиндель 2 и тарированный инструмент 3 с муфтой пре-: дельного момента на определенный угол. Завинчивание резьбового соединения осуществляют вращением чбинта б до упора в
стягиваемые элементы, после чего муфта срабатывает на некоторый угол, что обеспечивает затяжку соединения с определенным крутящим моментом (например, три оборота инструмента до упора винта 6 в стягиваемые элементы .плюс 0,5 оборота на гарантированную затяжку при моменте 9,8 н.см).
По команде электронного блока управления происходит реверс двигателя на вывинчивание винта 6 резьбового соединения на заданный угол (например, три оборота). Эта работа многократно повторяется по заданной программе (например. 250 циклов), При предлагаемом испытании резьбового соединения не происходит накопление ошибок и повышается надежность, что особенно важно для резьбовых соединений мелких резьб с небольшим количеством витков.
Ф о р м у л а и з о б р ваг е н и я
Способ испытания резьбового соединений, заключающийся в том. что резьбовое соединение предварительно собирают, а затем подвергают заданному числу циклов завинчивания и отвинчивания, о т л и ч а ю- щ и И с я тем, что, с целью повышения надежности испытаний, завинчивание резьбового соединения осуществляют вращением винта через муфту предельного момента на заданный угол до надежного срабатывания муфты, а Отвинчивание осуществляют вращением винта на заданный угол.
sii
шд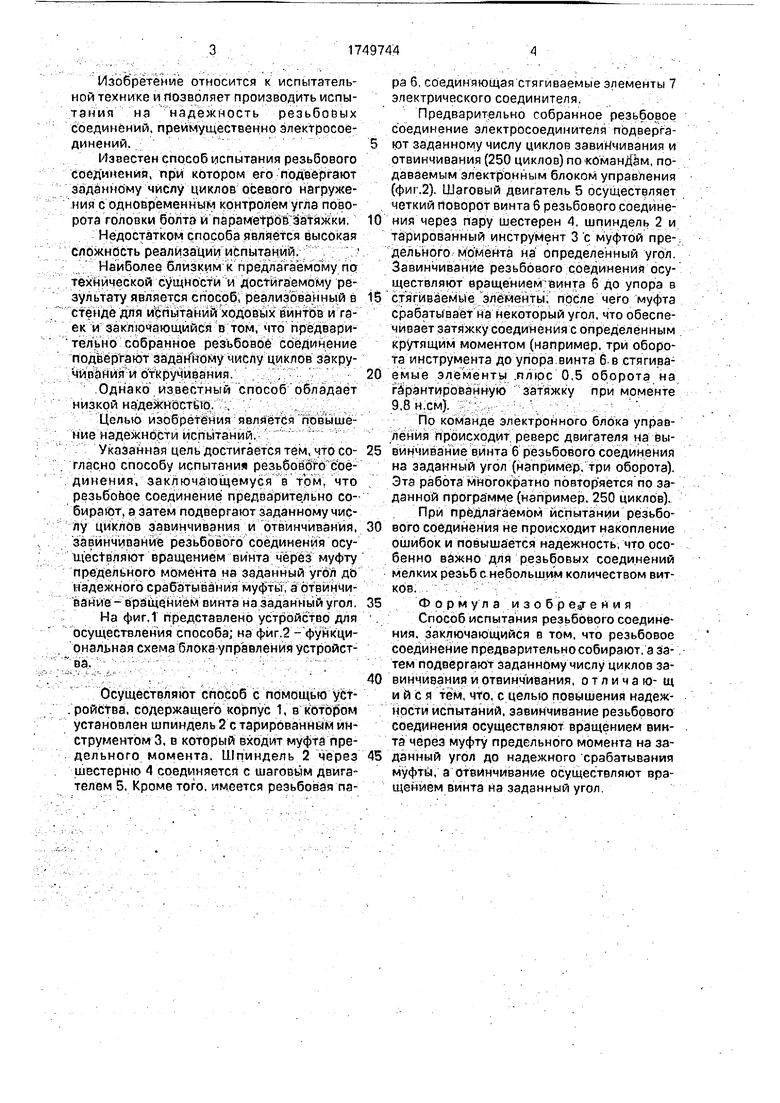
| название | год | авторы | номер документа |
|---|---|---|---|
| Гайковерт | 1983 |
|
SU1150060A1 |
| Пневматический винтоверт | 1984 |
|
SU1284818A1 |
| Шпиндель многошпиндельного гайковерта | 1990 |
|
SU1798101A1 |
| ПОРШНЕВОЙ ГАЙКОВЕРТ | 2010 |
|
RU2444430C1 |
| Двухрежимный гайковерт | 1989 |
|
SU1701510A1 |
| Способ затяжки резьбового соединения | 2015 |
|
RU2621749C2 |
| Гайковерт для крупных резьбовыхСОЕдиНЕНий | 1979 |
|
SU814706A1 |
| Устройство для сборки крепежных элементов | 1987 |
|
SU1511103A1 |
| Пневматический винтоверт | 1988 |
|
SU1588539A1 |
| Гайковерт | 1985 |
|
SU1305020A1 |

Изобретение относится к испытательной технике и позволяет производить испы- тания на надежность резьбовых соединений, преимущественно злектросое- дмнителей, тарированным инструментом. Целью изобретения является повышение представительности испытаний. Винт 6 резьбового соединения соединяют с инструментом 3, содержащем муфту предельного момента и подвергают заданному числу циклов завинчивания - ОТВИНЧИЁЗНИЯ. Завинчивание производят на некоторый угол, при котором обеспечивается надежное срабатывание муфты предельного момента,а отвинчивание осуществляют вращением винта б на заданный угол. 2 ил.
i
Плата НИР
Of.
UlA
I
прогfuzMia/т
I
tffftfv- камор
Mie-2
| Иосилевич Г.Б | |||
| и др | |||
| Затяжка и стопоре- ние резьбовых соединений | |||
| - М.: Машиностроение, 1985, с | |||
| Светоэлектрический измеритель длин и площадей | 1919 |
|
SU106A1 |
| Электрический мост | 1980 |
|
SU920532A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
