Изобретение относится к области обработки металлов давлением и касается, в частности, устройства для изготовления изделий из трубчатых заготовок.
Известны машины для обкатки трубчатых заготовок формирующим инструментом, содержащие станину, на которой смонтированы механизм загрузки заготовок в соосно установленный с ними шпиндель, снабженный механизмом зажима заготовки, и поворотный суппорт. На поворотном суппорте установлен вращающийся вокруг его вертикальной оси формующий инструмент.
Недостатком известных мащин является ограниченное количество рабочих позиций и низкая производительность.
Предложенная машина отличается от известных тем, что она снабжена двумя аксиально смонтированными на станине вращающимися барабанами. На одном из барабанов установлен кроме известного шпинделя еще по меньщей мере один дополнительный, а на другом-соответственно упомянутый и дополнительные механизмы загрузки. Формующий инструмент машины жестко закреплен на станине, а механизмы загрузки и шпиндели снабжены роликами, взаимодействующими с копирными пазами втулок неподвижных обойм, внутри которых расположены барабаны,
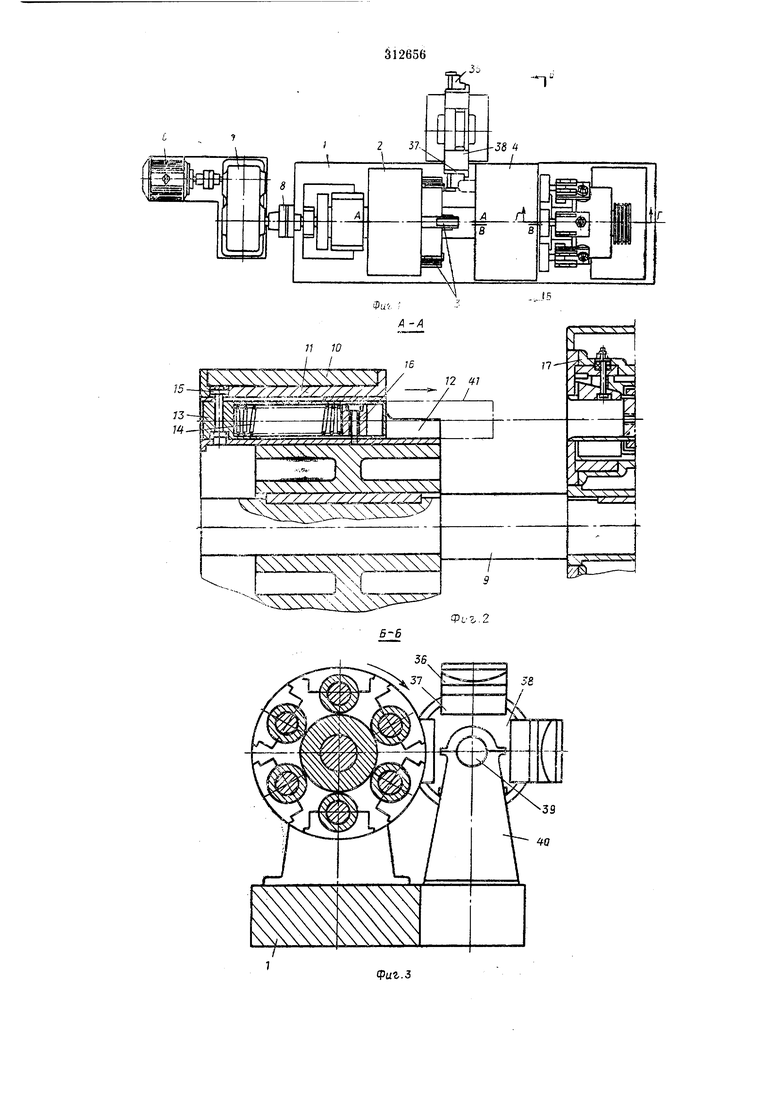
На фиг. 1 изображен общий вид машины для обкатки трубчатых заготовок формующим инструментом, вид сверху; на фиг. 2-сечение по Л-А; на фиг. 3-сечение по Б - Б;
на фиг. 4-сечение по В - В; на фиг. 5-сечение по Г - Г.
На станине / машины установлены аксиально вращающийся барабан 2, ъ котором смонтированы по окружности механизмы загрузки 3, и барабан 4, в котором аналогично смонтированы шпиндели 5. Привод вращения барабанов состоит из двигателя 6, редуктора 7 и зубчатой пары 5, которая передает крутящий момент на общий для барабанов вал
9. Барабан 2 вращается внутри обоймы 10, к которую вмонтирована копирная втулка 11. Механизм загрузки состоит из желоба 12, перемещающегося ъ пазу барабана 2, заталкивателя 13 и компенсирующей пружины 14. Заталкиватель жестко соединен с копирным роликом 15, взаимодействующим с пазом копирной втулки, и может перемещаться в желобе 12. Пружина 14 одним концом упирается в заталкиватель, а другим - во вставку 16, жесгко соединенную с желобом.
Каждый из шпинделей 5 состоит из неподвижной обоймы корпуса 17, в которой установлен самоцентрирующий патрон, состоящий из зажимных кулачков /5 и клиньев 19, соеюиа,ейся в тарельчатые пружины 21, которые с другой стороны упираются в корпус через регулировочную гайку 22, создающую натяг пружины 21, достаточный для зажима заготовки кулачками 18 патрона. В полости шпинделя 5 установлено выталкиваюш,ее устройство, состоящее из выталкивающей шайбы 23, шестерни, соединенной с втулкой 24, на которую действует пружина 25, упирающаяся в регулировочную гайку 26.
К направляющей втулке 20 при помощи оси 27 подшипникового узла 28 и кронштейна 29 крепится копирный ролик 30. При вращении шпинделя 5 перемещаются вдоль оси без вращения кронщтейн 29 и ролик 30. При этом ролик контактирует с копирным кольцом 31, закрепленным неподвижно на опоре 32. Привод шпинделей 5 осуществляют от электродвигателя через шкив 33, жестко соединенный с ведущей шестерней 34, передающей крутящий момент на ведомые шестерни 35 шпинделей 5.
Формующий инструмент 36 укреплен в инструментодерл ателе 37, который смонтирован в барабане 38, размещенном между барабанами 2 и 4. Барабан 38 закреплен на оси 39, установленной в опорах 40.
Машина работает следующим образом.
Загрузка машины заготовками 41 с предварительно нагреты ли концами осуществляется поочередно на каждый механизм загрузки 3 в момент, когда вращаются барабаны 2 i 4.
Барабан 2 вместе с копирной втулкой 11 неподвижно закреплены на станине /, следовательно, копирный ролик 15, перемещаясь по пазу копирной втулки 11, увлечет за собой вправо заталкиватель 13, вместе с которым переместится желоб 12 до упора в барабан 2. При этом желоб 12 с заготовкой 41 подойдет к полости вращающегося шпинделя 5, кулачки 18 которого в этот момент разжаты. При дальнейшем движении копирного ролика 15 преодолевается усилие сжатия пружины, и заталкиватель 13 подает заготовку в полость шпинделя 5. Кулачки зажмут заготовку, а механизм загрузки переместится в исходное положение.
К моменту, когда желоб займет крайнее правое положение, а заталкиватель еще не
перемещается относительно желоба, копирный ролик 30, взаимодействуя с копирным кольцом 31, переместится вправо, увлекая за собой цепь деталей 29, 28, 27, 20, 19, преодолевая усилия пружин 21. В результате кулачки 18 под действием подпружиненных тяг 42 разойдутся.
После того, как заготовка задана в полость шпинделя, копирный ролик 30 сойдет с выпуклой части копирного кольца 31 и путем последовательного взаимодействия деталей, составляющих узел щпинделя 5, заготовка будет зажата. Только после этого механизм загрузки переместится в исходное положение.
Зажатая в патроне заготовка продолжает двигаться в месте с барабаном 4 по окружности, одновременно вращаясь вокруг своей оси. На своем пути заготовка встречает неподвижно закрепленный формующий инструмент 36. При
прохождении вдоль рабочей поверхности последнего нагретый конец заготовки в процессе трения скольжения деформируется от исходной до конечной формы. Под действием копирного ролика 30, взаимодействующего с
деталями щпинделя 5, готовая деталь выталкивается из его полости.
Предмет изобретения
Машина для обкатки трубчатых заготовок формующим инструментом, содержащая станину, смонтированные на ней шпиндель с механизмом зажима заготовки и соосно размещенный с ним механизм загрузки заготовки в
шпиндель, а также распололсенный между ними формующий инструмент, отличающаяся тем, что, с целью повыщения производительности, она снабжена двумя аксиально смонтированными на станине вращающимися барабанами, на одном из которых установлен еще по меньщей мере один дополнительный шлиндель, а на другом соответственно известный и дополнительный механизмы загрузки, при этом формующий инструмент жестко закреплен на станине, а механизм загрузки и шпиндели снабжены роликами, взаимодействующими с копирными пазами втулок, неподвижно закрепленных на станине обойм, внутри которых расположены барабаны.

| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для обкатки трубчатых заготовок ром-4 | 1977 |
|
SU692658A1 |
| Машина для обкатки трубчатых заготовок "ром-2 | 1974 |
|
SU526424A1 |
| Многошпиндельный обкатной станок | 1988 |
|
SU1562050A1 |
| Машина для обкатки трубчатых заготовок | 1987 |
|
SU1500467A1 |
| Роторная машина для обкатки цилиндрических заготовок | 1990 |
|
SU1784479A1 |
| Машина для обкатки цилиндрических заготовок ром-5 | 1977 |
|
SU677792A1 |
| Роторная машина для обкатки цилиндрических заготовок | 1985 |
|
SU1286331A1 |
| Машина для обкатки трубчатых заготовок ром-9 | 1978 |
|
SU763022A1 |
| Роторная машина для горячей обкатки цилиндрических заготовок | 1990 |
|
SU1792779A1 |
| Роторное устройство для обкатки трубчатых заготовок | 1974 |
|
SU554048A1 |

33
(Риг.5
