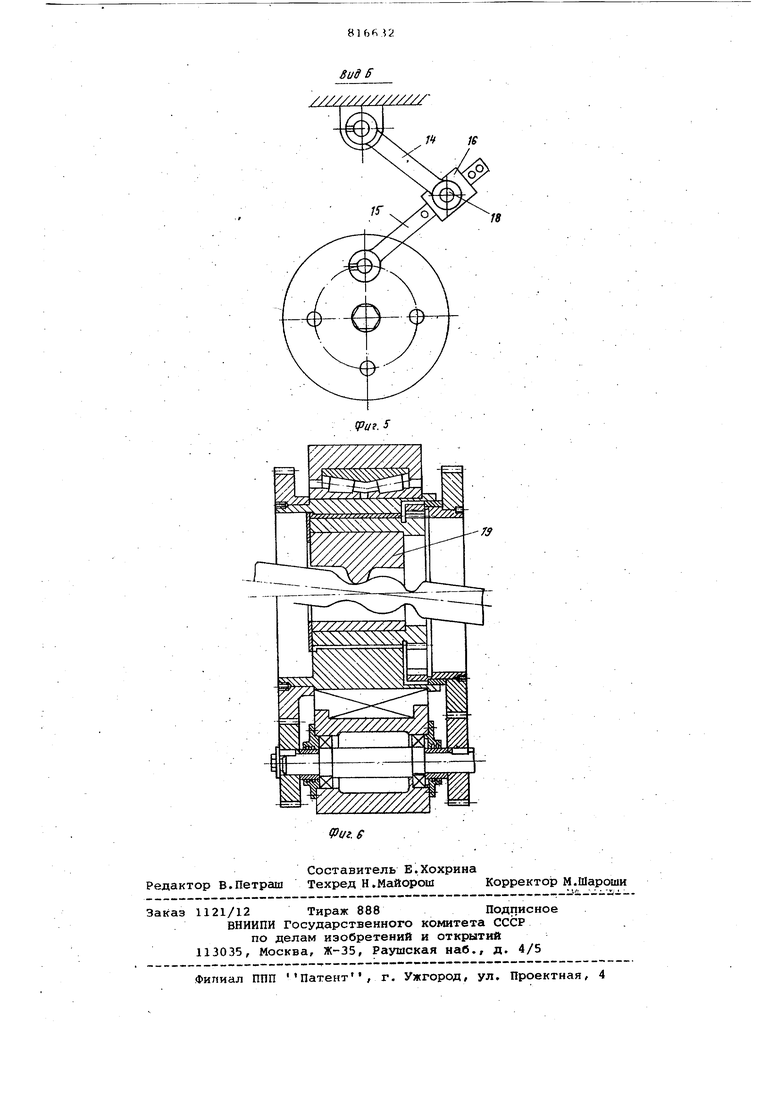
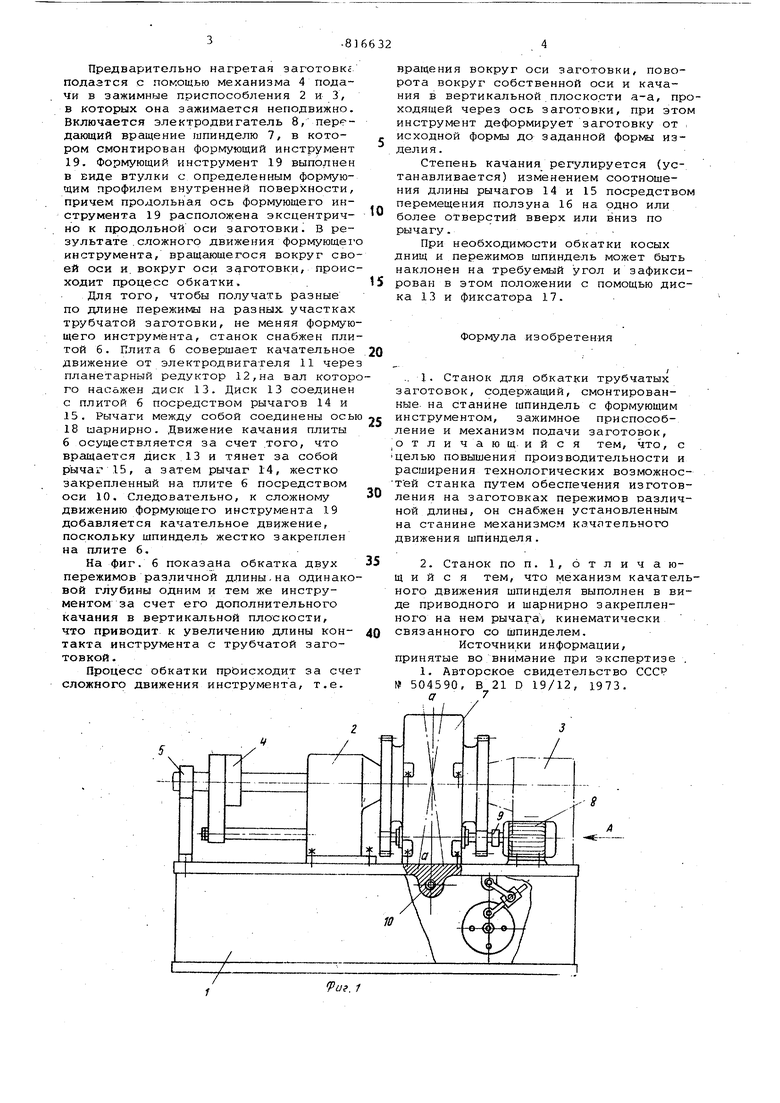
1. - Настоящее изобретение относится к обработке металлов давлением, а именно к станкам для обкатки трубчатых заготовок. Известен станок для обкатки трубчатых заготовок, содержащий смонтированный на станине шпиндель с формующим инструментом, зажимное приспособление и механизм подачи заготовок СИ Недостатком известного станка является невысокая производительность и невозможность изготовления на загстовках пережимов различной длины. Цель изобретения - повышение производительности и -расширение технологических возможностей станка путем обеспечения изготовления пережимов различной длины на заготовках. Указанная цель достигается за счет того, что станок снабжен установленным на станине механизмом качательно движения шпинделя.. Причем механизм качественного движения шпинделя выполнен в виде приводного диска и шарнирно закрепленного на нем рычага, кинематически связанного со шпинделем. На фиг. 1 схематично изображен предлагаемый станок, общий вид; на Фиг. 2 - то же, вид сверху; на фиг.З вид А на фиг. 1; на фиг. 4 - механизм качания; на фиг. 5 - вид Б на фиг..4; на фиг. 6 - сечение В-В на фиг. 2, Станок представляет собой станину 1 (фиг. 1), на которой крепятся за- . жимные приспособления 2 и 3, меха-низм 4 подачи аготовок и. кольцо 5 для поддерживания трубчатой заготовки. В станину 1 вмонтирована качающаяся плита 6 (фиг. 2), на которой крепятся шпиндель 7 и элелстродвигатель 8, передающий через муфту 9 вращение шпинделю 7. Ось 10 качания плиты 6 расположена по вертикальной оси шпинделя 7, Привод качания плиты 6 состоит из электродвигателя 11 (фиг. 4), пла-. нетарного редуктора 12, диска 13, рычагов 14 и 15 (фиг, 5). Для фиксирования плиты 6 в определенном положении предусмотрен фиксатор 17 (фиг. 3). Рычаг 14 поссцкен на ось 18 ползуна 16 (фиг. 5) с возможностью поворота вокруг нее. Ползун не движетдя. поступательно по рычагу. 15, а служит для изменения соотношения, длин рычагов 14 и 15. В шпинделе установлен формующий инструмент 19 (фиг. 6), Станок работает следующим образом. . Предварительно нагретая заготовке подазтся с помощью механизма 4 подачи в зажимные приспособления 2 и 3, в которых она зажимается неподвижно. Включается электродвигатель 8, передсиощий вращение шпинделю 7, в котором смонтирован формующий инструмент 19. Формующий инструмент 19 выполнен в виде втулки с определенным формующим профилем внутренней поверхности, причем продольная ось формующего инструмента 19 расположена эксцентрично к продольной оси заготовки. В результате .сложного движения формующехинструмента, вращающегося вокруг сво ей оси и. вокруг оси заготовки, проис ходит процесс обкатки. Для того, чтобы получать разные по длине пережимы на разных, участках трубчатой заготовки, не меняя формую щего инструмента, станок снабжен пли той 6. Плита 6 совершает качательное движение от электродвигателя 11 чере планетарный редуктор 12,на вал котор го насажен диск 13. Диск 13 соединен с плитой б посредством рычагов 14 и 15. Рычаги между собой соединены ось 18 шарнирно. Движение качания плиты 6 осуществляется за счет .того, что вращается диск 13 и тянет за собой рьтчаг 15, а затем рычаг 14, жестко закрепленный на плите 6 посредством оси 10. Следовательно, к сложному движению формующего инструмента 19 добавляется качательное движение, поскольку шпиндель жестко закреплен на плите 6. На фиг. б показана обкатка двух пережимов различной длины-на одинако вой глубины одним и тем же инструментом за счет его дополнительного качания в вертикальной плоскости, что приводит к увеличению длины контакта инструмента с трубчатой заготовкой. Процесс обкатки прЬисходит за сче сложного движения инструмента, т.е. вращения вокруг оси заготовки, поворота вокруг собственной оси и качания в вертикальной плоско.сти а-а, проходящей через ось заготовки, при этом инструмент деформирует заготовку от исходной формы до заданной формы изделия. Степень качания регулируется (устанавливается) изменением соотношения длины рычагов 14 и 15 посредством перемещения ползуна 16 на одно или более отверстий вверх или вниз по рычагу.. При необходимости обкатки косых днищ и пережимов шпиндель может быть наклонен на требуемый угол и зафиксирован в этом положении с помощью диска 13 и фиксатора 17. формула изобретения ..1. Станок для обкатки трубчатых заготовок, содержащий, смонтированные на станине шпиндель с формующим инструментом, зажимное приспособление и механизм подачи заготовок, о т л и ча ющ-и и с я тем, что, с целью повышения производительности и расширения технологических возможностей станка путем обеспечения изготовления на заготовках пережимов оазличной длины, он снабжен установленным на станине механизмом качатепьного движения шпинделя. 2. Станок по п. 1, отличающий с я тем, что механизм качательного движения шпинделя выполнен в виде приводного и шарнирно закрепленного на нем рычага, кинематически связанного со шпинделем. Источники информации, принятые во внимание при экспертизе . 1. Авторское свидетельство СССР P 504590, D 19/12, 1973.
////////////////
iput. f
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для обкатки трубчатых заготовок ОС-9 | 1990 |
|
SU1750798A1 |
| Станок для ротационной обкатки | 1990 |
|
SU1776476A1 |
| Станок для обкатки трубчатых заготовок | 1980 |
|
SU969371A1 |
| Станок для обкатки трубчатых заготовок | 1988 |
|
SU1655630A1 |
| Приспособление для обкатки трубчатых заготовок | 1989 |
|
SU1687341A2 |
| Агрегатный станок для многопозиционной обработки изделий | 1976 |
|
SU887052A1 |
| Многошпиндельный обкатной станок | 1988 |
|
SU1562050A1 |
| Станок для обкатки трубчатыхзАгОТОВОК | 1979 |
|
SU829274A1 |
| Станок для обкатки трубчатыхзАгОТОВОК OC-2 | 1975 |
|
SU816628A1 |
| Роторная машина для горячей обкатки цилиндрических заготовок | 1990 |
|
SU1792779A1 |