Изобретение относится к обработке металлов давлением, а именно к устройствам для обкатки.
Известен станок для обкатки, содержащий смонтированные на станине руппорт, шпиндель,. формующий инстру/лент, зажимы и механизм подачи tilНедостатком известного устройства является невозможность обрабатывать на нем трубчатые заготовки любой длины.
; Цель изобретения - расширение технологических возможностей и увеличение производительности.
Указанная цель достигается тем, что станок для обкатки трубчатых заготовок, содержащий смонтированные на станине суппорт,шпиндель, формукадий инструмент, заяоймы и-механизм подачи, снабжен установленным с воз:можностью осевого перемещения соосно упомянутому шпинделю дополнительным шпинделем, при этом зажимы размещены в выполненных в обоих шпинделях сквозных осевых отверстиях.
Станок снабжен отрезным инструментом, при этом суппорт выполнен в виде установленного на станине с возможностью поворота диска, а формующий и отрезной инструменты размещены на нем.
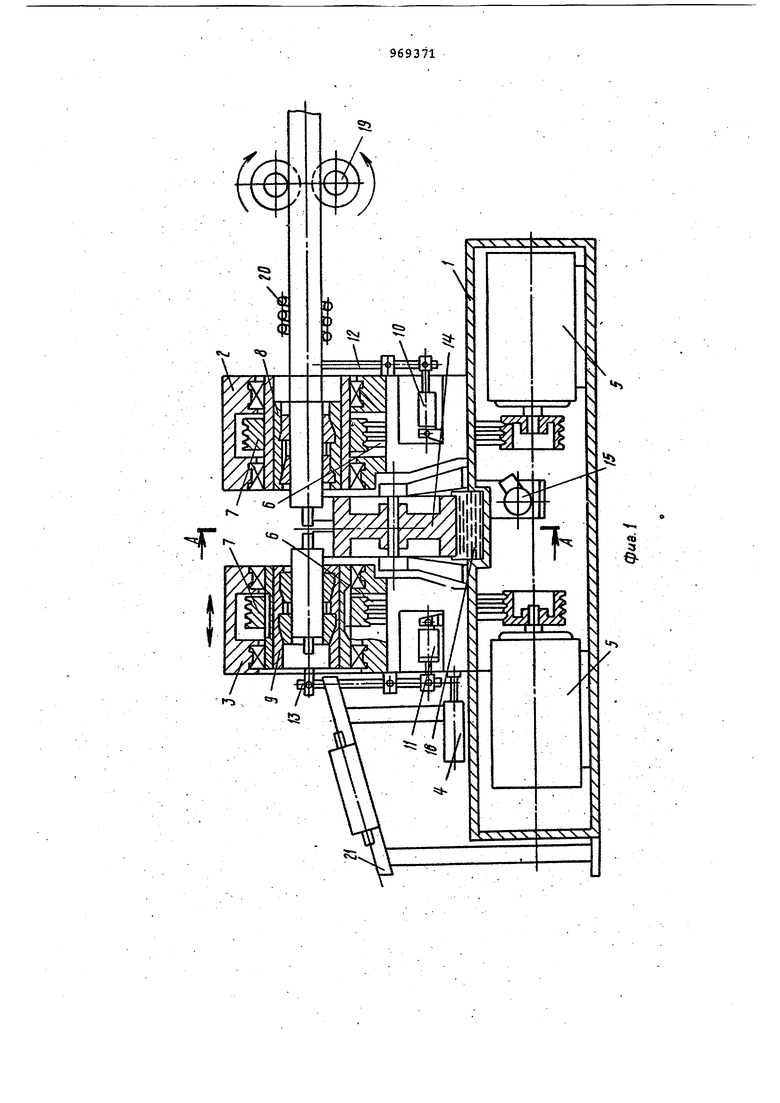
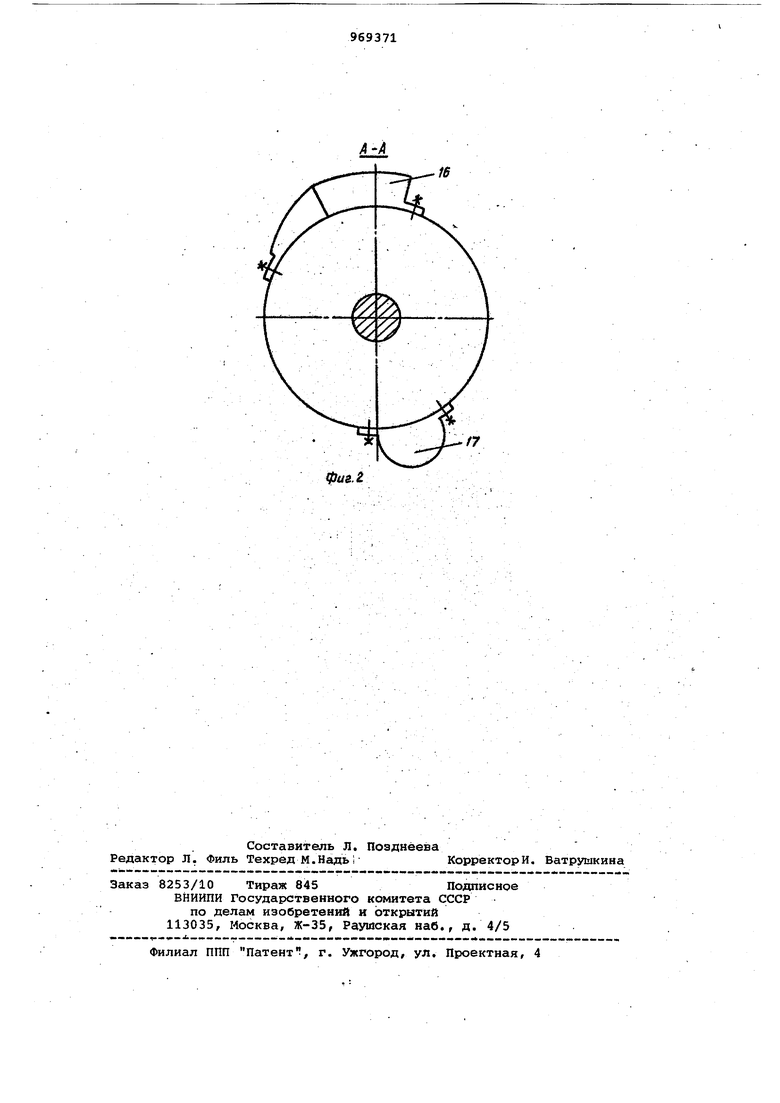
На фиг. 1 изображен станок, общий вид.; на фиг. 2 - сечение А-А на фиг. 1.
Станок имеет станину 1, смонтированш е на ней два шпинделя 2 и 34 Шпиндель 2 закреплен неподвижно на станине, шпиндель 3 перемещается
10 вдоль оси трубчатой заготовки на 60 мм при помочи цилиндра 4. Каждый из шпинделей имеет привод от электродвигателей 5. Пед)едача крутящего момента от электродвигателей к кшин15делям осуществляется посредствсм. клиноременной передачи 6 и клиноременных шкивов 7. На шпинделе 2 шкив закреплен неподвижно, а на шпинделе 3 имеет возможность перемещаться
20 вдоль оси трубчатой заготовки.
В обоих шпинделях имеются зажимы В и 9, осуществляющие зажимы при помощи 1щлиндров 10 и 11 и Еялчагов 12 « 13. Суппорт станка выполнен в виде
25 (барабана 14, имеющего индивидуальный :привод 15. На барабане 14 закреплены формующий инструмент 16 и отрезной инструмент 17. На станине станка укреплена ванна 18 со смазочно-охлажда30 юцей жидкостью (СОЖ). Подача трубчатой заготовки- осуществляется при помощи задающих роликов 19, передвигамадх трубчатую заготовку каждый раз на заданный шаг. Нагрев заготЬвки осуществляется при помощи индуктора 20. Готовые детали сползают по склону 21. .
Станок работает следующим образом
Трубчатая заготовка подается зад ющими роликами 19 так, чтобы е конец оказался в области индуктора 20. Происходит нагрев конца. Затем трубчатая заготовка подается в 1шиндель 2 так, чтобы нагретый конец оказался в зоне формующего инструмента, т.е. передвигается на шаг. Происходит формообразование конца трубчатой заготовки за счет проворота барабана 14 с инструментом 16. Затем зажимы разжимаются и трубчатая заготовка перемещается на шаг так, чтобы нагретая область попала в зону формующего инструмента. Зажимы 8 и 9 зажимают трубчатую заготовку.
В этом случае происходит разрез трубчатой заготовки инструментом 17. После заготовки шпиндель 3 перемещается влево на 60 мм. Барабан 14 с формующим инструментом 16 проворачивается и происходит обкатка двух концов трубы. Барабан 14 поворачивается дальше так, что трубчатая заготовка может свободно пройти над ним. Зажимы 8 и 9 разжимаются и. задающие ролики 19 подают трубчатую заготовку на шаг. Последняя в свою очередь выталкивает из зажима, 9 шпинделя 3 готовую деталь. ТДикл повторяется.
Предлагаемый станок позволяет изготавливать деташи из труб практически неограниченной длины. Конструкция сквозных шпинделей позволяет совместить процессы нагрева и обкатки двух концов, а также механизирова ть процесс.
Формула изобретения
1.Станок для обкатки трубчатых заготовок ОС-6, содержащий смонтированные на станине суппорт, шпиндель, формующий инструмент, зажимы и механизм прдачи,от ли чающийся тем, что, с целью расширения технологических возможностей и увеличения производительности, он снабжен установлен:шм с возможностью осевого перемещения соосно упомянутому шпинделю дополнительным шпинделем, при этом зажимы размещены в выполненных
в обоих шпинделях сквозных осевых отверстиях.
2.Станок по П.1, о т ли ч аю щ и и с я тем, что он снабжен отрезным инструментом, при этом суппорт выполнен в виде установленного на станине с возможностью поворота диска, а формуюи1Ий.и отрезной инструменты размещены на нем.
Источники информации, .принятые во внимание при экспертизе
1. Капорович В. Г. Производство деталей из труб обкаткой. М., Машиностроение, 1978, с. 98 (прототип).
16
f7
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для обкатки трубчатых заготовок ОС-9 | 1990 |
|
SU1750798A1 |
| Станок для ротационной обкатки | 1990 |
|
SU1776476A1 |
| Станок для обкатки трубчатых заготовок | 1987 |
|
SU1459790A1 |
| Станок для обкатки трубчатых заготовок | 1984 |
|
SU1260066A1 |
| МАШИНА ДЛЯ ОБКАТКИ ТРУБЧАТЫХ ЗАГОТОВОК ФОРМУЮЩИМ ИНСТРУМЕНТОМ | 1971 |
|
SU312656A1 |
| Агрегатный станок для многопозиционной обработки изделий | 1976 |
|
SU887052A1 |
| Роторное устройство для обкатки трубчатых заготовок | 1988 |
|
SU1641489A1 |
| Роторная машина для обкатки цилиндрических заготовок | 1990 |
|
SU1784479A1 |
| СТАНОК ДЛЯ ОБКАТКИ ТРУБЧАТЫХ ЗАГОТОВОК | 1969 |
|
SU257421A1 |
| Станок для обкатки трубчатыхзАгОТОВОК | 1979 |
|
SU829274A1 |